一种测量石墨电极联接旋合度的量规的制作方法
1.本实用新型涉及测量工具技术领域,具体为一种测量石墨电极联接旋合度的量规。
背景技术:
2.石墨电极是指以石油焦、沥青焦为骨料,煤沥青为黏结剂,经过原料煅烧、破碎磨粉、配料、混捏、成型、焙烧、浸渍、石墨化和机械加工而制成的一种耐高温石墨质导电材料,称为人造石墨电极(简称石墨电极),以区别于采用天然石墨为原料制备的天然石墨电极,而石墨电极的联接普遍采用螺纹方式,因此需要对其旋合度进行检测。
3.目前市面上使用的测量石墨电极联接旋合度的工具是自动量具,自动量具将人为原因影响的测量数据变成可直观表现出来的测量数值,在新量具上加装百分表,将测量数值的精度控制在0.01mm,可以更准确的测量,大大降低人为操作导致的误差,但该类量具在针对不同规格的螺纹工件时,往往需要将齿形部件更换为与之相配的,多个齿形配件不仅更换起来较为麻烦,而且保管不易容易丢失。
技术实现要素:
4.本实用新型旨在解决现有技术或相关技术中存在的技术问题之一。
5.为此,本实用新型所采用的技术方案为:
6.一种测量石墨电极联接旋合度的量规,包括:量规组件和定位组件;其中,所述量规组件包括定位块、安装于所述定位块上的伸缩杆、固定于所述伸缩杆端部的安装块、插装于所述安装块上的百分表、连接于所述百分表且穿过所述安装块的测量头和安装于所述安装块上的调距尺;所述定位组件设置于所述定位块上,所述定位组件包括开设于所述定位块上的安装槽、安装于所述安装槽内的安装轴、设置于所述安装轴两端上的安装杆、嵌装于所述定位块且供内侧端所述安装杆插装的阻力环、固定于外侧端所述安装杆上的旋拧头、嵌装于所述安装轴上的凹形磁块、固定于所述凹形磁块内的磁吸块和安装于所述磁吸块外的齿形板;所述齿形板设有位于所述安装轴侧的四组。
7.本实用新型在一较佳示例中可以进一步配置为:所述百分表通过锁紧件安装在所述安装块上。
8.本实用新型在一较佳示例中可以进一步配置为:所述定位块侧开设有位于所述旋拧头侧的调节槽。
9.本实用新型在一较佳示例中可以进一步配置为:所述齿形板与安装轴的长度相同,用于适配放置在螺纹上。
10.本实用新型在一较佳示例中可以进一步配置为:所述齿形板倾斜设置于所述定位块上。
11.本实用新型在一较佳示例中可以进一步配置为:所述齿形板的齿槽的深度值在顺时针下逐渐降低。
12.本实用新型的上述技术方案具有如下有益的技术效果:
13.本实用新型通过定位组件,可以将多组不同规格的齿形板集于量规一体,使用调节时只需旋拧旋拧头带动安装轴转动,使得相对应的齿形板转换露出即可,无需更换,防止丢失,且调节起来较为简单方便,便于推广使用。
附图说明
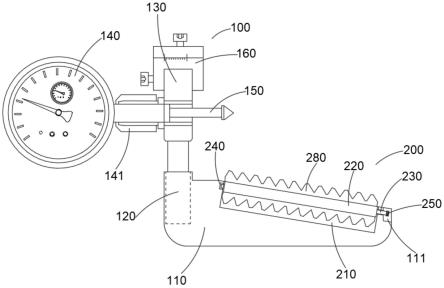
14.图1为本实用新型的量规主视图;
15.图2为本实用新型的齿形板结构示意图。
16.附图标记:
17.100、量规组件;110、定位块;111、调节槽;120、伸缩杆;130、安装块;140、百分表;141、锁紧件;150、测量头;160、调距尺;
18.200、定位组件;210、安装槽;220、安装轴;230、安装杆;240、阻力环;250、旋拧头;260、凹形磁块;270、磁吸块;280、齿形板。
具体实施方式
19.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。需要说明的是,在不冲突的情况下,本实用新型的实施例及实施例中的特征可以相互组合。
20.下面结合附图描述本实用新型的一些实施例提供的一种测量石墨电极联接旋合度的量规。
21.实施例:
22.结合图1-2所示,本实用新型提供的一种测量石墨电极联接旋合度的量规,包括:量规组件100和定位组件200;
23.其中,所述量规组件100包括定位块110、安装于所述定位块110上的伸缩杆120、固定于所述伸缩杆120端部的安装块130、插装于所述安装块130上的百分表140、连接于所述百分表140且穿过所述安装块130的测量头150和安装于所述安装块130上的调距尺160。
24.具体的,所述百分表140通过锁紧件141安装在所述安装块130上,锁紧件141采用锁紧螺母和锁紧螺杆,固定较为方便。
25.进一步的,所述定位块110侧开设有位于所述旋拧头250侧的调节槽111,为手动旋拧旋拧头250留出了空间,同时无需将旋拧头250置于定位块110的外侧,对旋拧头250起到了收纳保护的作用。
26.其中,所述定位组件200设置于所述定位块110上,所述定位组件200包括开设于所述定位块110上的安装槽210、安装于所述安装槽210内的安装轴220、设置于所述安装轴220两端上的安装杆230、嵌装于所述定位块110且供内侧端所述安装杆230插装的阻力环240、固定于外侧端所述安装杆230上的旋拧头250、嵌装于所述安装轴220上的凹形磁块260、固定于所述凹形磁块260内的磁吸块270和安装于所述磁吸块270外的齿形板280,通过定位组件200,可以将多组不同规格的齿形板280集于量规一体,使用调节时只需旋拧旋拧头250带动安装轴220转动,使得相对应的齿形板280转换露出即可,无需更换,防止丢失,且调节起来较为简单方便。
27.具体的,所述齿形板280设有位于所述安装轴220侧的四组,且所述齿形板280的齿槽的深度值在顺时针下逐渐降低,齿形板280不仅限设置于四组,可以设置2-8组,按需使用即可,多个不同规格的齿形板280方便针对更多型号的齿纹使用,实用性更高。
28.进一步的,所述齿形板280与安装轴220的长度相同,用于适配放置在螺纹上,方便齿形板280放置在石墨电极端部的螺纹上,合理贴合,另外,所述齿形板280倾斜设置于所述定位块110上,方便量规呈夹角状态贴在石墨电极上,相比较垂直设置来说,量规体积更小,更加方便使用。
29.另一方面,阻力环240为具有一定摩擦系数的环状结构,可以使得安装轴220在受一定转动力度后才能转动,平常保持稳定,使用较为方便。
30.该技术方案据石墨电极、接头连接技术要求以及锥螺纹啮合特性,通过数据计算及实践经验设计的旋合度量规,可以准确标记处电极紧密连接后的相对应位置,但由于原板型旋合度量规齿形部分接触面较小,存在接触不紧密、不牢固的情况,影响监测精度,易造成标识偏差过大,本方案为改进后的量规,通过增加百分表检测的方式,更加直观的确定准确的位置,同时通过增加齿形部分接触面积的方式,使量规与电极接触更牢固可靠,降低人为因素对检测数据的影响,更加准确的确定选合度标记的位置,提升用户的满意度。
31.本实用新型的工作原理及使用流程:首先将螺纹工件装夹好,将该量规上的齿形板280放置于螺纹上某一位置,使测量头150与主轴前方某一垂直平面接触,读出百分表140的表盘读数并记录,为旋合度。
32.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解,在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1