一种锂电池极片毛刺检测装置的制作方法
本技术涉及锂电池,尤其涉及一种锂电池极片毛刺检测装置。
背景技术:
1、在锂电池生产过程中,极片的毛刺是关键特性ctq,毛刺会引起锂电池出现着火等安全隐患。在锂电池生产过程中,对极片的毛刺大多数采用抽检的方式,对生产工艺中不同工序进行过程质量控制pqc检测,一般是每2h抽检1次毛刺,如果抽检发现毛刺超出规格,那么需要停机整改;如果抽检发现毛刺符合要求,那么可以继续生产。
2、极片模切/激光工艺是锂离子电池制造工艺中毛刺产生的主要过程。模切/激光毛刺,特别是金属毛刺对锂电池的危害巨大,尺寸较大的金属毛刺直接刺穿隔膜,导致正负极之间短路。
3、毛刺可分为两个方向,分别为横向毛刺和纵向毛刺(具体见示意图),毛刺的两个方向都需要在抽检时检测。
4、现有的技术方案主要存在以下问题:
5、1.最主要的问题是,极片的4端裁切都会产生毛刺,由于极片毛刺抽检的不确定性,会导致超出规格的毛刺ng电芯流入客户,最终导致客户端产生安全风险;
6、2.一旦客户端出现毛刺的质量事故,现有技术无法进行全过程追溯制造过程中的毛刺状态,因为过程只记录了抽检的毛刺数据,但无实时的毛刺照片。
7、针对上述技术问题,本实用新型提出一种锂电池极片毛刺检测装置。
技术实现思路
1、本实用新型的目的是针对现有技术的缺陷,提供了一种锂电池极片毛刺检测装置。
2、为了实现以上目的,本实用新型采用以下技术方案:
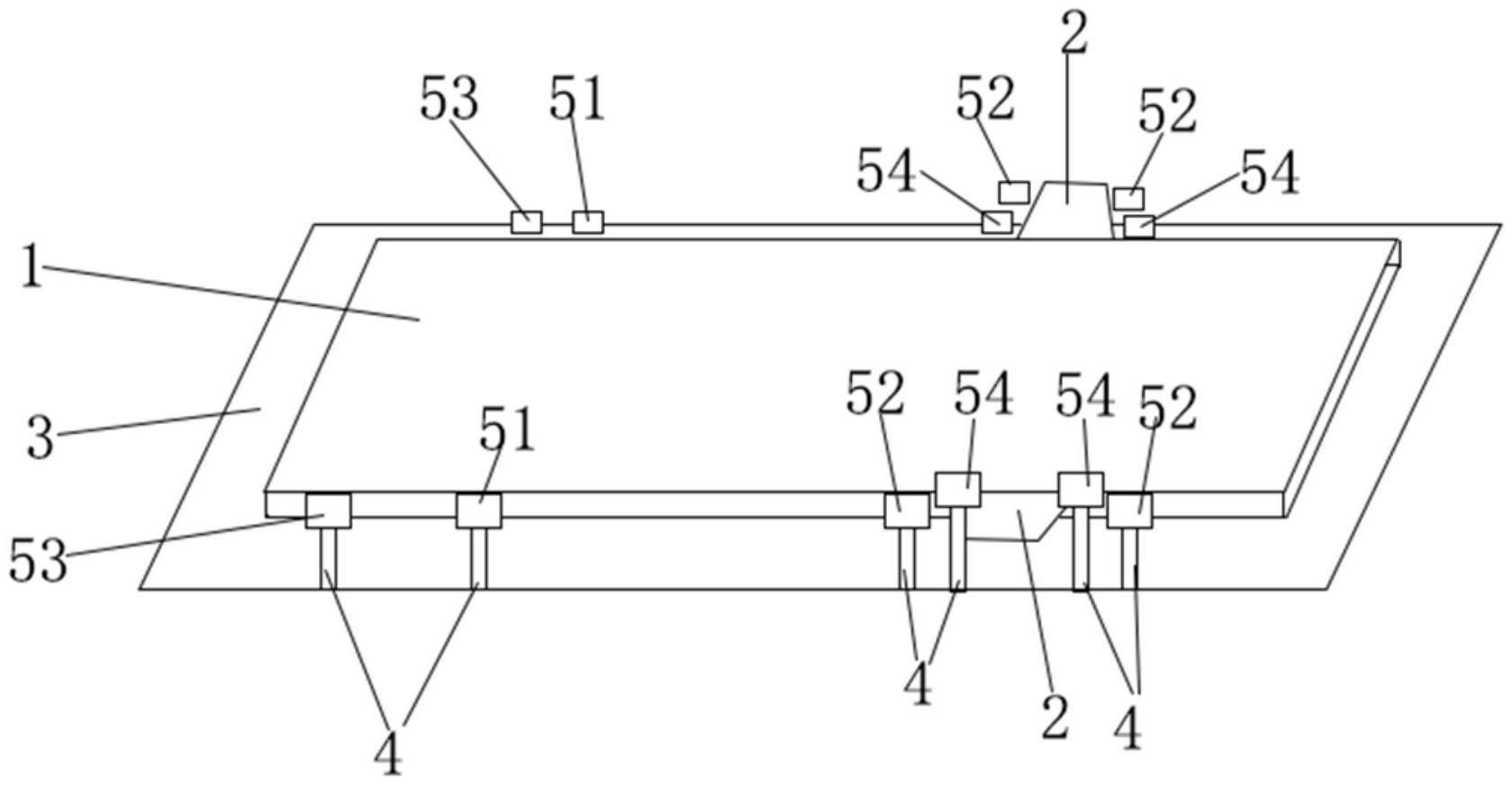
3、一种锂电池极片毛刺检测装置,包括极片、设置于极片两端的极耳,还包括支撑板、纵向检测相机组、横向检测相机组,极片设置于支撑板上,支撑板的两侧均设有纵向检测相机组、横向检测相机组,以使纵向检测相机组、横向检测相机组检测极片、极耳两侧的毛刺图像。
4、进一步的,所述支撑板的两侧设有安装有数个支撑杆,纵向检测相机组、横向检测相机组安装于支撑杆上。
5、进一步的,所述纵向检测相机组包括极片纵向检测相机、极耳纵向检测相机,极片纵向检测相机设置于支撑板的两侧,极耳纵向检测相机设置于支撑板两侧且与极耳相对应的位置。
6、进一步的,所述横向检测相机组包括极片横向检测相机、极耳横向检测相机,极片横向检测相机设置于支撑板的两侧,极耳横向检测相机设置于支撑板两侧且与极耳相对应的位置。
7、进一步的,所述支撑杆为具有高度调节的支撑杆。
8、与现有技术相比,本实用新型在极片生产过程中所有可能产生毛刺的位置都进行了毛刺风险的检测识别,从公司内部避免了毛刺超标流入客户端,导致安全风险的问题。
技术特征:
1.一种锂电池极片毛刺检测装置,包括极片、设置于极片两端的极耳,其特征在于,还包括支撑板、纵向检测相机组、横向检测相机组,极片设置于支撑板上,支撑板的两侧均设有纵向检测相机组、横向检测相机组,以使纵向检测相机组、横向检测相机组检测极片、极耳两侧的毛刺图像。
2.根据权利要求1所述的一种锂电池极片毛刺检测装置,其特征在于,所述支撑板的两侧设有安装有数个支撑杆,纵向检测相机组、横向检测相机组安装于支撑杆上。
3.根据权利要求1所述的一种锂电池极片毛刺检测装置,其特征在于,所述纵向检测相机组包括极片纵向检测相机、极耳纵向检测相机,极片纵向检测相机设置于支撑板的两侧,极耳纵向检测相机设置于支撑板两侧且与极耳相对应的位置。
4.根据权利要求1所述的一种锂电池极片毛刺检测装置,其特征在于,所述横向检测相机组包括极片横向检测相机、极耳横向检测相机,极片横向检测相机设置于支撑板的两侧,极耳横向检测相机设置于支撑板两侧且与极耳相对应的位置。
5.根据权利要求2所述的一种锂电池极片毛刺检测装置,其特征在于,所述支撑杆为具有高度调节的支撑杆。
技术总结
本技术公开了一种锂电池极片毛刺检测装置,包括极片、设置于极片两端的极耳,还包括支撑板、纵向检测相机组、横向检测相机组,极片设置于支撑板上,支撑板的两侧均设有纵向检测相机组、横向检测相机组,以使纵向检测相机组、横向检测相机组检测极片、极耳两侧的毛刺图像。本技术在极片生产过程中所有可能产生毛刺的位置都进行了毛刺风险的检测识别,从公司内部避免了毛刺超标流入客户端,导致安全风险的问题。
技术研发人员:黎帆,姜林华,李森
受保护的技术使用者:捷威动力工业嘉兴有限公司
技术研发日:20221231
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!