车载显示屏背板缺陷检测设备的制作方法
本发明涉及一种检测设备,具体的说是指车载显示屏背板缺陷检测设备。
背景技术:
1、车载显示屏背板作为车载屏的重要配件,汽车制造企业对其尺寸及外观有着严格的要求,因此必须在生产过程中采用有效的检测手段来保证其产品质量。基于目前庞大的汽车生产量,采用人工目检和在线抽检的方式已难以满足实际生产要求。
2、工业上对于车载显示屏背板六个面的缺陷检测还没有成熟的自动检测设备,主要以人工检测为主,人工检测为不仅检测效率低下,还容易因检测员长疲劳等造成的漏检。由于检测项目多,精度要求高,对刻线、凸包、冲孔等位置要求准确,而采用人工检测其精确率也存在较大的误差。现有的少数自动设备局限性也非常大,要么检测东西单一,无法满足多种检测需求。
技术实现思路
1、本发明提供的是车载显示屏背板缺陷检测设备,其主要目的在于克服现有车载显示屏背板的缺陷检测采用人工检测的方式而造成检测效率低、精确率低的问题。
2、为了解决上述的技术问题,本发明采用如下的技术方案:
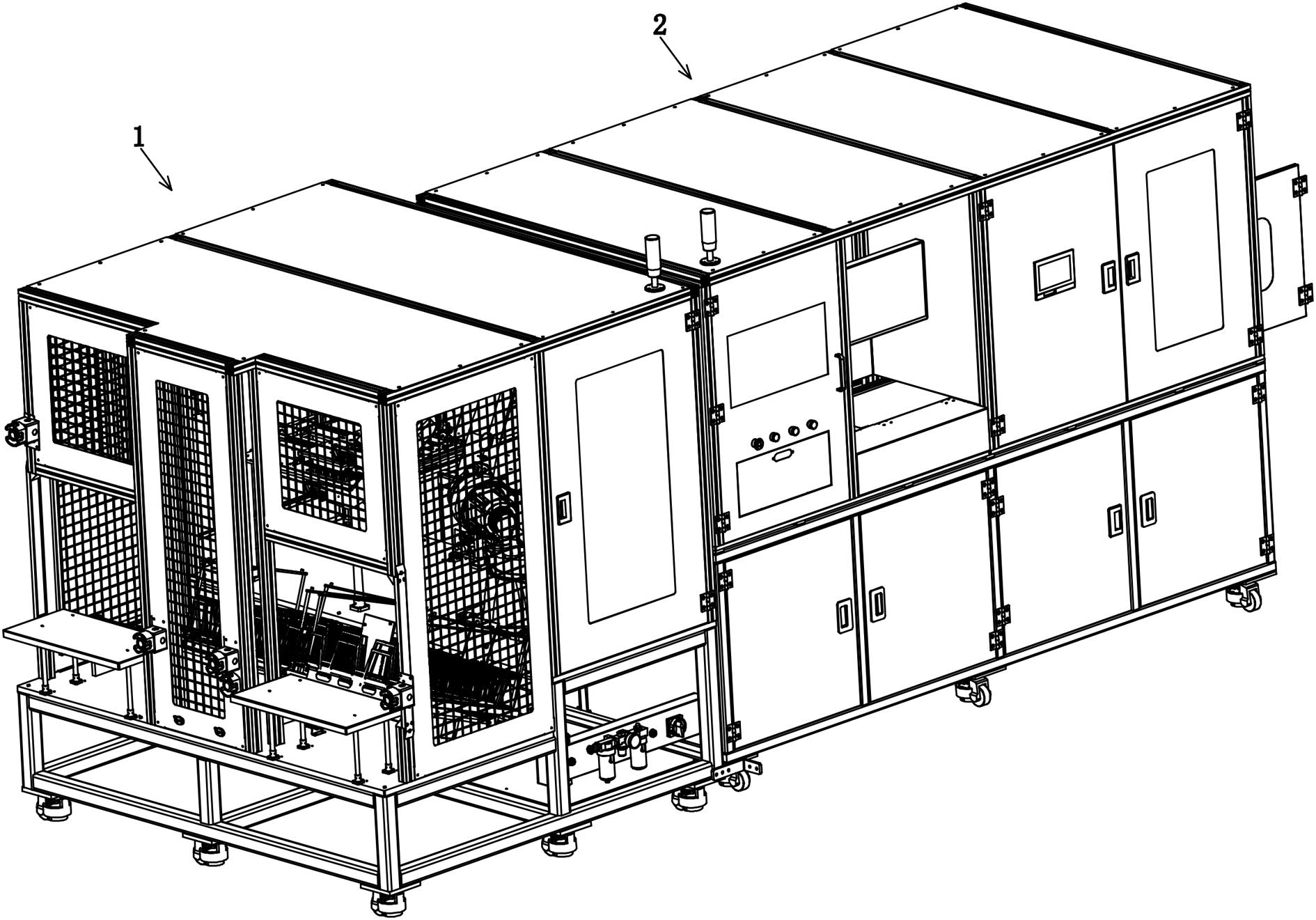
3、车载显示屏背板缺陷检测设备,包括上料段和检测段,所述上料段上设有用于放置车载显示屏背板的篮筐、用于吸取多个车载显示屏背板的机器人、对多个车载显示屏背板进行二次定位的二次定位组件以及多个第一相机,所述检测段设有输送带、多组第一顶升机构、一组第二顶升机构、三组截停机构、第二相机、第三相机、第四相机、第五相机、第六相机、第一抓手、第二抓手和复检传送带,所述输送带沿着检测段的长度设置,所述多组第一顶升机构位于检测段的前端且前后间隔布置,每组第一顶升机构对应一个车载显示屏背板,所述一组第二顶升机构位于检测段的后段,所述三组截停机构前后间隔布置,所述一组第二顶升机构位于排列在前和排列在中的两组截停机构之间,所述多个第一相机前后间隔布置,所述第二相机、第三相机、第四相机和第五相机分别位于一组第二顶升机构的前方、后方、左方和右方,所述第六相机位于一组第二顶升机构的正上方,所述第一抓手和第二抓手位于检测段的后端,所述第二抓手位于第一抓手的后侧,所述多组第一顶升机构、一组第二顶升机构和三组截停机构均可升降的设置,所述第一抓手可左右移动及升降的设置,所述第二抓手可前后左右移动及升降的设置,所述复检传送带位于第一抓手的一侧。
4、进一步的,所述上料段包括上料机架,所述上料机架的顶部设有第一台阶面和第二台阶面,所述第一台阶面位于第二台阶面的前侧下方,所述第一台阶面上设有左筐台、右筐台和向后倾斜的支撑台,所述左筐台和右筐台位于支撑台的前侧且左右间隔布置,所述支撑台的顶面设有可左右移动的移动板,所述篮筐放置于移动板上,所述机器人和二次定位组件设于第二台阶面上,所述二次定位组件位于机器人的左侧,所述上料机架上设有第一罩壳,所述多个第一相机设于第一罩壳上且位于二次定位组件的左侧。
5、更进一步的,所述支撑台的顶面设有前后布置的两根第一滑轨,所述移动板的底面设有前后布置的两组第一滑块,每组第一滑块对应一根第一滑轨且与第一滑轨滑动配合,所述支撑台的顶面左部设有条形通槽,所述移动板的底面设有连接块,所述连接块的底部穿过条形通槽位于移动板的下方,所述支撑台的底面设有第一气缸,所述第一气缸的活塞杆朝左且与连接块的底部连接。
6、更进一步的,所述二次定位组件包括四根支撑杆和连接于四根支撑杆顶部的定位板,所述定位板的顶面设有多个前后间隔布置的定位工位,每个定位工位设有前夹紧板和后夹紧板,每个定位工位设有前通槽和后通槽,所述前夹紧板和后夹紧板分别位于前通槽和后通槽内,所述前夹紧板的底部和后夹紧板的底部分别连接有前支撑条和后支撑条,所述定位板的底面设有左右间隔布置的两个第二滑轨,所述前支撑条的左、右端和后支撑条的左、右端均设有第二滑块,所述第二滑块与对应的第二滑轨滑动配合,所述定位板的底面设有第一伺服电机,所述前支撑条的底面设有第一齿条,所述后支撑条的底面设有第二齿条,所述第一伺服电机的输出轴连接有第一齿轮,所述第一齿条和第二齿条分别位于第一齿轮的左、右侧且均与第一齿轮啮合,所述定位板的上方设有可左右移动的推板,所述定位板的顶面设有前后布置的两根第三滑轨,所述推板的底面设有前后布置的两组第三滑块,每组第三滑块对应一根第三滑轨且与第三滑轨滑动配合,所述定位板的左半部设有左通槽,所述定位板的底面设有第二伺服电机和第二齿轮,所述推板的底面设有第三齿条,所述第二伺服电机的输出轴连接有第三齿轮,所述第二齿轮位于第三齿轮的上方且与第三齿轮啮合,所述第二齿轮的顶部伸出左通槽且与第三齿条啮合,,所述定位板的顶面左部设有第一光源架,所述第一光源架设有上下布置的两个第一光源。
7、进一步的,所述检测段包括检测机架,所述检测机架的顶面上方设有左边杆和右边杆,所述左边杆的右侧面和右边杆的左侧面均设有所述输送带,每组第一顶升机构包括第一左顶升机构和第一右顶升机构,所述第一左顶升机构和第一右顶升机构分别与左边杆和右边杆连接,所述一组第二顶升机构包括第二左顶升机构和第二右顶升机构,所述第二左顶升机构和第二右顶升机构分别与左边杆和右边杆连接,每组截停机构包括左截停机构和右截停机构,所述左截停机构和右截停机构分别与左边杆和右边杆连接,所述检测机架的顶面设有第一相机架、第二相机架、第四相机架、第二光源架、第三光源架、第五光源架、第一抓手安装架和第二抓手安装架,所述第二相机和第三相机分别设于第一相机架和第二相机架上,所述左边杆的左侧面连接有第三相机架和第四光源架,所述第四相机设于第三相机架上,所述第五相机设于第四相机架的右边下部,所述第六相机设于第四相机架的顶部中部,所述第二光源架、第三光源架、第四光源架和第五光源架上分别设有第二光源、第三光源、第四光源和第五光源,所述第一抓手和第二抓手分别设于第一抓手安装架和第二抓手安装架上,所述检测机架上设有第二罩壳。
8、更进一步的,所述左边杆的前端底部和右边杆的前端底部均设有安装座,所述安装座上设有驱动电机和第一皮带轮,所述左边杆的前端和右边杆的前端均设有同轴的第二皮带轮和第三皮带轮,所述左边杆的后端和右边杆的后端均设有第四皮带轮,所述第一皮带轮与驱动电机的输出轴连接,所述第一皮带轮和第二皮带轮之间设有传动皮带,所述第三皮带轮和第四皮带轮之间设有所述输送带。
9、更进一步的,所述第一左顶升机构包括第一左升降气缸和第一左连接板,所述第一左升降气缸与左边杆的左侧面连接,所述第一左升降气缸的活塞杆朝下且与第一左连接板的左端连接,所述第一左连接板位于左边杆的下方,所述第一左连接板的右端位于左边杆的右侧,所述第一左连接板的右端顶面设有前后间隔布置的两根第一左顶升杆;所述第一右顶升机构包括第一右升降气缸和第一右连接板,所述第一右升降气缸与右边杆的右侧面连接,所述第一右升降气缸的活塞杆朝下且与第一右连接板的右端连接,所述第一右连接板位于右边杆的下方,所述第一右连接板的左端位于右边杆的左侧,所述第一右连接板的左端顶面设有前后间隔布置的两根第一右顶升杆。
10、更进一步的,所述第二左顶升机构包括第一线性滑台模组、第一安装板和第一托板,所述第一线性滑台模组竖直的连接于左边杆的底部,所述第一安装板的底部与第一线性滑台模组的滑台连接,所述第一安装板的顶部与第一托板连接,所述第一安装板和第一托板位于左边杆的右侧;所述第二右顶升机构包括第二线性滑台模组、第二安装板和第二托板,所述第二线性滑台模组竖直的连接于右边杆的底部,所述第二安装板的底部与第二线性滑台模组的滑台连接,所述第二安装板的顶部与第二托板连接,所述第二安装板和第二托板位于右边杆的左侧。
11、更进一步的,所述左截停机构包括第二左升降气缸和第二左连接板,所述第二左升降气缸与左边杆的左侧面连接,所述第二左升降气缸的活塞杆朝下且与第二左连接板的左端连接,所述第二左连接板位于左边杆的下方,所述第二左连接板的右端位于左边杆的右侧,所述第二左连接板的右端顶面设有左截停杆;所述右截停机构包括第二右升降气缸和第二右连接板,所述第二右升降气缸与右边杆的右侧面连接,所述第二右升降气缸的活塞杆朝下且与第二右连接板的右端连接,所述第二右连接板位于右边杆的下方,所述第二右连接板的左端位于右边杆的左侧,所述第二右连接板的左端顶面设有右截停杆。
12、更进一步的,所述第一相机架上设有连接台,所述连接台的底部设有第三伺服电机和第一丝杆,所述第一丝杆上设有与其配合的第一丝杆螺母,所述第一丝杆螺母的顶部连接有第四滑块,所述连接台上设有第四滑轨,所述第四滑块与第四滑轨滑动配合,所述第一丝杆螺母的底部设有相机安装板,所述第二相机连接于相机安装板的底部。
13、更进一步的,所述第一抓手安装架上设有无杆气缸,所述无杆气缸的移动滑台连接有气缸安装板,所述气缸安装板上连接有第二气缸,所述第二气缸的活塞杆朝下且与第一抓手连接;所述第二抓手安装架上设有在前后方向上设置的第三线性滑台模组,所述第三线性滑台模组的滑台连接有在左右方向上设置的第四线性滑台模组,所述第四线性滑台模组的滑台连接有第三气缸,所述第三气缸的活塞杆朝下且与第二抓手连接。。
14、更进一步的,所述检测机架的顶面中部设有左右间隔布置的两个轴承座,所述两个轴承座之间设有第二丝杆,所述检测机架的顶面设有第四伺服电机,所述第四伺服电机的输出轴与第二丝杆连接,所述左边杆的底部连接有与第二丝杆配合的第二丝杆螺母,所述检测机架的顶面设有前后间隔布置的两根第五滑轨,所述左边杆的底部设有前后间隔布置的两个第五滑块,每个第五滑块对应一根第五滑轨且两者滑动配合。
15、由上述对本发明的描述可知,和现有技术相比,本发明具有如下优点:所述机器人从篮筐内一次性取多个车载显示屏背板,机器人将多个车载显示屏背板取至二次定位组件上进行二次定位,多个车载显示屏背板二次定位完成后机器人将其取至处于竖立状态,此时多个第一相机分别对与其对应的车载显示屏背板的背面进行拍照检测,多个第一相机拍照完成后机器人将多个车载显示屏背板放置对应的第一顶升机构上,多组第一顶升机构逐个下降将车载显示屏背板放置输送带上进行输送,排列在中的截停机构将待检测的车载显示屏背板截停,排列在前的截停机构将下一个待检测的车载显示屏背板截停,然后所述一组第二顶升机构将待检测的车载显示屏背板顶起,所述第二相机、第三相机、第四相机和第五相机分别对车载显示屏背板的四个侧面进行拍照检测,所述第六相机对车载显示屏背板的正面进行拍照检测,车载显示屏背板的六个侧面全部拍照检测后第二顶升机构下降,排列在前和排列在中的两组截停机构放行,车载显示屏背板重新放置输送带上进行输送,排列在后的截停机构将检测完成的车载显示屏背板截停,然后由第一抓手抓至复检传送带或第二抓手抓至下一道工序,接着下一个待检测的车载显示屏背板进行检测。重复上述的动作即可实现车载显示屏背板六个面的缺陷检测,无需采用人工进行检测,较之人工的检测方式,采用本发明其检测效率和精确率更高。
- 还没有人留言评论。精彩留言会获得点赞!