一种压铸零件的形变检测方法及系统与流程
本发明涉及质量检测,尤其涉及一种压铸零件的形变检测方法及系统。
背景技术:
1、压铸生产过程中,零件的变形是经常遇到,而且变形是难以完成消除的主要缺陷之一,降低零件变形的有效手段就是矫形。随着工业不断的发展,铸造领域中应用越来越广泛,但是铸件在凝固过程中由于温度的不均匀公布会产生热应力,而凝固后的铸件由于残余应力的存在对铸件质量会产生很大的影响,铸件中的残余应力会使铸件产生变形。
2、随着挤压铸造行业的快速发展,工业领域(如汽车工业领域)对铸件也逐渐以“强韧化、轻量化、精密化、高效化”为目标,并向薄壁、结构复杂、高强度、高硬度和高质量的方向发展。特别在一些高端设备上,使用的铸件不仅壁厚要求薄,而且尺寸精度要求也很高,对形变检测的要求也越来越高。
3、然而,现有的铸件的形变检测方式,对人工的依赖程度过高,费时费力,检测效率低,并且后续难以进行统一的分析管理。
技术实现思路
1、本发明提供一种压铸零件的形变检测方法及系统,至少解决现有技术中的缺陷之一,实现高效率的形变检测以及统一的分析管理。
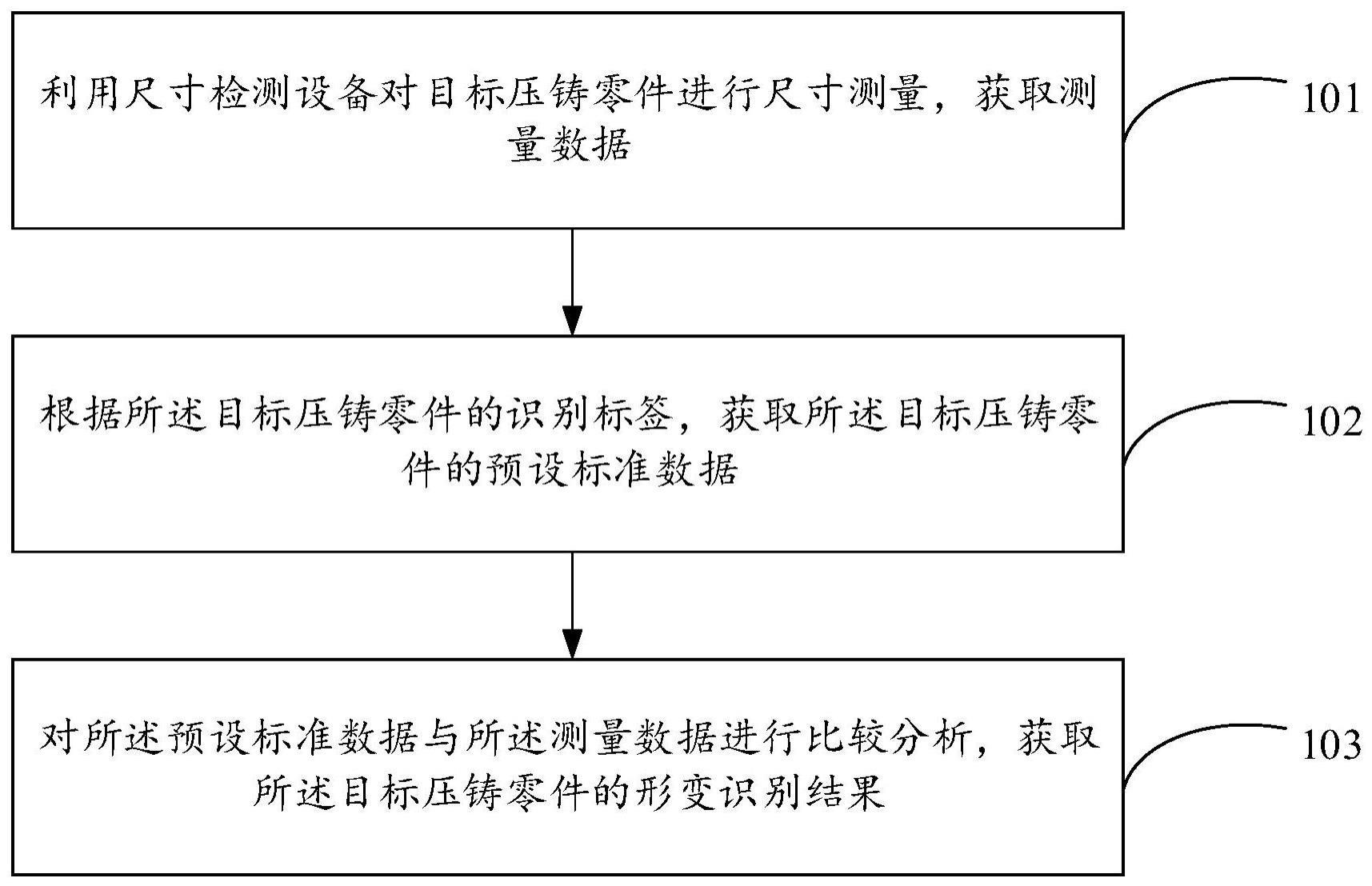
2、第一方面,本发明提供一种压铸零件的形变检测方法,包括:利用尺寸检测设备对目标压铸零件进行尺寸测量,获取测量数据;根据所述目标压铸零件的识别标签,获取所述目标压铸零件的预设标准数据;对所述预设标准数据与所述测量数据进行比较分析,获取所述目标压铸零件的形变识别结果。
3、根据本发明提供的一种压铸零件的形变检测方法,还包括:在获取测量数据后,将所述识别标签与所述测量数据进行关联,存储至数据库;以及,在获取形变识别结果后,将所述识别标签与所述形变识别结果进行关联,存储至数据库。
4、根据本发明提供一种压铸零件的形变检测方法,所述对所述预设标准数据与所述测量数据进行比较分析,获取所述目标压铸零件的形变识别结果,包括:根据所述预设标准数据与所述测量数据,获取所述目标压铸零件的误差数据;根据所述误差数据,确定所述目标压铸零件的形变识别结果;所述形变识别结果包括:合格、上偏差以及下偏差。
5、根据本发明提供一种压铸零件的形变检测方法,在获取所述目标压铸零件的形变识别结果之后,还包括:根据所述形变识别结果,确定预先设置的报警设备的工作状态,以向用户展示。
6、根据本发明提供一种压铸零件的形变检测方法,还包括:在获取测量数据后,利用数据分析软件对测量数据进行管理和图表分析;以及,在获取形变识别结果后,利用数据分析软件的展示界面展示所述形变识别结果。
7、根据本发明提供一种压铸零件的形变检测方法,所述尺寸检测设备为电感式传感器。
8、根据本发明提供一种压铸零件的形变检测方法,所述压铸零件为适用于新能源车辆的毛坯件。
9、第二方面,本发明还提供一种压铸零件的形变检测系统,包括:尺寸检测设备、标签识别设备、具有spc分析软件的分析设备;
10、所述尺寸检测设备,对目标压铸零件进行尺寸测量,获取测量数据;
11、所述标签识别设备,读取所述目标压铸零件的识别标签,并将所述识别标签发送至分析设备,以利用所述分析设备确定所述目标压铸零件的预设标准数据;
12、所述分析设备,利用spc分析软件对所述预设标准数据与所述测量数据进行比较分析,获取所述目标压铸零件的形变识别结果。
13、根据本发明提供的一种压铸零件的形变检测系统,还包括:与所述分析设备连接的三色声光报警器;所述三色声光报警器具有声光报警功能,具体为:在所述形变识别结果为合格的情况下,显示绿灯,不发出报警声音;在所述形变识别结果为上偏差的情况下,黄灯闪烁,发出报警声音,所述黄灯的闪烁频率以及报警声音的响度与所述上偏差的数值大小呈正比;在所述形变识别结果为下偏差的情况下,红灯闪烁,发出报警声音,所述红灯的闪烁频率以及报警声音的响度与所述下偏差的数值大小呈正比。
14、根据本发明提供的一种压铸零件的形变检测系统,还包括:设置在所述分析设备或者服务器中的数据库;所述数据库中存储了所述目标压铸零件的测量数据和测量识别结果;通过所述识别标签利用所述数据库实现测量数据和测量识别结果的查询。
15、第三方面,本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述压铸零件的形变检测方法的步骤。
16、本发明提供的压铸零件的形变检测方法及系统,通过尺寸检测设备对目标压铸零件进行测量,获取测量数据;通过目标压铸零件的识别标签,获取预设标准数据;通过对测量数据以及预设标准数据进行比较分析,获取形变识别结果;进一步地,基于识别标签对测量数据以及测量识别结果进行入库处理,以便于后续的数据统计分析以及追溯。
技术特征:
1.一种压铸零件的形变检测方法,其特征在于,包括:
2.根据权利要求1所述的压铸零件的形变检测方法,其特征在于,还包括:在获取测量数据后,将所述识别标签与所述测量数据进行关联,存储至数据库;以及,
3.根据权利要求1所述的压铸零件的形变检测方法,其特征在于,所述对所述预设标准数据与所述测量数据进行比较分析,获取所述目标压铸零件的形变识别结果,包括:
4.根据权利要求3所述的压铸零件的形变检测方法,其特征在于,在获取所述目标压铸零件的形变识别结果之后,还包括:
5.根据权利要求1所述的压铸零件的形变检测方法,其特征在于,还包括:在获取测量数据后,利用数据分析软件对测量数据进行管理和图表分析;以及,
6.根据权利要求1所述的压铸零件的形变检测方法,其特征在于,所述尺寸检测设备为电感式传感器。
7.根据权利要求1所述的压铸零件的形变检测方法,其特征在于,所述压铸零件为适用于新能源车辆的毛坯件。
8.一种压铸零件的形变检测系统,其特征在于,应用上述权利要求1至7中任一项压铸零件的形变检测方法,包括:尺寸检测设备、标签识别设备、具有spc分析软件的分析设备;
9.根据权利要求8所述的压铸零件的形变检测系统,其特征在于,还包括:与所述分析设备连接的三色声光报警器;所述三色声光报警器具有声光报警功能,具体为:
10.根据权利要求8所述的压铸零件的形变检测系统,其特征在于,还包括:设置在所述分析设备和/或服务器中的数据库;
技术总结
本发明提供一种压铸零件的形变检测方法及系统,属于质量检测技术领域,所述方法包括:利用尺寸检测设备对目标压铸零件进行尺寸测量,获取测量数据;根据所述目标压铸零件的识别标签,获取所述目标压铸零件的预设标准数据;对所述预设标准数据与所述测量数据进行比较分析,获取所述目标压铸零件的形变识别结果。本发明通过尺寸检测设备对目标压铸零件进行测量,获取测量数据;通过目标压铸零件的识别标签,获取预设标准数据;通过对测量数据以及预设标准数据进行比较分析,获取形变识别结果;进一步地,基于识别标签对测量数据以及测量识别结果进行入库处理,以便于后续的数据统计分析以及追溯。
技术研发人员:赵志锋,黄仙汉,戴晓明,周国成
受保护的技术使用者:广东鸿图科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!