GRV阀性能检测方法及检测装置与流程
本发明涉及grv阀的检测领域,特别是涉及一种grv阀性能检测方法及检测装置。
背景技术:
1、grv阀又名为坡度排气阀(grade rollover valve),是车辆中油箱系统在加油以及行驶静置状态下排气的主要功能件。grv阀在出厂时,要对阀的性能进行检测,现有技术中,阀的检测通常是采用专用的检测设备来进行检测,现有技术中,对grv阀的检测,通常是采用单通道检测,检测时,设置两个工位,待测的grv阀在检测时,先在第一个工位完成部分参数的检测,然后再通过移动抓取设备,将grv阀移动到第二个工位,进行剩余参数的检测,在检测完成后,再通过移动抓取设备将grv阀移动到打标设备处,对合格品进行打标。这种grv阀检测设备的缺陷在于,首先,每个工位上的工装夹具仅能适用于对应的检测项目需求,无法适用于其他工位的检测项目需求,所以grv阀在完成第一个工位的检测后,必须要转移到第二个工位才能进行剩余参数的检测。其次,因为grv阀的检测时间都比较长,所以在检测的过程中,打标设备空闲时间较多,而且grv阀要在不同的工位之间转移,导致grv阀的检测效率比较低,同时增加了工装夹具以及抓取定位设备的投入。因而,需要对现有的grv阀检测装置以及检测方法进行改进。
技术实现思路
1、本发明的第一个目的在于针对背景技术中所述的现有的grv阀的检测方法存在的问题,提供一种grv阀性能检测方法。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种grv阀性能检测方法,包括以下步骤:
3、s1、将待测grv阀放在上料架上的上料治具上;
4、s2、上料夹爪组件抓取上料治具上的待测grv阀,按顺序交替移动至第一检测通道组件和第二检测通道组件上进行测试,使第一检测通道组件和第二检测通道组件上的检测节拍保持所需的时间差;
5、s3、测试时,先将待测的grv阀放在检测工位的测试工装上的下治具上,然后驱动装置带动上治具与下治具闭合,闭合后,除grv阀的阀口可通气外,其余位置均密封,开始对grv阀进行测试;
6、s4、旋转机构带动测试工装在竖直方向上旋转90°,使grv阀的阀芯关闭,气源向grv阀充入气体,分别对grv阀进行低压气密性测试和高压气密性测试,如果测试到grv阀的气体泄漏率小于检测标准值,则代表该项测试合格,反之则判定不合格;
7、s5、旋转机构带动测试工装转动至初始状态,使grv阀的阀芯打开,再通过与grv阀连接的流量计分别对grv阀进行高压的流量测试和低压的流量测试,如果高压时检测到grv阀的气体流量大于检测标准值,则判定grv阀合格,反之则判定不合格;如果低压时检测到grv阀的气体流量大于检测标准值,则判定grv阀合格,反之则判定不合格;
8、s6、测试完成后,如果测试的grv阀为合格品,则通过下料夹爪组件将grv阀移动至激光打标设备处进行激光打标,打标完成后,将grv阀放入良品收集部,如果测试的grv阀为不合格品,则放入不良品收集箱内。
9、在上述方案中,所述步骤s4中,进行低压气密性测试时,检测气压为0.15~0.25kpa ,进行高压气密性测试时,检测气压为11~11.5kpa,气体泄漏率的检测标准值≤50ccm。通过设置低压气密性检测和高压气密性检测的检测气压以及气体泄露率的检测标准值,便于进行低压和高压的气密性测试,并判断出grv阀的气密性是否合格。
10、在上述方案中,所述步骤s5中,进行高压的流量测试时,气压为15~18kpa,气体流量的检测标准值为2~5lpm,进行低压的流量测试时,气压为4.5~5kpa,气体流量的检测标准值为25~35lpm。通过设置高压气压和低压气压及相应的气体流量检测标准,便于对grv阀在不同气压下的流量进行检测,便于判断出grv阀是否合格。
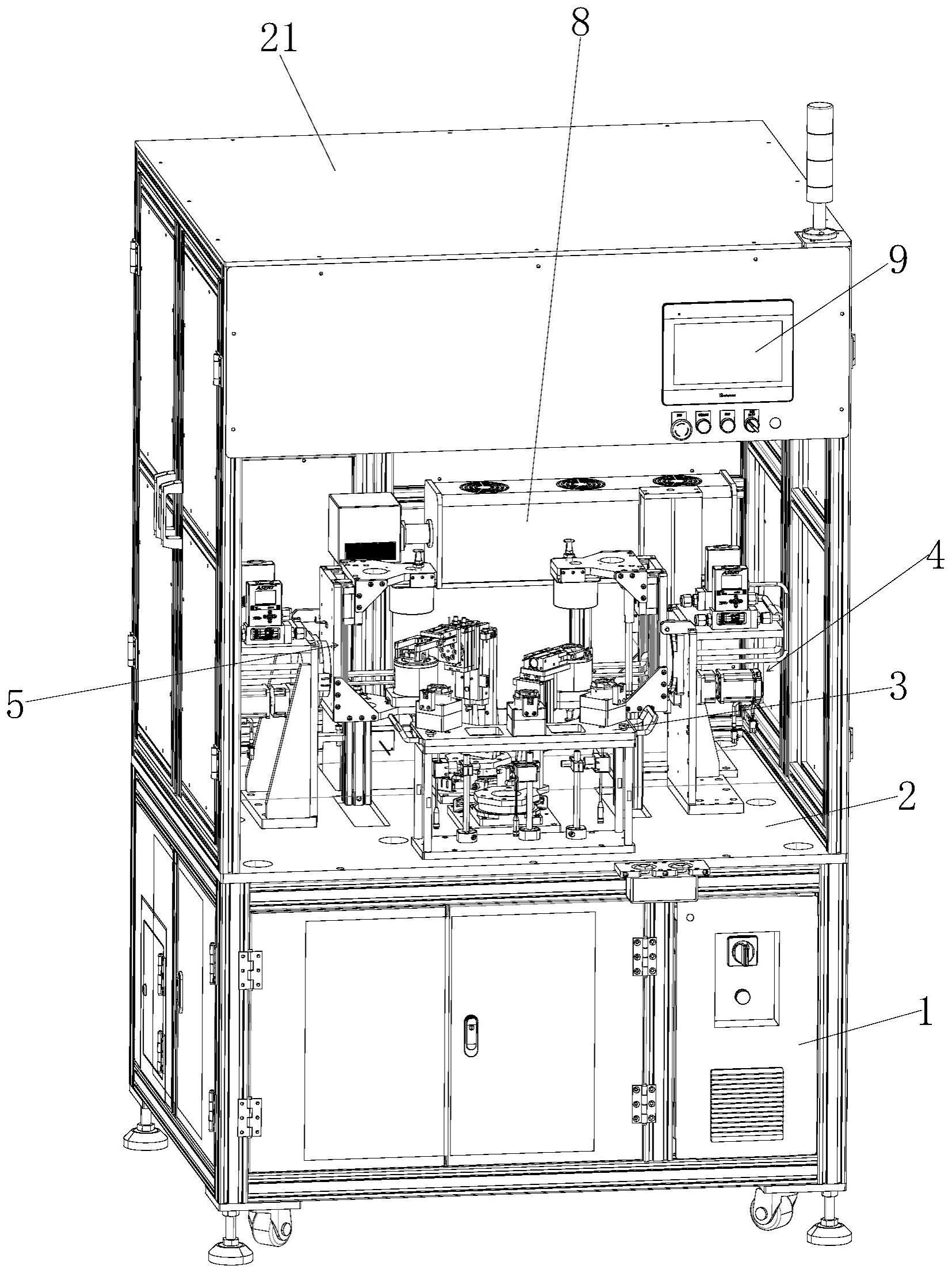
11、本发明的第二个发明目的在于提供一种grv阀性能检测装置,包括电控箱、测试台、上料台、第一检测通道组件、第二检测通道组件、上料夹爪组件、下料夹爪组件以及打标组件,
12、所述上料台设置在测试台上,在上料台上设有若干个上料工位,每个上料工位上均设有上料治具,上料治具上设有与待测grv阀形状对应的装入槽;
13、第一检测通道组件和第二检测通道组件设置在测试台上,并分别位于上料台的左侧和右侧,在第一检测通道组件和第二检测通道组件上都设有测试工装、压力传感器和泄露测试流量计,测试工装上设有下治具、上治具及升降驱动装置,升降驱动装置能带动上治具与下治具的打开和闭合,在上料台上还设有转动驱动装置,测试工装与转动驱动装置连接,转动驱动装置能带动测试工装进行转动,以便于对grv阀进行各个参数的检测,压力传感器通过气管与下治具上的气压检测口连接,泄露测试流量计的进气口侧连接气源,泄露测试流量计的出气口侧通过气管与下治具上的进气口连接;
14、上料夹爪组件设置在上料台旁,上料夹爪组件用于抓取上料台上的上料治具上放置的待测grv阀,并将待测grv阀移动至第一检测通道组件或第二检测通道组件上的下治具内;
15、打标组件设置在测试台上,打标组件用于对检测合格的grv阀进行打标,在打标组件旁设有良品收集部和不良品收集箱;
16、下料夹爪组件设置在打标组件旁,下料组件用于抓取第一检测通道组件和第二检测通道组件上检测完成的grv阀,并将不良品grv阀移动至不良品收集箱或将合格品移动至打标组件处进行打标,打标完成后将合格品grv阀移动至良品收集部;
17、电控箱分别与上料夹爪组件、下料夹爪组件、打标组件、第一检测通道组件以及第二检测通道组件的测试工装电连接,用于控制上料夹爪组件、下料夹爪、打标组件、第一检测通道组件和第二检测通道组件的测试工装的工作。
18、在上述方案中,还包括操控显示组件,操控显示组件用于对检测过程进行操控,并能显示第一检测通道组件和第二检测通道组件的工作状态,检测的历史记录以及当前grv阀检测的参数值。通过设置操控显示组件,便于对grv阀性能检测装置进行操控,并便于对检测状态进行查看,并对检测的数据进行查询。
19、在上述方案中,所述测试工装包括支架、旋转座、转动驱动装置、上治具、升降驱动装置和下治具,所述支架与测试台固定连接,所述旋转座与支架转动配合连接,所述转动驱动装置设置在支架上,转动驱动装置的转动输出件与旋转座固定连接,所述下治具和升降驱动装置固定连接在旋转座上,所述上治具与下治具正对设置,且上治具与升降驱动装置的升降活动端固定连接,通过升降驱动装置能带动上治具向着下治具移动,使上治具与下治具闭合,或带动上治具远离下治具使上治具与下治具打开。通过设置测试工装,能够通过上治具和下治具对grv阀进行密封夹紧,以便于对grv阀进行检测,通过设置旋转座和转动驱动装置能使上治具和下治具带动grv阀在竖直方向上进行转动,以便于对grv阀进行检测。
20、在上述方案中,所述下治具包括固定板和套筒,套筒固定在固定板上,套筒内部设有容纳grv阀的空腔,在套筒的侧壁上设有进气口和气压检测口,在套筒的上端面上设有用于容纳grv阀的阀口的阀口槽。通过这种设置,能够将待测的grv阀放入下治具内,并通过进气口与泄露测试流量计连接,以便于向grv阀内输入压缩气体,并便于进行气体在低压和高压下的流量测试,通过气压检测口与压力传感器连接,便于检测grv阀内部的气压,以便于进行高压和低压下的气密性测试及高压和低压下的流量测试时对气压进行检测,通过设置阀口槽,便于在放入grv阀时对grv阀进行定位,同时,能将阀口管装入阀口槽内,不影响上治具与下治具之间的密封性。
21、在上述方案中,所述上治具内部设有空腔,空腔壁的形状与grv阀露出下治具的部分的形状相匹配。通过这种设置,上治具与下治具压紧时,能够将待测grv阀密封在上治具与下治具之间,以便于对grv阀进行检测。
22、在上述方案中,上料夹爪组件和下料夹爪组件都包括旋转座、驱动装置、安装架以及夹爪驱动装置,驱动装置设置在测试台的下方,旋转座与驱动装置的输出端连接,通过驱动装置带动旋转座水平旋转,安装架固定连接在旋转座上,夹爪驱动装置设置在安装架上,夹爪驱动装置包括升降驱动组件、夹爪及夹爪开合驱动组件,升降驱动装置固定连接在安装架上,升降座与升降驱动装置的活动端连接,夹爪开合驱动组件固定连接在升降座上,夹爪包括两个张开的夹爪臂,夹爪开合驱动组件通过带动两个夹爪臂的转动来实现夹爪的开合。通过这种设置,便于通过上料夹爪组件将上料台上的上料治具内的grv阀夹持到第一检测通道或第二检测通道中进行检测。在grv阀检测完毕后,通过下料夹爪组件能将检测合格的grv阀移动至打标组件处进行打标,打标后移动到良品收集部,进行后续的包装处理,检测不合格的grv阀移动至不良品收集箱中。
23、在上述方案中,所述打标组件包括连接架、激光发生器及打标器,连接架下端与测试台固定连接,激光发生器固定连接在连接架上,打标器连接在激光发生器的激光输出端,打标器的激光输出端向下设置。
24、本发明具有积极的效果:1)本发明的grv阀性能检测方法及检测装置,设置了第一检测通道组件和第二检测通道组件,两个检测通道组件上都只设了一个检测工位,在该检测工位上能实现待测grv阀的四项性能参数的检测,判断出待测grv阀是否为良品,能简化检测过程,提高检测效率,减少设备的等待时间,这与现有的单通道双工位的grv阀检测装置有本质区别;2)本发明grv阀性能检测方法,通过对grv阀的检测治具的改进,在检测过程中,可以使用上治具和下治具组成的一套治具完成grv阀的全部性能的检测,这与现有技术中,需要在四个工位上采用不同的治具来进行grv阀的不同性能参数检测的方案相比,能够减少治具,使设备组件的数量减少,而且grv阀在检测过程中不需要在不同的治具之间转移,避免了转移时间的消耗,以及转移设备的成本,能提高检测的效率及检测的准确性。
- 还没有人留言评论。精彩留言会获得点赞!