一种前轴锻件检具及检测方法与流程
本发明涉及前轴锻件锻造,特别是涉及一种前轴锻件检具及检测方法。
背景技术:
1、某全流线近净成形前轴锻件,除一般前轴的技术要求外,为增加钢板弹簧座强度,钢板弹簧座为全流线结构,不允许对钢板弹簧座上、下平面进行机械加工,且钢板弹簧座上平面需达到单个平面的平面度和两处平面(作为一个平面时)的平面度的技术要求,同时前轴机械加工时需以钢板弹簧座上平面为定位基准加工主销孔;
2、若采用传统检具,存在以下问题,传统的前轴检具在使用时,需要进行一次或多次的基准转换,基准不一致,影响检测结果,同时由于钢板弹簧座上平面为锻造平面,工件晃动大实际定位点可能发生变化,造成检测结果不准确,以及检查定位方式与机加工定位方式不一致,有可能造成主销孔加工产生质量问题,造成工件报废。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种前轴锻件检具,用于解决现有技术中采用传统检具检测时基准不一致,以及工件晃动大和定位方式的不一致,造成检测结果不准确的技术问题。
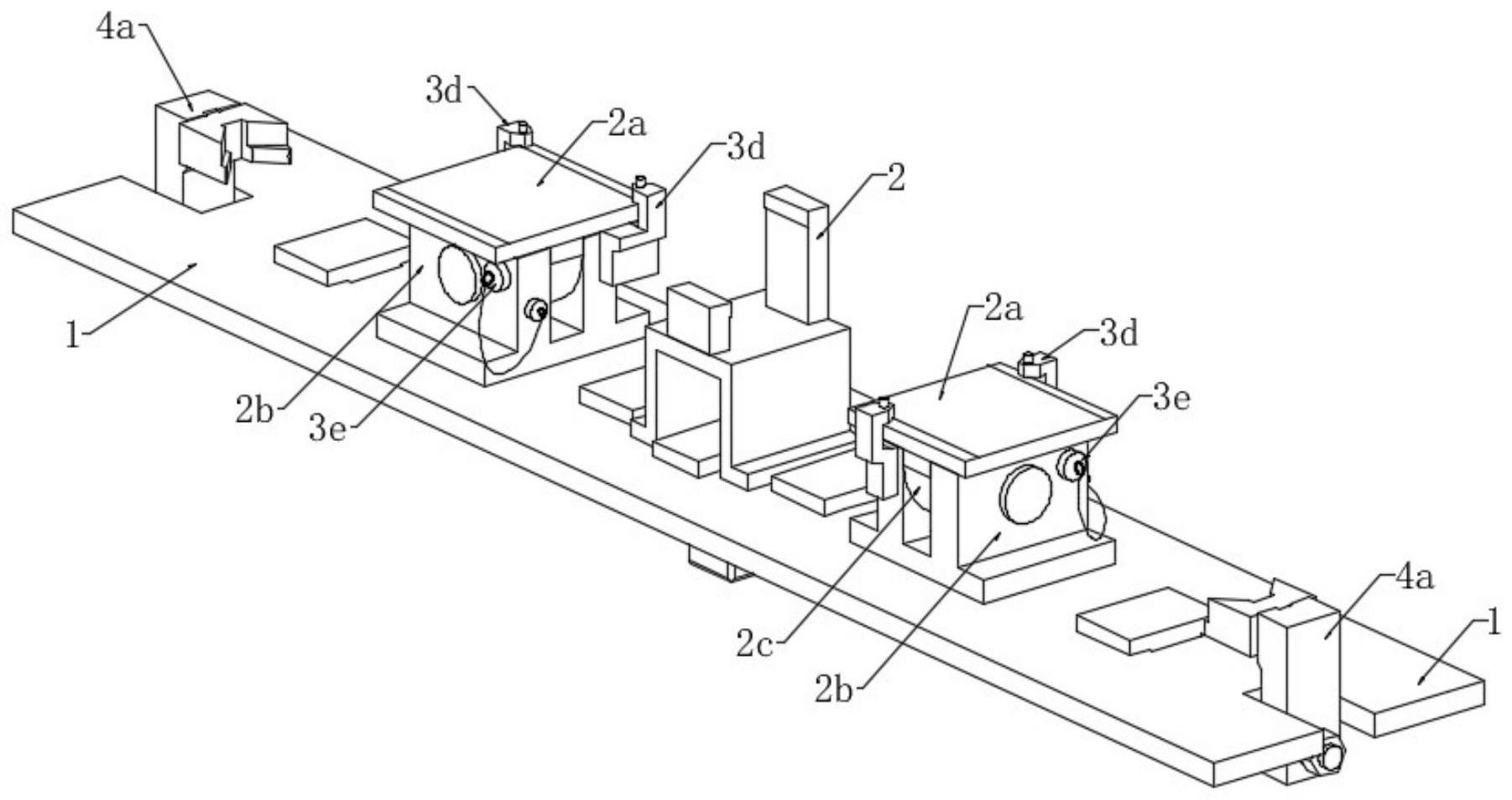
2、为实现上述目的及其他相关目的,本发明提供一种前轴锻件检具,包括:
3、底板,在所述底板上还设有两个定位机构,所述定位机构与所述前轴的钢板弹簧座一一对应,所述定位机构用于支撑对应的所述钢板弹簧座;
4、所述定位机构包括定位板和安装座,所述定位板活动设置在所述安装座上,所述定位板用于支撑对应所述前轴的钢板弹簧座;
5、所述安装座上还设有锁紧机构,所述锁紧机构用于所述定位板进行锁死,防止所述定位板旋转。
6、可选地,能通过锁紧机构对定位板进行锁紧,并使得两个定位板为同一平面,并以此平面为作为检测基准面,可通过观察及测量定位板与所述前轴的钢板弹簧座之间的间隙,对产品的平面度进行检测。
7、可选地,所述底板上还设有分中装置,所述分中装置包括两个夹持机构,所述夹持机构安装在所述底板上,所述夹持机构与所述前轴的两端端部一一对应,所述夹持机构通过调节前轴两端的端部对所述前轴进行定位。
8、可选地,所述夹持机构包括检测块,所述检测块上还设有定位槽,所述定位槽用于和对应的所述前轴端部抵靠。
9、可选地,所述定位槽分为检测部和定位部,所述定位部用于和对应的所述前轴端部接触抵紧,所述检测部与对应的所述前轴端部之间形成测量间隙。
10、可选地,两个所述夹持机构活动设置在所述底板上,所述底板上还设有驱动装置,所述驱动装置用于驱动两个所述夹持机构相互靠近或远离。
11、可选地,所述底板呈长条形,所述底板的两端还分别设有滑动槽,所述滑动槽的长度方向与所述底板的长度方向平行,所述夹持机构滑动设置在对应的所述滑动槽内。
12、可选地,所述底板的两端还设有刻度标记,所述刻度标记沿对应的所述滑动槽的长度方向设置,所述刻度标记靠近对应的所述滑动槽。
13、可选地,所述定位板上沿所述底板的宽度方向还设有极限刻度。
14、可选地,还公开了一种检测方法,使用上述的一种前轴锻件检具,其特征在于:利用所述锁紧机构对所述定位板进行锁死,使得两个定位板为同一平面,以此平面作为检测基准面再将所述前轴放置在对应的所述定位板上,所述前轴的钢板弹簧座与所述定位板一一对应,利用对应产品需求的塞尺检测钢板弹簧座的平面度;
15、同时以底板为基准,利用带百分表的表架,检测所述前轴钢板弹簧座下平面高度差,即可测得所述前轴的钢板弹簧座下平面相对上平面的平行度和下平面的平面度。
16、可选地,还可取消所述锁紧机构对所述定位板的锁死,使其所述定位板可绕其旋转轴进行旋转,通过两个夹持机构完成对所述前轴的定位,同时所述定位部与前轴的主销圆柱接触,采用楔形尺测量检测部与前轴主销圆柱之间的间隙,通过对比同一主销两侧的间隙,计算差异值,即可计算该主销与钢板弹簧座垂直度。
17、如上所述,采用本发明的一种前轴锻件检具及检测方法,具有以下有益效果:利用定位板在锁紧机构下保持两个定位板为同一平面,并用此平面作为检测基准面,还可取消锁紧机构对定位板的锁死,使定位板可绕其旋转轴进行旋转,保持定位状态可加工状态一致,同时可利用锁紧机构完成定位板锁死和活动两个状态的快速切换,检测时,不需要对基准进行转换,在对前轴冷校正时,检测合格后可直接上线加工,未合格件可进行重复校正,大大提高了检测效率。
技术特征:
1.一种前轴锻件检具,用于对前轴进行检测,其特征在于,包括:
2.根据权利要求1所述的一种前轴锻件检具,其特征在于:所述底板上还设有分中装置,所述分中装置包括两个夹持机构,所述夹持机构安装在所述底板上,所述夹持机构与所述前轴的两端端部一一对应,所述夹持机构用于通过调节所述前轴的两端端部对所述前轴进行定位。
3.根据权利要求2所述的一种前轴锻件检具,其特征在于:所述夹持机构包括检测块,所述检测块上还设有定位槽,所述定位槽用于和对应的所述前轴端部抵靠。
4.根据权利要求3所述的一种前轴锻件检具,其特征在于:所述定位槽分为检测部和定位部,所述定位部用于和对应的所述前轴端部接触抵紧,所述检测部与对应的所述前轴端部之间形成测量间隙。
5.根据权利要求4所述的一种前轴锻件检具,其特征在于:两个所述夹持机构活动设置在所述底板上,所述底板上还设有驱动装置,所述驱动装置用于驱动两个所述夹持机构相互靠近或远离。
6.根据权利要求5所述的一种前轴锻件检具,其特征在于:所述底板呈长条形,所述底板的两端还分别设有滑动槽,所述滑动槽的长度方向与所述底板的长度方向平行,所述夹持机构滑动设置在对应的所述滑动槽内。
7.根据权利要求6所述的一种前轴锻件检具,其特征在于:所述底板的两端还设有刻度标记,所述刻度标记沿对应的所述滑动槽的长度方向设置,所述刻度标记靠近对应的所述滑动槽。
8.根据权利要求7所述的一种前轴锻件检具,其特征在于:所述定位板上沿所述底板的宽度方向还设有极限刻度。
9.一种检测方法,使用权利要求1-8中任一项的所述一种前轴锻件检具,其特征在于:利用所述锁紧机构对所述定位板进行锁死,使得两个定位板为同一平面,以此平面作为检测基准面,再将所述前轴放置在对应的所述定位板上,所述前轴的钢板弹簧座与所述定位板一一对应,利用对应产品需求的塞尺检测钢板弹簧座的平面度;
10.根据权利要求9所述的一种检测方法,其特征在于:还可取消所述锁紧机构对所述定位板的锁死,使其所述定位板可绕其旋转轴进行旋转,通过两个夹持机构完成对所述前轴的定位,同时所述定位部与前轴的主销圆柱接触,采用楔形尺测量检测部与前轴主销圆柱之间的间隙,通过对比同一主销两侧的间隙,计算差异值,即可计算该主销与钢板弹簧座垂直度。
技术总结
本发明提供一种前轴锻件检具及检测方法,包括底板和在底板上设置的两个定位机构,定位机构用于支撑对应的钢板弹簧座,定位机构包括定位板和安装座,定位板活动设置在安装座上,安装座上还设有锁紧机构,锁紧机构用于定位板进行锁死,使得两个定位板组成同一平面,采用本发明的优点是,可利用锁紧机构对定位板的锁死和活动状态快速进行切换,使定位板可绕其旋转轴进行旋转,保持定位状态与加工一致,还能使两个定位板为同一平面并用此平面作为检测基准面,检测时,不需要对基准进行转换,其与加工基准一致,在对前轴冷校正时,检测合格后可直接上线加工,未合格件可进行重复校正,直至合格,大大提高了检测效率。
技术研发人员:秦新山,陈利婷,李丹,罗雅琼,杨伟,刘照明,张远平
受保护的技术使用者:庆铃汽车(集团)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!