一种倒角结晶器铸坯角部裂纹快速检测方法与流程
本发明属于钢铁冶金,尤其是一种倒角结晶器铸坯角部裂纹快速检测方法。
背景技术:
1、生产碳含量在0.08%~0.20%的典型包晶、亚包晶类微合金化钢时,由铸坯角部横裂纹造成的板带材边部缺陷在各大钢铁公司普遍存在。现有技术中,倒角结晶器技术的成功运用及优化,有效改善、解决了微合金钢及热轧低碳钢铸坯角部裂纹问题。
2、但是,由于倒角结晶器在使用过程中,由于结晶器装配精度不够,结晶器参数、二冷水冷却强度、扇形段精度维护不良等原因,在生产过程中仍易出现角部裂纹、凹陷等缺陷。由于角部裂纹隐藏在表面氧化铁皮下,肉眼难以发现,导致后工序轧制后缺陷率较高。如何能快速检测出铸坯角部表面质量情况是国内外各钢厂急需解决的问题。
3、目前连铸坯角部裂纹的检测方法主要包括:(1)目测法,该方法仅适用于角部大裂纹,不能发现被氧化铁皮遮挡的裂纹;(2)热酸酸洗法,该方法对在线或下线铸坯取角部样,经热酸酸洗后观察角部质量,存在高温烫伤、热酸飞溅腐蚀风险;(3)角部火焰吹扫法,通过火焰吹扫角部氧化铁皮观察表面裂纹情况,周期长,金属损失大。
4、申请号202111562759.5的专利申请公开了一种连铸板坯角部裂纹在线快速检测方法及检测装置,通过在连铸板坯的四角位置分别设置与电源连接的电磁感应线圈组并使得四个电磁感应线圈组的中心线在同一平面内,将连铸板坯从四个电磁感应线圈组内通过并实时记录连铸板坯切割各电磁感应线圈组产生的电磁力,采用电磁原理对铸坯角部裂纹进行快速在线检测。
5、申请号202110176061.3的专利申请公开了一种连铸圆钢坯表面裂纹缺陷的检测方法,利用多孔盛样槽盛装连铸圆钢坯试样,避免直接夹持试样时浸入酸液和自酸液取出时操作困难、易滑落的情况发生,采用选择性腐蚀的酸碱中和热酸蚀方法,完整、有效地原貌显示钢坯试样沿着圆周表面分布的裂纹缺陷形态。
6、以上方法适用于直角连铸坯、圆钢铸坯裂纹的检测,倒角结晶器铸坯具有四个倒角斜面,角部为多维结构,传统检测方法难以实现低成本、高效安全、准确评估铸坯质量风险,需要开发一种倒角结晶器铸坯角部裂纹快速检测方法。
技术实现思路
1、本发明要解决的技术问题是提供一种测量效率高的倒角结晶器铸坯角部裂纹快速检测方法。
2、为解决上述技术问题,本发明所采取的步骤为:
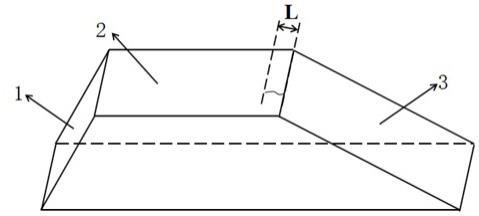
3、(1)所述倒角结晶器铸坯的四角为倒角斜面;
4、(2)选取某浇次开浇后第二炉至浇次末前一炉期间产出的铸坯,切取铸坯角部形成试样;
5、(3)试样冷却后,观察并记录试样中倒角斜面的表面质量情况;
6、(4)将试样中倒角斜面从氧化铁皮外层逐层抛磨,每抛磨一次,可观察一次铸坯表面有无裂纹;
7、(5)抛磨至发现裂纹后,记录裂纹长度;
8、(6)将发现裂纹的所述试样中倒角斜面继续抛磨,用以充分暴露裂纹,直至裂纹长度不再扩展;沿垂直裂纹方向切割试样,测量切割面裂纹深度;
9、(7)每抛磨一次,记录试样抛磨深度及裂纹情况,最终汇总为裂纹信息。
10、进一步的,所述步骤(2)中,试样的截面呈梯形,试样中倒角斜面的截面为上底。
11、进一步的,所述步骤(2)中,每块铸坯取四个角部形成试样,头部上表两个,尾部下表两个。
12、进一步的,所述步骤(3)中,试样冷却至温度≤40℃进行抛磨加工。
13、进一步的,所述步骤(3)中,采用砂纸进行抛磨,砂纸的目数为120目~200目。
14、进一步的,所述步骤(5)中,若抛磨深度≥10mm时仍未发现裂纹,停止抛磨。
15、采用上述技术方案所产生的有益效果在于:本发明取样采用第二炉至浇次末前一炉期间产出的铸坯,切取铸坯角部样,此阶段生产工况稳定,能准确代表整体铸坯角部质量情况;采用逐层打磨的方法,排除铸坯表层的氧化铁皮和残渣影响,可将裂纹清晰的显示出来,准确测量了裂纹的长度、深度。本方法操作方便,测量效率高,准确性高,不需要额外设备投入,成本低廉。
技术特征:
1.一种倒角结晶器铸坯角部裂纹快速检测方法,其特征在于,其步骤为:
2.根据权利要求1所述的一种倒角结晶器铸坯角部裂纹快速检测方法,其特征在于:所述步骤(2)中,试样的截面呈梯形,试样中倒角斜面的截面为上底。
3.根据权利要求1所述的一种倒角结晶器铸坯角部裂纹快速检测方法,其特征在于:所述步骤(2)中,每块铸坯取四个角部形成试样,头部上表两个,尾部下表两个。
4.根据权利要求1所述的一种倒角结晶器铸坯角部裂纹快速检测方法,其特征在于:所述步骤(3)中,试样冷却至温度≤40℃进行抛磨加工。
5.根据权利要求1所述的一种倒角结晶器铸坯角部裂纹快速检测方法,其特征在于:所述步骤(3)中,采用砂纸进行抛磨,砂纸的目数为120目~200目。
6.根据权利要求1-5任意一项所述的一种倒角结晶器铸坯角部裂纹快速检测方法,其特征在于:所述步骤(5)中,若抛磨深度≥10mm时仍未发现裂纹,停止抛磨。
技术总结
本发明公开了一种倒角结晶器铸坯角部裂纹快速检测方法,步骤为:所述倒角结晶器铸坯的四角为倒角斜面;选取某浇次开浇后第二炉至浇次末前一炉期间产出的铸坯,切取铸坯角部形成试样;试样冷却后,观察并记录试样中倒角斜面的表面质量情况;将试样中倒角斜面从氧化铁皮外层逐层抛磨,每抛磨一次,可观察一次铸坯表面有无裂纹;抛磨至发现裂纹后,记录裂纹长度;将发现裂纹的所述试样中倒角斜面继续抛磨,用以充分暴露裂纹,直至裂纹长度不再扩展;沿垂直裂纹方向切割试样,测量切割面裂纹深度;每抛磨一次,记录试样抛磨深度及裂纹情况,最终汇总为裂纹信息。本方法取样能准确代表整体铸坯角部,可将裂纹清晰的显示,准确测量了裂纹的长度、深度。
技术研发人员:周钢,李守华,邓建军,韩闯闯,程迪,武志杰,武伟,孙毅,成志荣
受保护的技术使用者:邯郸钢铁集团有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!