一种冷镦钢表面铸坯遗传裂纹缺陷初始位置的判定方法与流程
本发明属于金相分析领域,涉及一种冷镦钢表面铸坯遗传裂纹缺陷初始位置的判定方法。
背景技术:
1、对于冷镦钢产品来说,表面质量是盘条所有质量指标中的重点控制对象,据统计,实际紧固件生产中90%以上的打制开裂是由盘条的表面缺陷导致的。在盘条表面缺陷中,铸坯表面裂纹遗传产生的裂纹缺陷是一个重要的部分,对这类裂纹在铸坯表面初始位置进行准确判定对于了解裂纹出现的原因具有重要意义。
2、申请号为cn202210665574.5的发明专利《一种基于改进yolov5的连铸坯裂纹缺陷识别方法》的主要内容是建立一个网络模型,通过对比铸坯裂纹形貌进行裂纹类别识别,主要是对铸坯上已发现的裂纹进行归类和产生原因判别。
3、申请号为cn202210165067.5的发明专利《一种降低铸坯角部轧制残留裂纹缺陷的方法》提供了一种通过改变轧机压下量分配缓解或消除铸坯角部裂纹残留的方法。
4、申请号为cn201911219374.1的发明专利《一种铸坯回温致裂纹缺陷防控方法》提供了一种切割方法,可以防控铸坯回温导致的裂纹缺陷。申请号为cn201510039174.3的发明专利《一种改善铸坯边角部裂纹缺陷的方法》提供了一种通过在铸坯边角部提供热补偿的方式防止裂纹缺陷产生的方法。
5、申请号为cn201210319733.2的发明专利《一种消除含硼钢连铸坯角部横裂纹缺陷的方法》提供了一种通过转炉吹氩,精炼控制b、n含量,对连铸二冷水在矫直段不同位置进行特殊分配来消除含硼钢铸坯角部横裂的方法。上述发明均是对已知原因和位置的铸坯裂纹缺陷在冶炼、连铸或轧制环节提出了控制方法,均不涉及盘条表面或紧固件表面铸坯遗传裂纹缺陷初始位置的判定问题。
6、对于铸坯裂纹的分析,通常可以在以下几个阶段进行。一是直接从铸坯或连轧坯上取样,第一种是在较大的长度范围内向铸坯或连轧坯表面刷酸液,去除氧化铁皮后进行观察,但这种方法只能用于发现出现频率很低的较大型的裂纹;第二种是利用一定时间的热酸侵蚀去除表面的氧化铁皮和其他干扰因素,对裂纹进行定位和进一步金相观察,这种方法可以观察到较细微的裂纹,但由于铸坯或连轧坯横截面积通常较大,单次酸蚀观察的长度有限,通常在10~20mm左右,同时铸坯表面裂纹不一定呈连续分布,要么需要极大的工作量,要么无法捕捉到裂纹。二是取盘条样品,通过酸洗或镦粗确定缺陷所在位置,然后进行金相观察。三是直接对冷镦钢开裂样品的杆部对应位置进行观察。但第二和第三个阶段观察到的裂纹缺陷常因工艺流程造成组织变化,难以回溯其在铸坯表面的位置,给铸坯裂纹的产生原因分析带来困难。
技术实现思路
1、为了解决上述问题,本发明采用的技术方案是:一种冷镦钢表面铸坯遗传裂纹缺陷初始位置的判定方法,包括以下步骤:
2、s1:获取已发现表面存在缺陷的盘条或开裂螺栓杆部样品;
3、s2:对存在缺陷盘条或开裂螺栓杆部样品进行第一次镶嵌及打磨和腐蚀,分别在抛光态和腐蚀态下观察缺陷的金相形貌,判定裂纹来源是否为铸坯遗传裂纹缺陷,当裂纹来源是铸坯遗传裂纹缺陷,则继续执行s3,否则返回s1;
4、s3:取对应的金相样相邻部位盘条或螺栓杆部,进行热处理;
5、s4:对热处理后的金相样相邻部位盘条或螺栓杆部进行第二次镶嵌及打磨处理;
6、s5:对第二次镶嵌及打磨后的相邻部位盘条或螺栓杆部进行腐蚀;
7、s6:对腐蚀后的相邻部位盘条或螺栓杆部的横截面进行拍照,得到腐蚀后的相邻部位盘条或螺栓杆部的横截面图像;
8、s7:基于中心偏析点及锭型偏析框所在位置实现对冷镦钢表面铸坯遗传裂纹缺陷初始位置的判定。
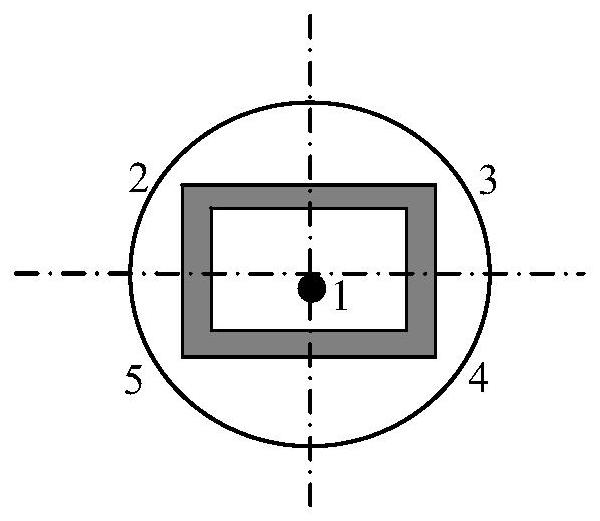
9、进一步地:所述基于中心偏析点及锭型偏析框所在位置实现对冷镦钢表面铸坯遗传裂纹缺陷初始位置的判定的过程如下:
10、所述中心偏析点位于锭型偏析框正中心偏下位置时;
11、依次将锭型偏析框从左上角、右上角、右下角、左下角设定为第二特征点、第三特征点、第四特征点和第五特征点;
12、当裂纹缺陷在第二特征点到第三特征点之间的区域时,判定冷镦钢表面铸坯遗传裂纹缺陷初始位置对应连铸坯外弧侧表面;
13、当裂纹缺陷在第四特征点到第五特征点之间的区域时,判定冷镦钢表面铸坯遗传裂纹缺陷初始位置对应连铸坯内弧侧表面,
14、当裂纹缺陷在第二特征点到第四特征点之间区域或裂纹缺陷第三特征点到第五特征点之间时,定冷镦钢表面铸坯遗传裂纹缺陷初始位置对应连铸坯两个垂直方向的侧面。
15、进一步地:所述热处理采用奥氏体化后,空冷至室温。
16、进一步地:所述打磨处理依次采用180#、400#、800#、1200#砂纸进行打磨,然后采用5um以下的抛光剂进行抛光。
17、进一步地:所述判定裂纹来源是否为铸坯遗传裂纹缺陷包括以下三种形式:
18、1)裂纹附近存在明显氧化物圆点,即氧化物中si、mn含量较基体显著升高;
19、2)裂纹附近存在明显的铁素体脱碳或脱碳程度较材料表面明显严重;
20、3)裂纹的形貌存在转向或分叉明显非轧制缺陷的形貌。
21、进一步地:还包括采用3~6%硝酸酒精溶液对所述第二次镶嵌及打磨后的相邻部位盘条或螺栓杆部进行腐蚀。
22、一种冷镦钢表面铸坯遗传裂纹缺陷初始位置的判定装置,包括:
23、获取模块:用于获取已发现表面存在缺陷盘条或开裂螺栓杆部样品;
24、一次镶嵌及打磨处理模块:用于对存在缺陷盘条或开裂螺栓杆部样品进行第一次镶嵌及打磨处理;
25、一次判定模块:分别在抛光态和腐蚀态下观察缺陷的金相形貌,对存在缺陷盘条或开裂螺栓杆部样品进行第一次镶嵌及打磨和腐蚀,再判定裂纹来源是否为铸坯遗传裂纹缺陷,当裂纹来源是铸坯遗传裂纹缺陷,当是铸坯遗传裂纹缺陷,则转到热处理模块,否则返回获取模块;
26、热处理模块:用于取对应的金相样相邻部位盘条或螺栓杆部,进行热处理;
27、二次镶嵌及打磨处理模块:用于对热处理后的金相样相邻部位盘条或螺栓杆部进行第二次镶嵌及打磨处理;
28、腐蚀模块:用于对第二次镶嵌及打磨后的相邻部位盘条或螺栓杆部进行腐蚀;
29、拍摄模块:用于对腐蚀后的相邻部位盘条或螺栓杆部的横截面进行拍照,得到腐蚀后的相邻部位盘条或螺栓杆部的横截面图像;
30、二次判定模块:基于中心偏析点及锭型偏析框所在位置实现对冷镦钢表面铸坯遗传裂纹缺陷初始位置的判定。
31、本发明提供的一种冷镦钢表面铸坯遗传裂纹在连铸坯表面初始位置的判定方法,从而为铸坯裂纹产生原因分析和控制措施制定提供依据,通过对同一浇次产品的盘条或开裂螺栓样品上的裂纹缺陷位置统计分析,可以确定铸坯裂纹的分布范围,为确定裂纹产生原因和采取纠正措施创造条件。采用本发明所述判定方法,可以较精确的判定冷镦钢盘条或螺栓杆部铸坯遗传缺陷在连铸坯表面的位置,通过同一浇次或同一时期产品缺陷位置的分析,有助于确定铸坯缺陷产生的位置和原因,便于制定控制措施。
- 还没有人留言评论。精彩留言会获得点赞!