一种基座焊接变形监测装置及方法与流程
本发明涉及焊接领域的变形监测,特别是涉及一种基座焊接变形监测装置及方法。
背景技术:
1、升降回转设备应用在单位承接的首艘特种试验类船舶,该船舶为国内6000吨级大型双体小水线面船舶。该升降回转设备安装在两个基座上,两基座需要焊接在船体预留的豁口处,用于安装升降回转设备的基座定位孔的定位精度要求两侧相对应的定位孔焊前尺寸5460mm±2mm,两侧相对角的定位孔尺寸6136mm±2mm,焊后两侧相对应的定位孔尺寸5460mm±4mm,两侧相对角的定位孔尺寸6136mm±4mm。
2、焊接属于缓慢微变形,会产生很大的内应力,对于基座这种大型焊接件,很难依靠工装限制其变形,即使能限制也无法消除应力,在工装拆除后也会出现一定的变形量存在定位尺寸超差的风险,所以利用焊接工艺控制其变形量更加科学。为控制变形焊接过程持续时间很长,考虑提高焊接效率、为焊接工艺提供实时准确的变形位移数据、不占用激光测量设备等因素,针对以上问题需要设计装置为焊接变形量产生的相对位置变化进行监视和测算提供实时准确的依据。
技术实现思路
1、为了能够解决现有技术中存在的不足,针对基座焊接变形导致定位孔相对位置尺寸变化、无法进行实时准确的监视与测量数据的问题,本发明提供了一种基座焊接变形监测装置及方法。该方法通过基座焊接变形监测装置,对基座定位孔相对位置实时监测,为焊接工艺的调整提供数据参考及位置基准,解决基座焊接变形量产生的相对位置变化进行监视和测算的技术问题。
2、本发明解决技术问题所采用的方案是:
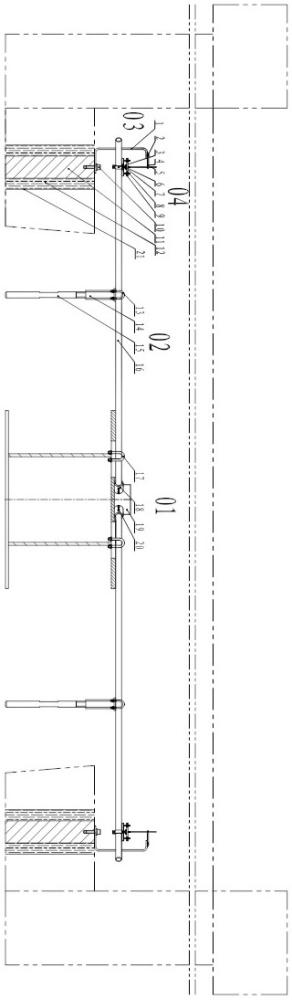
3、一种基座焊接变形监测装置包括圆基座组件、调整杆组件、指针支架组件和刻度盘组件;环绕圆基座组件阵列调整杆组件,调整杆组件具有长圆杆,调整四根长圆杆轴线水平、对角共线,能够整体共面;指针支架组件定位与基座定位孔,指针支架组件中的圆柱指针与基座定位孔同轴线;刻度盘组件装配在长圆杆上,刻度盘组件具有刻度盘,圆柱指针垂向刻度盘;在基座焊接过程中,圆柱指针显示基座定位孔的实际位置,刻度盘组件中的刻度盘显示理论基座定位孔的孔心位置,并在刻度盘上划出偏差线。
4、为了进一步解决本发明所要解决的技术问题,本发明提供的一种基座焊接变形监测方法中,包括如下步骤:
5、第一步:放置圆基座组焊件,使圆基座组焊件的中心与基座定位孔对角线的交点位置共垂线,并将圆基座组焊件固定;
6、第二步:对角安装两根长圆杆,将一端伸入圆基座组件上端螺杆螺母副内,并用紧顶螺钉顶住长圆杆的管外壁;同时安装支撑长圆杆由调节螺母和调节螺杆组成的支撑螺杆副,粗调长圆杆轴线水平;同理安装另三根长圆杆及支撑螺杆副,粗调四根长圆杆轴线水平、对角轴线共线且整体共面;
7、第三步:利用激光跟踪仪测量长圆杆外圆确定轴线,精调长圆杆端部的紧顶螺钉及支撑螺杆副,使四根长圆杆轴线水平、对角共线,整体共面,锁紧紧顶螺钉的双螺母;同时安装u型螺杆副ⅰ和u型螺杆副ⅱ并旋紧螺母;
8、第四步:在长圆杆临近基座定位孔端安装底座组焊件,管卡子用螺栓锁紧,将球头螺杆穿入球头压板的孔并旋入底座组焊件的螺纹孔中,再将球头压板用螺钉固连在刻度盘的底部,将微调螺杆旋入刻度盘的螺孔中直至顶到底座组焊件的圆平面上表面;
9、第五步:利用三根微调螺杆粗调平,利用激光跟踪仪测量刻度盘精调,使刻度盘与四根长圆杆确定的平面相平行,并利用双螺母锁紧;
10、第六步:安装指针支架组件,先将外部包裹木质套筒的金属圆柱的孔塞,过盈配合镶入基座定位孔中;
11、第七步:安装u型弯板,并用紧定螺钉紧固连接在金属圆柱上,用压板压住延长杆并用螺钉固连在u型弯板上;
12、第八步:在延长杆前端垂直穿入圆柱指针,使圆柱指针针尖指向刻度盘的中心,并提高1mm后锁紧延长杆前端的螺钉;
13、第九步:利用激光跟踪仪测量并调节刻度盘的中心与基座定位孔中心、圆柱指针同轴线,并且使圆柱指针的针尖指向刻度盘中心保持1mm微量间隙;
14、第十步:在基座焊接变形的过程中,刻度盘的中心为基座定位孔的相对理论基本尺寸,四个圆柱指针随基座焊接变形会产生位置移动,此为基座定位孔的实际位置尺寸,圆柱指针的针尖相对于刻度盘的中心位置偏移量为焊接变形对基座定位孔产生的微位移,进而计算基座定位孔相对边、相对角的总的偏移量。
15、积极效果,由于本发明在基座焊接过程中,圆柱指针显示基座定位孔的实际位置,刻度盘组件中的刻度盘显示理论基座定位孔的孔心位置,并在刻度盘上划出偏差线,便于进行理论与实际的数据比对,通过对基座定位孔相对位置实时监测,为焊接工艺的调整提供数据参考及位置基准。适宜作为一种基座焊接变形监测装置及方法应用。
技术特征:
1.一种基座焊接变形监测装置,其特征是:
2.根据权利要求1所述的一种基座焊接变形监测装置,其特征是:
3.根据权利要求1所述的一种基座焊接变形监测装置,其特征是:
4.根据权利要求1所述的一种基座焊接变形监测装置,其特征是:
5.根据权利要求1所述的一种基座焊接变形监测装置,其特征是:
6.一种基座焊接变形监测方法,其特征是:
7.根据权利要求6所述的一种基座焊接变形监测方法,其特征是:
技术总结
本发明提出的是焊接领域的一种基座焊接变形监测装置及方法。包括圆基座组件、调整杆组件、指针支架组件和刻度盘组件;环绕圆基座组件阵列调整杆组件,调整杆组件具有长圆杆,调整四根长圆杆轴线水平、对角共线,能够整体共面;指针支架组件定位与基座定位孔,指针支架组件中的圆柱指针与基座定位孔同轴线;刻度盘组件装配在长圆杆上,刻度盘组件具有刻度盘,圆柱指针垂向刻度盘。圆柱指针显示基座定位孔的实际位置,刻度盘组件中的刻度盘显示理论基座定位孔的孔心位置,并在刻度盘上划出偏差线,便于进行理论与实际的数据比对,通过对基座定位孔相对位置实时监测。适宜作为一种基座焊接变形监测装置及方法应用。
技术研发人员:杨超,杨涛,马特,张春光,陈军,李海,郑辛
受保护的技术使用者:中国船舶集团渤海造船有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!