基于几何量与圆度组合的回转体零件上下端面的测量方法与流程
本发明涉及接触式测量,具体涉及一种基于几何量与圆度组合的回转体零件上下端面的测量方法。
背景技术:
1、现有回转体零件接触式测量技术分为两种技术路线,一种为几何量测量方法,其中最具代表性的为三坐标测量机,通过采集x、y、z三个维度的坐标点,对被测工件的形状进行拟合,得到零件的几何信息;另一种则为圆度测量方法,其中最具代表性的为圆度仪,通过采集回转体表面的角度值和测量值,在极坐标系下对被测工件的截面数据进行评价。
2、几何量测量方法(如用三坐标测量机测量的方法)和圆度测量方法在测量回转体零件时都各自有其不足之处。传统零件的尺寸测量,三坐标可以满足要求;但对于多个回转截面的与圆度相关的形状参数,如圆度、跳动、跳动最大值、跳动最大值对应角度、跳动最小值、跳动最小值对应角度等,三坐标测量的效果不佳。难度在于三坐标测量机几乎无法完整采集截面整圆的跳动值,即使采集,由于三坐标测量机的工作特性,需要先定义基准圆,再在圆上选取若干点进行测量,如果选取360个或以上的点,测量耗时将会非常久,因此传统三坐标测量机在精度和效率上,不适合测量回转体零件圆形截面圆度相关的准确形状参数,当然也就不适合测量发动机叶尖间隙。而另一方面,圆度仪由于可以采集完整截面的数据,因此计算回转体零件的形位误差,如圆度、跳动、跳动最大值、跳动最大值对应角度、跳动最小值、跳动最小值对应角度等参数比较准确,但圆度仪不具备可标定的几何数据,因此,无法对回转体零件的几何参数进行测量与计算,因此不适合测量发动机转子和静子叶片间的间隙。
3、因此,发明人提供了一种基于几何量与圆度组合的回转体零件上下端面的测量方法。
技术实现思路
1、(1)要解决的技术问题
2、本发明实施例提供了一种基于几何量与圆度组合的回转体零件上下端面的测量方法,解决了传统的回转体零件接触式测量无法同时进行形位误差、几何参数的精准测量的技术问题。
3、(2)技术方案
4、本发明提供了一种基于几何量与圆度组合的回转体零件上下端面的测量方法,包括以下步骤:
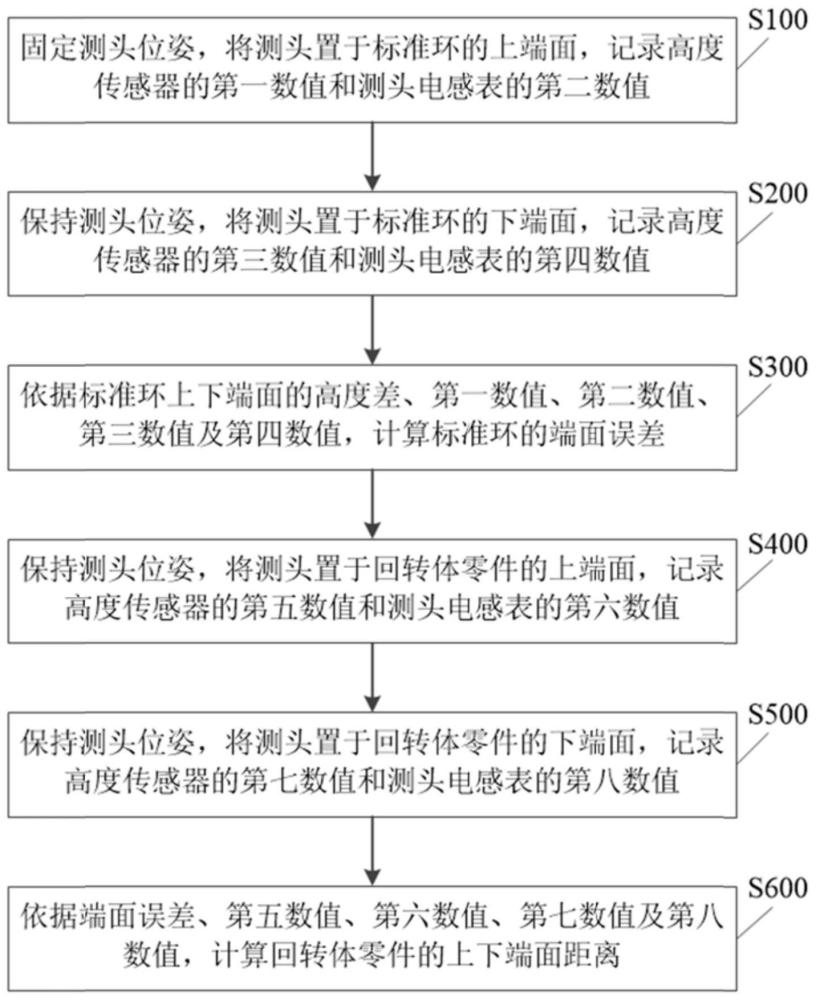
5、固定测头位姿,将测头置于标准环的上端面,记录高度传感器的第一数值和测头电感表的第二数值;
6、保持测头位姿,将所述测头置于所述标准环的下端面,记录所述高度传感器的第三数值和所述测头电感表的第四数值;
7、依据标准环上下端面的高度差、所述第一数值、所述第二数值、所述第三数值及所述第四数值,计算所述标准环的端面误差;
8、保持测头位姿,将所述测头置于回转体零件的上端面,记录所述高度传感器的第五数值和所述测头电感表的第六数值;
9、保持测头位姿,将所述测头置于回转体零件的下端面,记录所述高度传感器的第七数值和所述测头电感表的第八数值;
10、依据所述端面误差、所述第五数值、所述第六数值、所述第七数值及所述第八数值,计算所述回转体零件的上下端面距离。
11、进一步地,所述标准环的端面误差与所述第一数值、所述第二数值、所述第四数值呈正相关,且所述标准环的端面误差与所述第三数值呈反相关。
12、进一步地,所述标准环的端面误差的计算公式为:
13、e=(hts+ats)-(hbs-abs)-e;
14、式中,e为所述标准环的端面误差,hts为所述第一数值,ats为所述第一数值,hbs为所述第三数值,abs为所述第四数值,e为所述标准环上下端面的高度差。
15、进一步地,所述回转体零件的上下端面距离与所述第五数值、所述第六数值、所述第八数值呈正相关,且所述回转体零件的上下端面距离与所述第七数值呈反相关。
16、进一步地,所述回转体零件的上下端面距离的计算公式为:
17、d=(htm+atm)-(hbm-abm)-e;
18、式中,d为所述回转体零件的上下端面距离,htm为所述第一数值,atm为所述第一数值,hbm为所述第三数值,abm为所述第四数值,e为所述标准环的端面误差。
19、进一步地,所述标准环上下端面的高度差为已知值。
20、进一步地,所述测头电感表用于测量圆度。
21、进一步地,通过气浮转台搭载回转体零件回转,读取压接到所述回转体零件上的电感表读数进行圆度计算。
22、(3)有益效果
23、综上,本发明通过回转体半径和圆度组合的测量方法,实现对于回转体零件上下端面间距(例如发动机的转子和静子叶片间的叶尖间隙),以及与圆度相关的形状参数(如圆度、跳动、跳动最大值、跳动最大值对应角度、跳动最小值、跳动最小值对应角度等)的同时测量。
技术特征:
1.一种基于几何量与圆度组合的回转体零件上下端面的测量方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的基于几何量与圆度组合的回转体零件上下端面的测量方法,其特征在于,所述标准环的端面误差与所述第一数值、所述第二数值、所述第四数值呈正相关,且所述标准环的端面误差与所述第三数值呈反相关。
3.根据权利要求2所述的基于几何量与圆度组合的回转体零件上下端面的测量方法,其特征在于,所述标准环的端面误差的计算公式为:
4.根据权利要求1所述的基于几何量与圆度组合的回转体零件上下端面的测量方法,其特征在于,所述回转体零件的上下端面距离与所述第五数值、所述第六数值、所述第八数值呈正相关,且所述回转体零件的上下端面距离与所述第七数值呈反相关。
5.根据权利要求4所述的基于几何量与圆度组合的回转体零件上下端面的测量方法,其特征在于,所述回转体零件的上下端面距离的计算公式为:
6.根据权利要求1所述的基于几何量与圆度组合的回转体零件上下端面的测量方法,其特征在于,所述标准环上下端面的高度差为已知值。
7.根据权利要求1所述的基于几何量与圆度组合的回转体零件上下端面的测量方法,其特征在于,所述测头电感表用于测量圆度。
8.根据权利要求7所述的基于几何量与圆度组合的回转体零件上下端面的测量方法,其特征在于,通过气浮转台搭载回转体零件回转,读取压接到所述回转体零件上的电感表读数进行圆度计算。
技术总结
本发明涉及接触式测量技术领域,具体涉及一种基于几何量与圆度组合的回转体零件上下端面的测量方法。其包括步骤:将测头置于标准环上端面,记录高度传感器、测头电感表的数值;将测头置于标准环下端面,记录高度传感器、测头电感表的数值;依据标准环上下端面的高度差及测量数据,计算标准环的端面误差;将测头置于回转体零件上端面,记录高度传感器、测头电感表的数值;将测头置于回转体零件下端面,记录高度传感器、测头电感表的数值;依据端面误差及测量数据,计算回转体零件的上下端面距离。该基于几何量与圆度组合的回转体零件上下端面的测量方法的目的是解决传统的回转体零件接触式测量无法同时进行形位误差、几何参数的精准测量的问题。
技术研发人员:刘勇,艾士博,李扬,房建国
受保护的技术使用者:中国航空工业集团公司北京航空精密机械研究所
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!