气门摇臂总成支座面轮廓度及中心高的在线检测装置的制作方法
本技术涉及汽车零部件制造,具体是一种用于气门摇臂总成支座面轮廓度及中心高检测的专用快速在线检测装置。
背景技术:
1、在气门摇臂总成支座加工生产中,有较多功能性装配结构均为弧形面,其面轮廓度、中心高精度要求较高,且为立体结构,其精度直接影响气门摇臂总成的安装精度,必须在线快速检测,才能保证在线质量判定和高效生产。现有技术中,一般都是采用三坐标、闪测仪、轮廓仪等万能方法来检测,检测设备投资较大,且需要配备高技能检测人员来检测,效率低下,也无法实现全数检测,不方便生产中的在线检测和控制。
技术实现思路
1、为克服现有技术的不足,本实用新型的发明目的在于提供一种气门摇臂总成支座面轮廓度及中心高的在线检测装置,以实现检测装置对支座的在线检测。
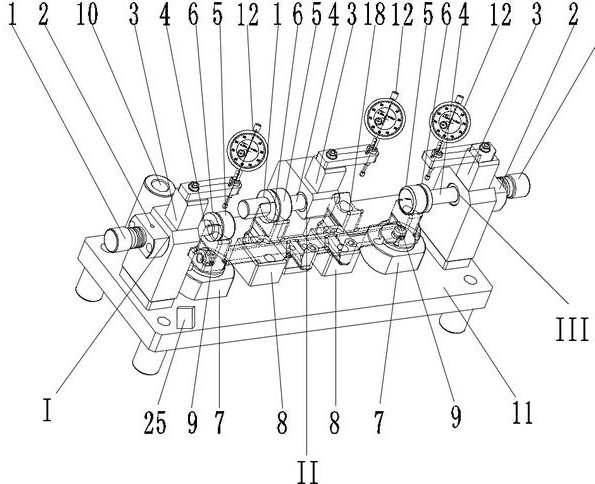
2、为实现上述发明目的,本实用新型在线检测装置的底板两侧装有工件定位座,三个测量棒导向支撑分别固定在工件定位座的外侧与底板的中部,测量棒ⅰ、测量棒ⅱ、测量棒ⅲ分别连接在三个测量棒导向支撑上,三个测量棒导向支撑的顶部分别装有表架。
3、进一步地,所述底板两侧的测量棒ⅰ、测量棒ⅲ的导向杆与测量棒导向支撑导向孔滑动配合,导向杆的一端装有测量手柄,测量通端圆柱与测量止端圆柱组合为一体式阶梯轴结构,装在导向杆的另一端,测量通端圆柱位于测量止端圆柱的外侧,位于底板两侧的测量棒导向支撑外侧设有用于限制测量手柄轴向移动极限位置的限位块。
4、进一步地,所述底板中部的测量棒ⅱ的导向杆的一端与测量棒导向支撑导向孔滑动配合,导向杆的另一端装有测量手柄,测量通端圆柱与测量止端圆柱组合为一体式阶梯轴装在导向杆上,测量止端圆柱位于测量手柄的一侧,测量通端圆柱位于远离测量手柄的一侧。
5、进一步地,所述工件定位座上装有与气门摇臂总成支座的基准孔相适配的辅助定位销;工件定位座的上平面与气门摇臂总成支座的底部基准面相适配;所述两个工件定位座之间装有与气门摇臂总成支座的底部基准面相适配的两个辅助支撑。
6、进一步地,所述表架的一端通过旋转轴与测量棒导向支撑连接,表架可绕旋转轴转动,表架的另一端安装有百分表,百分表的伸缩杆上设有方便控制位置调整的刻度标识、微调锁紧螺栓、百分表测量手柄;测量支座中心高偏差时,百分表测量触头位于弧面一、弧面二、弧面三、弧面四的上方。
7、进一步地,所述底板上放置有测量棒保护套。
8、进一步地,所述底板上放置有支座中心高标准块。
9、本实用新型与现有技术相比,可用于对汽车发动机气门摇臂总成支座的面轮廓度及中心高的快速在线检测,有效保证工件的测量精度,使用方便简捷,解决了现有技术中必须采用专用检测设备和专职技能人员配备等投入成本过大的问题,避免了加工过程中对高技能操作工的依赖,可克服在线检测的局限性,有利于提高支座装配弧形面结构的轮廓度、中心高控制,可提高产品制造质量及检测效率,降低生产成本。
技术特征:
1.一种气门摇臂总成支座面轮廓度及中心高的在线检测装置,其特征在于:所述在线检测装置的底板(11)两侧装有工件定位座(7),三个测量棒导向支撑(3)分别固定在工件定位座(7)的外侧与底板(11)的中部,测量棒ⅰ、测量棒ⅱ、测量棒ⅲ分别连接在三个测量棒导向支撑(3)上,三个测量棒导向支撑(3)的顶部分别装有表架(20)。
2.根据权利要求1所述的气门摇臂总成支座面轮廓度及中心高的在线检测装置,其特征在于:所述底板(11)两侧的测量棒ⅰ、测量棒ⅲ的导向杆(4)与测量棒导向支撑(3)导向孔滑动配合,导向杆(4)的一端装有测量手柄(1),测量通端圆柱(5)与测量止端圆柱(6)组合为一体式阶梯轴结构,装在导向杆(4)的另一端,测量通端圆柱(5)位于测量止端圆柱(6)的外侧,位于底板(11)两侧的测量棒导向支撑(3)外侧设有用于限制测量手柄(1)轴向移动极限位置的限位块(2)。
3.根据权利要求1所述的气门摇臂总成支座面轮廓度及中心高的在线检测装置,其特征在于:所述底板(11)中部的测量棒ⅱ的导向杆(4)的一端与测量棒导向支撑(3)导向孔滑动配合,导向杆(4)的另一端装有测量手柄(1),测量通端圆柱(5)与测量止端圆柱(6)组合为一体式阶梯轴装在导向杆(4)上,测量止端圆柱(6)位于测量手柄(1)的一侧,测量通端圆柱(5)位于远离测量手柄(1)的一侧。
4.根据权利要求1所述的气门摇臂总成支座面轮廓度及中心高的在线检测装置,其特征在于:所述工件定位座(7)上装有与气门摇臂总成支座(18)的基准孔相适配的辅助定位销(9);工件定位座(7)的上平面与气门摇臂总成支座(18)的底部基准面(17)相适配;所述两个工件定位座(7)之间装有与气门摇臂总成支座(18)的底部基准面(17)相适配的两个辅助支撑(8)。
5.根据权利要求1所述的气门摇臂总成支座面轮廓度及中心高的在线检测装置,其特征在于:所述表架(20)的一端通过旋转轴(21)与测量棒导向支撑(3)连接,表架(20)可绕旋转轴(21)转动,表架(20)的另一端安装有百分表(12),百分表(12)的伸缩杆(23)上设有方便控制位置调整的刻度标识、微调锁紧螺栓(19)、百分表测量手柄(24);测量支座中心高偏差时,百分表测量触头(22)位于弧面一(13)、弧面二(14)、弧面三(15)、弧面四(16)的上方。
6.根据权利要求1所述的气门摇臂总成支座面轮廓度及中心高的在线检测装置,其特征在于:所述底板(11)上放置有测量棒保护套(10)。
7.根据权利要求1所述的气门摇臂总成支座面轮廓度及中心高的在线检测装置,其特征在于:所述底板(11)上放置有支座中心高标准块(25)。
技术总结
一种气门摇臂总成支座面轮廓度及中心高的在线检测装置,用于汽车零部件制造。底板两侧装有工件定位座,三个测量棒导向支撑分别固定在工件定位座外侧与底板中部;底板两侧的测量棒Ⅰ、测量棒Ⅲ导向杆与测量棒导向支撑导向孔滑动配合,导向杆一端装有测量手柄,测量通端圆柱与测量止端圆柱组合为一体式阶梯轴结构,装在导向杆另一端,测量通端圆柱位于测量止端圆柱外侧,位于底板两侧的测量棒导向支撑外侧设有限位块,底板中部的测量棒Ⅱ无限位块,三个测量棒导向支撑顶部分别装有表架。本技术可用于摇臂总成支座面轮廓度及中心高的在线快速检测,有效保证工件测量精度,使用方便简捷,能克服在线检测的局限性,可提高产品制造质量及检测效率。
技术研发人员:王海,樊鹏,张锐,段富军,陈东昊
受保护的技术使用者:湖北江华机械有限公司
技术研发日:20230914
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!