一种钟表绕线机的制作方法
1.本实用新型涉及绕线机领域技术,尤其是指一种钟表绕线机。
背景技术:
2.钟表线圈是需要进行绕线的,生产中通常采用绕线机进行绕线。传统的绕线机通常是一次性将所有需要绕线的钟表线圈加载到绕线工位进行绕线,然后一次性把所有所有的产品卸载下来。这种设计使得上料和下料的动作不够连贯,也就是上料和下料之间等待的时间较长,影响生产的效率。
技术实现要素:
3.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种钟表绕线机,其能同时上下料,有利于提高生产效率,从而克服现有技术的不足。
4.为实现上述目的,本实用新型采用如下之技术方案:
5.本技术提供一种钟表绕线机,包括备料机构、运输机构、上下料机构、绕线机构、回收机构;所述运输机构设置在所述备料机构和上下料机构之间;所述上下料机构设在所述绕线机构的一侧;所述回收机构设置在所述运输机构的一侧;
6.所述运输机构包括运输机械手a、以及至少两个运输载具;所述运输机械手a上设置有运输夹具,所述运输夹具抵于所述运输载具;
7.所述上下料机构包括上下料机械手b、以及至少两个夹具b;所述夹具b设置在所述上下料机械手b;所述上下料机械手b设置在所述运输载具的运动轨迹上,且所述夹具b可抵于所述运输载具。
8.优选的,所述备料机构包括备料机械手、钟表线圈供料组件、载具供料组件、载具装配组件;所述备料机械手上设置有至少一个备料吸块;所述载具供料组件连接所述载具装配组件;所述备料吸块可抵于所述钟表线圈供料组件、载具装配组件、以及所述运输载具;所述钟表线圈供料组件包括钟表线圈料盘、以及与钟表线圈料盘相连的钟表线圈料轨;所述载具供料组件包括载具料盘、以及与所述载具料盘相连的载具料轨;载具装配组件包括定位板a、限位片、压紧块;所述定位板a上设置有用于放置钟表线圈的凹槽;所述限位片活动设置在所述定位板a的上侧,且可将所述凹槽之中的钟表线圈压紧;所述载具料轨连通所述凹槽;所述压紧块活动地设置在所述定位板a的下侧,且可以抵于所述凹槽,并将载具压紧在钟表线圈。
9.优选的,所述载具料轨连通载具通道,所述载具通道内设置载具推针a,用于推动载具通道内的载具;载具推针b设置在载具通道的一侧,用于将载具推送至所述凹槽的下方。
10.优选的,所述绕线机构包括治具座a、钟表线圈治具、治具座b、绕线架;所述治具座a上间隔设置有若干个用于放置钟表线圈治具的卡槽;治具座a设置在所述治具座b的一侧,且所述治具座a可抵近所述治具座b;所述绕线架设置在治具座b的两侧,用于对钟表线圈绕
线。
11.优选的,所述治具座a设置在所述活动架;所述活动架设置有打开齿,且所述打开齿可抵于所述钟表线圈治具。
12.优选的,所述钟表线圈治具的左右两侧分别设置有将所述钟表线圈治具打开的打开部;所述打开齿抵于所述打开部。
13.优选的,所述钟表线圈治具包括治具主体、滑块、定位板b;所述治具主体内设置有腔室,腔室内设置有弹簧,所述滑块滑动设置在治具主体的前部,弹簧推动所述滑块,定位板b的前部设置有用于嵌住钟表线圈的治具槽,所述治具主体的前部位置设置有用于将钟表线圈定位的定位针;定位板b设置在所述滑块,且可随滑块运动;所述治具主体的前部位置设置有用于将钟表线圈定位的定位针。
14.优选的,所述回收机构包括料盘仓、回收槽、料盘载具;料盘放置在所述料盘仓;所述料盘仓的一侧活动设置有料盘推块a,用于将所述料盘推至所述料盘载具;所述料盘载具设置在所述回收槽和料盘仓之间,且可在回收槽和料盘仓之间来回运动。
15.优选的,所述料盘载具的一侧设置有料盘推块b,且所述料盘推块b朝着所述回收槽。
16.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,所述一种钟表绕线机,包括备料机构、运输机构、上下料机构、绕线机构、回收机构。备料机构用于提供钟表线圈,以及给钟表线圈装上载具。上下料机构将钟表线圈加载到绕线机构,并将绕线机构中的产品取回。绕线机构对钟表线圈进行绕线。运输机构将钟表线圈运送到上下料机构,同时将上下料机构上加工好的钟表线圈送到回收机构。由此可见,所述一种钟表绕线机实现了全自动生产,无需人工干预。
17.运输载具运载待绕线的钟表线圈,然后向上下料机构运动。上下料机构具有至少两个夹具b,因此加载钟表线圈的同时还能将成品加载到空的运输载具上,从而实现上下料同时进行,有利于提高生产效率。
18.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
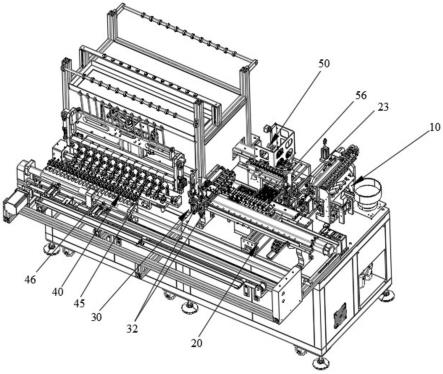
19.图1是本实用新型之实施例的结构示意图。
20.图2是本实用新型之实施例的部分结构示意图。
21.图3是本实用新型之实施例的部分结构示意图。
22.图4是本实用新型之实施例的图3俯视示意图。
23.图5是本实用新型之实施例的备料机构部分结构示意图。
24.图6是本实用新型之实施例的载具装配组件部分结构示意图。
25.图7是本实用新型之实施例的运输机构、回收机构示意图。
26.图8是本实用新型之实施例的部分结构示意图。
27.图9是本实用新型之实施例的绕线机构示意图。
28.图10是本实用新型之实施例的钟表线圈治具示意图。
29.附图标识说明:
30.10、备料机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、钟表线圈
31.110、备料机械手
ꢀꢀꢀꢀꢀꢀꢀꢀ
111、备料吸块
32.120、钟表线圈供料组件
ꢀꢀ
121、钟表线圈料盘
33.122、钟表线圈料轨
ꢀꢀꢀꢀꢀꢀ
130、载具供料组件
34.131、载具料盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
132、载具料轨
35.134、载具通道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
135、载具推针a
36.136、载具推针b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
140、载具装配组件
37.141、定位板a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
142、限位片
38.143、压紧块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20、运输机构
39.21、运输机械手a
ꢀꢀꢀꢀꢀꢀꢀꢀ
22、运输夹具
40.23、运输载具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24、运输载具导轨
41.30、上下料机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31、上下料机械手b
42.32、夹具b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40、绕线机构
43.41、治具座a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43、治具座b
44.44、绕线架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45、活动架
45.46、打开齿
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
47、打开部
46.410、钟表线圈治具
ꢀꢀꢀꢀꢀꢀ
411、治具主体
47.412、滑块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
413、定位板b
48.414、打开部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
415、定位针
49.50、回收机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51、料盘仓
50.52、回收槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53、料盘载具
51.54、料盘推块a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55、料盘推块b
52.56、料盘。
具体实施方式
53.请参照图1至图10所示,其显示出了本实用新型之较佳实施例的具体结构,是一种钟表绕线机。
54.其中,至少两个运输载具23和至少两个夹具b32相配合,实现了上料和下料可以同时进行,提高了生产效率。
55.如图1-图2所示,一种钟表绕线机,包括备料机构10、运输机构20、上下料机构30、绕线机构40、回收机构50;所述运输机构20设置在所述备料机构10和上下料机构30之间;所述上下料机构30设在所述绕线机构40的一侧;所述回收机构50设置在所述运输机构20的一侧。备料机构10用于提供钟表线圈11、给钟表线圈11装配载具、以及将装有载具的钟表线圈加载到运输机构20。运输机构20的运输载具23运动到到上下料机构30,上下料机构30夹取运输载具23上的钟表线圈加载到绕线机构40,同时将成品取回放到运输机构20的运输载具23。
56.如图7所示,所述运输机构20包括运输机械手a21、以及至少两个运输载具23;所述运输机械手a21上设置有运输夹具22,所述运输夹具22抵于所述运输载具23。如图8所示,所述上下料机构30包括上下料机械手b31、以及至少两个夹具b32;所述夹具b32设置在所述上
下料机械手b31;所述上下料机械手b31设置在所述运输载具23的运动轨迹上,且所述夹具b32可抵于所述运输载具23。运输机械手a21、上下料机械手b31优选为桁架机械手或气动式机械手。运输载具23的数量不作限制。本实施例中设置有设置有两个运输载具23。初始的时候,一个运输载具23装载钟表线圈,另一个运输载具23为空的,然后两个运输载具23向上下料机构30运动,准备上料。夹具b32的数量不做作具体的限制。本实施例中,夹具b32的数量有两个。夹具b32运动到运输载具23的位置,夹取一个钟表线圈,并将一个成品加载到运输载具23,同时实现上下料,提高生产效率。运输载具23复位,成品被运输机械手a21的运输夹具22将运输载具23上的成品送至料盘之中,同时备料机械手110将新的钟表线圈加载到运输载具23,不断重复上述动作。
57.如图5-图6所示,优选的,所述备料机构10包括备料机械手110、钟表线圈供料组件120、载具供料组件130、载具装配组件140;所述备料机械手110上设置有至少一个备料吸块111;所述载具供料组件130连接所述载具装配组件140;所述备料吸块111可抵于所述钟表线圈供料组件120、载具装配组件140、以及所述运输载具23。优选的,所述钟表线圈供料组件120包括钟表线圈料盘121、以及与钟表线圈料盘121相连的钟表线圈料轨122;所述载具供料组件130包括载具料盘131、以及与所述载具料盘131相连的载具料轨132;载具装配组件140包括定位板a141、限位片142、压紧块143;所述定位板a141上设置有用于放置钟表线圈的凹槽;所述限位片142活动设置在所述定位板a141的上侧,且可将所述凹槽之中的钟表线圈压紧;所述载具料轨132连通所述凹槽;所述压紧块143活动地设置在所述定位板a141的下侧,且可以抵于所述凹槽,并将载具压紧在钟表线圈。备料机械手110优选为桁架机械手或者气动式机械手。备料机械手110上的备料吸块111数量不作具体的限制。本实施例中的备料吸块111有三个,用于吸住钟表线圈。钟表线圈料盘121之中的钟表线圈经钟表线圈料轨122的末端。载具料盘131之中的载具经过载具料轨132到达载具装配组件140。备料吸块111将钟表线圈加载到载具装配组件140。载具装配组件140将载具和钟表线圈组装在一起。
58.如图6所示,优选的,所述载具料轨132连通载具通道134,所述载具通道134内设置载具推针a135,用于推动载具通道134内的载具;载具推针b136设置在载具通道134的一侧,用于将载具推送至所述凹槽的下方。载具装配原理:定位板141的凹槽之中放置钟表线圈,两限位片142左右抵于钟表线圈的两端,然后压住部分钟表线圈,这时候钟表线圈已被固定好,待组装载具。载具料轨132之中的载具运动到载具通道134。载具推针a135推载具通道134内的载具使其运动到预定位置,然后载具推针b136推载具,使其运动到凹槽的下方。压紧块143由下往上运动,从而将载具装在钟表线圈上。优选的,载具装配组件140的侧旁还设置有冲挡墙组件,用于将载具和钟表线圈压的更加牢固,紧密。
59.如图8-图9所示,优选的,所述绕线机构40包括治具座a41、钟表线圈治具410、治具座b43、绕线架44;所述治具座a41上间隔设置有若干个用于放置钟表线圈治具410的卡槽;治具座a41设置在所述治具座b43的一侧,且所述治具座a41可抵近所述治具座b43;所述绕线架44设置在治具座b43的两侧,用于对钟表线圈绕线。优选的,所述治具座a41设置在所述活动架45;所述活动架45设置有打开齿46,且所述打开齿46可抵于所述钟表线圈治具410。优选的,所述钟表线圈治具410的左右两侧分别设置有将所述钟表线圈治具410打开的打开部414;所述打开齿46抵于所述打开部414。钟表线圈治具410用于夹住钟表线圈。治具座a41
上间隔设置有若干个的钟表线圈治具410,此时钟表线圈治具410卡在卡槽之中,钟表线圈治具410是被治具座a41固定的。治具座a41向治具座b43运动,若干个的钟表线圈治具410对应地插在治具座b43之中,治具座a41向下运回退,绕线架44对钟表线圈进行绕线。活动架45运动到上下料机械手b31,打开齿46向钟表线圈治具410上的打开部414运动,并推动打开部414,使得钟表线圈治具410被打开,上下料机械手b31的夹具b32将钟表线圈加载到钟表线圈治具410,钟表线圈治具410加载完钟表线圈后,活动架45运动到绕线工位所对的位置,不断重复上述动作。需要注意的是,治具座a41一次是可以加载多个钟表线圈到绕线工位的,加载的效率非常高。
60.如图10所示,所述钟表线圈治具410包括治具主体411、滑块412、定位板b413;所述治具主体411内设置有腔室,腔室内设置有弹簧,所述滑块412滑动设置在治具主体411的前部,弹簧推动所述滑块412,定位板b413的前部设置有用于嵌住钟表线圈的治具槽,所述治具主体411的前部位置设置有用于将钟表线圈定位的定位针415;定位板b413设置在所述滑块412,且可随滑块412运动;所述治具主体411的前部位置设置有用于将钟表线圈定位的定位针415。治具主体411的背部插入治具座b43。治具主体411的左右两侧设置有与所述卡槽相适配的限位槽,用于将钟表线圈治具410固定。打开齿46抵于所述打开部414,使得滑块412后退,然后所述上下料机械手b31的夹具b32将线圈加载到定位针415,随之滑块412在弹簧的推动下向前运动,然后治具槽嵌住钟表线圈,同时滑块412压住钟表线圈的顶面的部分边缘,使得钟表线圈被牢牢固定。滑块412上开设有避让定位针415的避让槽,以避免干涉。这种固定钟表线圈的结构非常简单便捷。优选的,打开部414从定位板b413的两侧延伸而出。
61.如图7所示,优选的,所述回收机构50包括料盘仓51、回收槽52、料盘载具53;料盘放置在所述料盘仓51;所述料盘仓51的一侧活动设置有料盘推块a54,用于将所述料盘推至所述料盘载具53;所述料盘载具53设置在所述回收槽52和料盘仓51之间,且可在回收槽52和料盘仓51之间来回运动。优选的,所述料盘载具53的一侧设置有料盘推块b55,且所述料盘推块b55朝着所述回收槽52。料盘载具53在回收槽52和料盘仓51之间来回运动。料盘载具53运动到料盘仓51侧旁的时候,料盘推块a54将料盘仓51之中的料盘推送到料盘载具53,然后料盘载具53运动到上下料机械手b31的下方,夹具b32将成品加载到料盘载具53上的料盘之中,料盘装满成品之后,料盘推块b55将料盘推送到回收槽52之中,完成成品的回收。料盘载具53可以通过丝杆、皮带、气缸等来驱动,不做具体的限制。
62.优选的,所述运输载具23设置在所述运输载具导轨24;皮带连接所述运输载具23,以驱动所述运输载具23在运输载具导轨24来回运动。
63.综上所述,本实用新型的设计重点在于,其上下料机构30能将钟表线圈加载到绕线机构40,并同时将绕线机构40中的产品取回到回收机构50,缩短了工序衔接时间,上下料同时进行,有利于提高生产效率。
64.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1