用于决定加工条件的方法及装置与流程
1.本技术涉及一种用于决定加工条件的方法及装置。
背景技术:
2.以往,提出了用于支援nc(numerical control,数控)加工的各种各样的技术。例如,专利文献1公开了一种用于支援使用nc数据的模具的设计的方法及装置。在专利文献1中,在使用已有的模具的nc数据设计模具时,将已有的模具的cam数据和设计对象的模具的cam数据进行比较,对每个加工部位都判定是否可使用已有的模具的数据。将可使用已有的模具的数据的加工部位的数量和加工部位的总数量的比率作为挪用率算出。在挪用率的算出中,使用了经网络。
3.在利文献2中,公开了一种用于支援nc机床中的刀具路径数据的生成的装置。在专利文献2中,基于与产品的3维形状有关的特征数据、原材料数据、各加工工序的数据、与各加工工序后的形状有关的数据及可使用的刀具的数据,自动地生成刀具路径数据。
4.【在先技术文献】
5.【专利文献】
6.【专利文献1】日本特开2014-160303号公报
7.【专利文献2】日本特开2002-189510号公报
技术实现要素:
8.发明所要解决的课题
9.nc加工中的加工条件,存在通过基于操作者的经验及技巧向cam软件输入各种各样的数据生成的情况。但是,在操作者未熟悉的情况下,特别是在加工物具有复杂的形状时,决定所希望的加工条件是困难的。
10.本发明提供一种方法及装置,该方法及装置的目的是能对过去无类型的被加工物基于多个事例重新决定加工条件。
11.为了解决课题的手段
12.本公开的一方式是一种用于决定在nc加工中的加工条件的方法,其中,具备如下的工序:对各个具有多个加工面的多个已知的被加工物的每一个都将形状数据变换为多个立体像素的工序;对上述多个已知的被加工物的每一个都相对于构成上述加工面的立体像素的各个设定加工条件的工序;使用上述多个已知的被加工物的上述立体像素及上述加工条件,进行输入为立体像素、输出为加工条件的机械学习的工序;将具有多个加工面的对象被加工物的形状数据变换为多个立体像素的工序;基于上述机械学习的结果,将上述对象被加工物的上述立体像素作为输入使用,相对于上述对象被加工物的构成上述加工面的立体像素的各个设定加工条件的工序;和相对于上述对象被加工物的上述加工面的各个决定加工条件,将相对于在1个加工面之中最多的立体像素设定的加工条件作为该加工面的加工条件来决定的工序。
13.在本公开的一方式的方法中,将已知的被加工物的形状数据变换为多个立体像素。另外,相对于构成加工面的立体像素的各个设定加工条件。此加工条件,例如,是能由熟练操作者相对于加工面的各个预先设定的加工条件。而且,基于多个已知的被加工物的立体像素及加工条件,进行输入为立体像素、输出为加工条件的机械学习。基于此机械学习的结果,重新对对象被加工物的加工面的各个自动地决定加工条件。因此,能对过去无类型的对象被加工物基于多个事例重新决定加工条件。
14.上述加工条件包括刀具路径图案,该方法还具备如下的工序:基于相对于上述对象被加工物的上述加工面的各个决定了的刀具路径图案,生成用于加工上述对象被加工物的全体的刀具路径。在此情况下,能相对于对象被加工物自动地决定全体的刀具路径。
15.还具备对上述多个已知的被加工物的每一个,相对于构成上述加工面的立体像素的各个设定面的品质的工序;和对上述对象被加工物,相对于构成上述加工面的立体像素的各个设定面的品质的工序,进行上述机械学习的工序及相对于上述对象被加工物的立体像素设定加工条件的工序,还将上述面的品质作为输入使用。与被加工物的形状(立体像素的形状)同样,面的品质也存在对加工条件的选择产生影响的可能性。因此,通过进一步将面的品质作为机械学习的输入使用,能更高精度地决定加工条件。
16.上述加工条件包括在加工中使用的刀具。在此情况下,能对对象被加工物的加工面的各个自动地决定在加工中使用的刀具。
17.本公开的其它的方式是一种用于决定在nc加工中的加工条件的装置,其中,该装置具备处理器和显示部,上述处理器构成为执行如下的工序:对各个具有多个加工面的多个已知的被加工物的每一个都将形状数据变换为多个立体像素的工序;对上述多个已知的被加工物的每一个都相对于构成上述加工面的立体像素的各个设定加工条件的工序;使用上述多个已知的被加工物的上述立体像素及上述加工条件,进行输入为立体像素、输出为加工条件的机械学习的工序;将具有多个加工面的对象被加工物的形状数据变换为多个立体像素的工序;基于上述机械学习的结果,将上述对象被加工物的上述立体像素作为输入使用,相对于上述对象被加工物的构成上述加工面的立体像素的各个设定加工条件的工序;和相对于上述对象被加工物的上述加工面的各个决定加工条件,将相对于在1个加工面之中最多的立体像素设定的加工条件作为该加工面的加工条件来决定的工序,对上述加工条件的各个分配了能在视觉上识别的规定的特征,上述处理器将上述加工条件作为上述规定的特征来认识,上述显示部将上述对象被加工物的上述加工面的各个和与决定的加工条件对应的上述规定的特征一起显示。
18.在此方式的装置中,与上述的方法同样,能对过去无类型的对象被加工物基于多个事例重新决定加工条件。另外,在此装置中,将相对于加工面的各个决定的加工条件作为能在视觉上识别的规定的特征显示在显示部。因此,操作者能容易地认识相对于加工面的各个决定的加工条件。
19.【发明的效果】
20.根据本公开的一方式,可提供一种方法及装置,该方法及装置能对过去无类型的被加工物基于多个事例重新决定加工条件。
附图说明
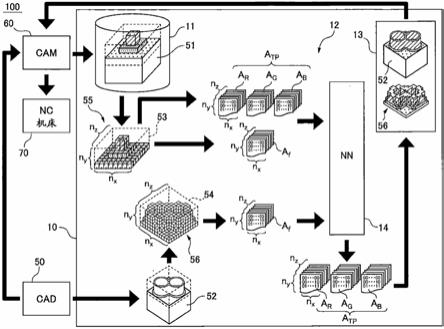
21.图1是表示与实施方式有关的方法及装置的概略图。
22.图2是作为加工条件的一例表示几个刀具路径图案的概略图。
23.图3是表示由图1的装置执行的机械学习的流程图。
24.图4是表示由图1的装置执行的相对于对象被加工物的加工条件的决定的流程图。
25.图5是表示网络构造的概略图。
26.图6(a)表示过去的工序设计事例的模型a的cad数据,图6(b)表示过去的工序设计事例的模型b的cad数据。
27.图7(a)表示由本公开的方法设定了加工条件的模型a的立体像素,图7(b)表示由本公开的方法设定了加工条件的模型b的立体像素。
28.图8(a)表示由本公开的方法设定了加工条件的模型a的cad数据,图8(b)表示由本公开的方法设定了加工条件的模型b的cad数据。
具体实施方式
29.为了实施发明的方式
30.以下,参照附图,说明与实施方式有关的用于决定在nc加工中的加工条件的方法及装置。对同样的或者对应的要素附加同一符号,省略重复的说明。
31.图1是表示与实施方式有关的方法及装置的概略图。本公开的方法能在包括cad(computer aided design,计算机辅助设计)系统50、cam(computer aided manufacture,计算机辅助制造)系统60、用于决定加工条件的装置10及机床70在内的系统100内实施。系统100也可以包括其它的结构要素。cad系统50、cam系统60及装置10,既可以作为分开的装置构成,也可以组装成同一装置(例如,装置10cam也可以组装到系统60中。另外,例如,也可以将cad软件及cam软件组装到装置10中)。
32.在cad系统50中,作成被加工物的cad数据。被加工物可以是各种各样的物(例如,模具等)。由cad数据表示的被加工物具有由刀具加工后的目标形状。在cad系统50中,作成在装置10进行机械学习时成为教师数据的“已知的被加工物”(以下,也可称为教师数据)的cad数据51;和基于机械学习的结果重新决定加工条件的“对象被加工物”的cad数据52。此外,“已知的被加工物(教师数据)”既可以是实际上过去制作的加工物,或者也可以是仅作为电子数据作成并由熟练操作者决定了加工条件的加工物。
33.cad数据51、52包括包含在加工物中的顶点、边及面等的形状数据。cad数据51、52,例如,能由作为3维正交坐标系的xyz轴坐标系定义。cad数据51、52也可以由其它的坐标系定义。加工物包括由字符线围着的(或者分割)的多个加工面。
34.教师数据的cad数据51输入cam系统60。在cam系统60中,操作者(特别是,熟练操作者)相对于教师数据的多个加工面的各个设定加工条件。加工条件可以是与加工有关的各种各样的信息。例如,加工条件能包括刀具路径图案、刀具的尺寸(例如,径、从保持架的突出长度等)、切削条件(刀具的转速、进给速度、切入深度等)、刀具的根数、每一根刀具的加工面积及刀具的种类等。例如,操作者能从对某个加工条件准备的多个选择项之中,选择在过去的实际的加工中相对于其加工面使用的加工条件,或者选择认为适合于其加工面的加工的加工条件。在本实施方式中,在机械学习中使用的加工条件(相对于对象被加工物重新
设定的加工条件)作为刀具路径图案进行说明。操作者,例如,能从多个刀具路径图案之中,选择在过去的实际的加工中相对于其加工面使用的刀具路径图案,或者选择认为适合于其加工面的加工的刀具路径图案。通过将对多个加工面选择的多个刀具路径图案组合,生成1个加工物的全体的刀具路径。
35.图2是作为表示加工条件的一例表示几个刀具路径图案的概略图。多个刀具路径图案能包括各种各样的刀具路径图案。例如,图2的左侧的图表示等高线路径。在等高线路径中,刀具t以等高线动作对加工面进行加工。图2的中央的图表示扫描线路径。在扫描线路径中,刀具t以一边模仿加工面一边填埋区域的方式对加工面进行加工。图2的右侧的图表示沿面路径。在沿面路径中,刀具t以沿着加工面的分界线的动作对加工面进行加工。多个刀具路径图案也可以包括上述的3个刀具路径图案以外的刀具路径图案(例如,刀具一边在高度方向呈螺旋状移动一边对加工面进行加工的螺旋式加工等)。
36.为了能在视觉上识别对加工面选择了怎样的加工条件,对多个选择项的各个都分配了规定的颜色。如图2所示,例如,在本实施方式中,对选择了等高线路径的加工面分配了“红色”,对选择了扫描线路径的加工面分配了“绿色”,对选择了沿面路径的加工面分配了“青色”。cam系统60的显示部由与选择的加工条件对应的规定的颜色显示加工面的各个。由此,操作者能容易地认识对加工面选择了怎样的加工条件。此外,为了能在视觉上识别对加工面选择了怎样的加工条件,能对多个选择项的各个分配能在视觉上识别的规定的特征(例如,颜色、花纹及/或文字等)。
37.参照图1,教师数据从cam系统60输入装置10。教师数据包括由cad系统50作成的cad数据51和由cam系统60设定的加工条件。在本实施方式中,刀具路径图案作为对该刀具路径图案分配的颜色包含在教师数据中。
38.装置10例如可以具备存储装置11、处理器12及显示部13,这些结构要素经总线(未图示)等相互地连接。装置10可以具备rom(read only memory,只读存储器)、ram(random access memory,随机存取存储器)及/或输入装置(例如,鼠标、键盘及/或触控面板等)等其它的结构要素。装置10例如可以是计算机、服务器或平板电脑等。
39.存储装置11,例如,可以是1个或者多个硬盘驱动器等。存储装置11可存储输入的教师数据。处理器12,例如,可以是1个或者多个cpu(central processing unit,中央处理单元)等。处理器12以执行以下所示的多个处理的方式构成,用于执行各处理的程序,例如,可存储在存储装置11中。处理器12,以基于存储在存储装置11中的多个教师数据的信息进行机械学习的方式构成(详细情况后述)。作为机械学习,例如,能使用神经网络(例如,叠入神经网络)。另外,处理器12以如下的方式构成:使用由cad系统50作成的对象被加工物的cad数据52,基于上述的机械学习的结果,相对于对象被加工物重新决定加工条件(详细情况后述)。
40.显示部13可以是液晶显示器及/或触控面板等。显示部13与cam系统60的显示部同样,将加工面的各个和与设定的加工条件对应的能在视觉上识别的规定的特征(例如,颜色,花纹及/或文字等)一起显示。
41.由装置10决定的被对象加工物的加工条件的数据输入cam系统60。输入cam系统60的数据能变换为nc数据,输入nc机床70。
42.接着,对由装置10执行的动作进行说明。
43.首先,对由装置10执行的机械学习进行说明。图3是表示由图1的装置执行的机械学习的流程图。
44.处理器12从存储装置11对多个教师数据的各个取得信息(步骤s100)。在取得的信息中,包括相对于cad数据51及多个加工面的各个选择的加工条件(刀具路径图案(颜色))。
45.接着,处理器12对多个教师数据的各个将cad数据(形状数据)51变换多个立体像素(步骤s102)。具体地说,参照图1,处理器12基于程序及/或基于来自操作者的输入设定cad数据51之中的包括全部的加工面在内的区域53。区域53也能包括不存在被加工物的材料的空间。区域53,例如,可以具有立方体形状或者正方体形状等3d形状。处理器12,基于程序及/或基于来自操作者的输入,例如,将区域53在x方向分割为n
x
个分区,在y方向分割为ny个分区,在z方向分割为nz个分区,由此,生成n
x
×
ny×
nz个立体像素55。例如,处理器12,相对于包括被加工物的材料在内的立体像素55(充填了材料的立体像素)设定“1”,及相对于不包括被加工物的材料在内的立体像素55设定“0”(在本公开中,也可称为“充填度”)。由这些动作生成n
x
×
ny×
nz的充填度排列af。分割数量n
x
×
ny×
nz,在多个教师数据之间相同。每一个教师数据,在分割数量n
x
×
ny×
nz为不同的数据的情况下,通过维持形状数据的比例尺不变地将各个立体像素的边的长度扩大、缩小,将一个立体像素分割为多个立体像素,或者向被加工物的外侧的区域填补“0”的立体像素,预先进行向相同分割数量的变换。
46.参照图3,接着,处理器12,对多个教师数据的各个,相对于构成加工面的立体像素55的各个设定加工条件(刀具路径图案(颜色))(步骤s104)。具体地说,参照图1,处理器12,例如,能相对于包含在该加工面中的立体像素55设定在cam系统60中由熟练操作者相对于各加工面预先设定的颜色。处理器12相对于各颜色生成排列ar、ag、ab。具体地说,在排列ar中,相对于设定了红色的立体像素55设定“1”,相对于其它的立体像素55设定“0”。同样地,在排列ag中,相对于设定了绿色的立体像素55设定“1”,相对于其它的立体像素55设定“0”。在排列ab中,相对于设定了青色的立体像素55设定“1”,相对于其它的立体像素55设定“0”。由这些动作生成包括n
x
×
ny×
nz的3个排列ar、ag、ab在内的刀具路径图案排列a
tp
。此外,几个立体像素55(例如,位于边缘的立体像素),存在属于多个加工面的可能性。相对于这样的立体像素55,存在设定不同的刀具路径图案(颜色)的可能性(例如,在区域53中,相对于最上部的立体像素,存在设定绿色(上面)及红色(侧面)的可能性)。相对于这样的立体像素55,在排列ag中设定“1”,在排列ar中也设定“1”。
47.参照图3,接着,处理器12使用多个教师数据的立体像素及加工条件,进行输入为立体像素、输出为加工条件的机械学习(步骤s106)。具体地说,参照图1,处理器12进行将充填度排列af作为输入、将刀具路径图案排列a
tp
作为输出的机械学习。由此,得到学习完的网络14。在机械学习中,例如,能使用神经网络(nn)。在几个实施方式中,能使用可适用于分段的神经网络。另外,在几个实施方式中,能使用叠入神经网络(cnn)。
48.以上,由装置10执行的与机械学习有关的一连串的动作结束。此外,以上的步骤也可以反复直到得到所希望的收敛结果。
49.接着,对由装置10执行的相对于新的对象被加工物的加工条件的决定进行说明。图4是表示由图1的装置执行的相对于对象被加工物的加工条件的决定的流程图。
50.处理器12取得对象被加工物的形状数据(步骤s200)。具体地说,参照图1,处理器12取得由cad系统50作成的对象被加工物的cad数据52。在取得的cad数据中,包括对象被加
工物的形状数据。
51.参照图4,接着,处理器12将对象被加工物的形状数据变换为多个立体像素56(步骤s202)。具体地说,参照图1,处理器12,基于程序及/或基于来自操作者的输入,设定cad数据52之中的包括全部的加工面在内的区域54。区域54,与上述的区域53同样,也可以包括不存在被加工物的空间,例如,可以具有立方体形状或者正方体形状等3d形状。处理器12,与上述的区域53同样,将区域54在x方向分割为n
x
个分区,在y方向分割为ny个分区,在z方向分割为nz个分区,由此,生成n
x
×
ny×
nz个立体像素56。处理器12,与上述的区域53同样,相对于包括被加工物的材料在内的立体像素56设定“1”,相对于不被加工物的材料在内的立体像素56设定“0”,由此,生成n
x
×
ny×
nz的充填度排列af。对象被加工物的分割数量n
x
×
ny×
nz,准备与教师数据的分割数量n
x
×
ny×
nz相同的分割数量。在为对象被加工物的分割数量n
x
×
ny×
nz与教师数据的分割数量n
x
×
ny×
nz不同的数据的情况下,通过维持形状数据的比例尺不变地将各个立体像素的边的长度扩大、缩小,将一个立体像素分割为多个立体像素,或者向被加工物的外侧的区域填补“0”的立体像素,预先进行向相同分割数量的变换。
52.参照图4,接着,处理器12,基于上述的机械学习的结果,相对于构成对象被加工物的加工面的立体像素56的各个设定加工条件(刀具路径图案(颜色))(步骤s204)。具体地说,参照图1,处理器12将对象被加工物的充填度排列af输入学习完的网络14,由此,生成相对于对象被加工物的刀具路径图案排列a
tp
。刀具路径图案排列a
tp
包括相对于各颜色进行的3个排列ar、ag、ab。
53.参照图4,接着,处理器12相对于对象被加工物的加工面的各个决定颜色(步骤s206)。具体地说,处理器12使用由步骤s204得到的结果,将相对于在1个加工面之中最多的立体像素56设定的颜色作为该加工面的颜色来决定。如上述的那样,关于几个立体像素56(例如,位于边缘的立体像素),存在相对于1个立体像素56设定多个刀具路径图案(颜色)的可能性。由以上的那样的动作,在相对于某个加工面决定加工条件时,能考虑来自该加工面的周边的影响。
54.接着,处理器12,基于相对于对象被加工物的加工面的各个决定的刀具路径图案,生成用于加工对象被加工物的全体的刀具路径(步骤s208)。例如,处理器12,将相对于加工面的各个决定的各个刀具路径图案组合,生成全体的刀具路径。处理器12将生成的刀具路径向显示部13相对于在1个加工面之中最多的。
55.接着,显示部13表示生成的对象被加工物的刀具路径(步骤s210)。具体地说,参照图1,显示部13将对象被加工物的cad数据52的加工面的各个以由步骤s206决定的颜色显示。另外,显示部13也可以将对象被加工物的立体像素56的各个以由步骤s204设定的颜色显示。
56.接着,参照图4,处理器12将生成的对象被加工物的刀具路径保存在存储装置11中(步骤s212),结束一连串的动作。在进行下次的机械学习中,保存在存储装置11中的新的刀具路径也可以作为教师数据的1个使用。另外,生成的刀具路径,既可以向cam系统60相对于在1个加工面之中最多的,也可以在由cam系统60变换为nc数据后,在机床70中的加工中实际使用。
57.在以上的那样的与实施方式有关的方法及装置10中,将已知的被加工物的cad数据51变换为多个立体像素55。另外,相对于构成加工面的立体像素55的各个设定加工条件。
此加工条件,例如,可以是由熟练操作者相对于加工面的各个预先设定的加工条件。而且,基于多个已知的被加工物的立体像素55及加工条件,进行输入为立体像素55、输出为加工条件的机械学习。基于此机械学习的结果,重新对对象被加工物的加工面的各个自动地决定加工条件。因此,能对过去无类型的对象被加工物基于多个事例重新决定加工条件。
58.另外,在与实施方式有关的方法及装置10中,加工条件包括刀具路径图案,方法还具备基于相对于对象被加工物的加工面的各个决定的刀具路径图案生成用于加工对象被加工物的全体的刀具路径的工序。因此,能相对于对象被加工物自动地决定全体的刀具路径。
59.另外,在与实施方式有关的方法及装置10中,将相对于加工面的各个决定的加工条件作为能在视觉上识别的规定的特征显示在显示部13。因此,操作者能容易地认识相对于加工面的各个决定的加工条件。
60.对用于决定在nc加工中的加工条件的方法及装置的实施方式进行了说明,但本发明不限定于上述的实施方式。本领域技术人员应该理解上述的实施方式可进行各种各样的变形。另外,本领域技术人员应该理解,上述的方法不需要按照上述的顺序实施,只要不产生矛盾,就可以按照其它的顺序实施。
61.例如,参照图1,在上述的实施方式的网络14中,作为输入,使用了立体像素(立体像素的充填度排列af)。但是,在其它的实施方式中,作为输入可以使用进一步的信息。例如,作为输入,也可以进一步使用“面的品质”。面的品质,例如,能由操作者在cad系统50或者cam系统60中预先设定。装置10以进一步实施对多个已知的被加工物的每一个相对于构成加工面的立体像素的各个设定面的品质的工序和对对象被加工物相对于构成加工面的立体像素的各个设定面的品质的工序的方式构成。具体地说,处理器12,能对已知的被加工物及对象被加工物的双方,相对于包含在各加工面中的立体像素,设定相对于该加工面在cad系统50或者cam系统60中预先设定的面的品质。例如,面的品质,作为低品质能设定为“0”,作为高品质能设定为“1”。另外,例如,面的品质也可以是表面粗糙度的值。与被加工物的形状(立体像素的形状)同样,面的品质也存在对加工条件的选择产生影响的可能性。因此,通过进一步将面的品质作为输入使用,能更高精度地决定加工条件。作为附加或者代替,装置10,也可以将面的品质以外的其它的各种各样的与加工面有关的参数(例如,尺寸精度,几何精度等)用于输入。
62.另外,在上述的实施方式的网络14中,作为输出(加工条件),使用了刀具路径图案(刀具路径图案排列a
tp
)。但是,在其它的实施方式中,作为输出(加工条件),也可以将其它的信息作为追加或者代替使用。例如,作为加工条件,也可以使用“在加工中使用的刀具”。在加工中使用的刀具,例如,能由操作者在cam系统60中相对于已知的被加工物预先设定。处理器12能相对于包含在各加工面中的立体像素设定相对于该加工面在cam系统60中预先设定的刀具。例如,刀具,能作为小径设定为“0”,作为大径设定为“1”。另外,例如,也可以将刀具径的值设定为各立体像素。作为附加或者代替,装置10也可以将刀具径以外的其它的各种各样的与加工有关的参数(例如,刀具的从保持架的突出长度、切削条件(刀具的转速、进给速度、切入深度等)、刀具的根数、每一根刀具的加工面积及刀具的种类等)作为加工条件使用。
63.例如,在上述的实施方式中,作为机械学习使用了神经网络。但是,在其它的实施
方式中,作为机械学习也可以使用其它的方法(例如,决策树法等)。
64.【实施例】
65.在本实施例中,将以叠入神经网络为基础的网络(3d u-net)用于机械学习。关于该网络的详细情况,例如,请参照cicek,o.,abdulkadir,a.,lienkamp,s.s.,brox,t.,and ronneberger,o著,“3du-net:learning dense volumetric segmentation from sparse annotation”,arxiv:1606.06650,2016年。
66.图5是表示网络构造的概略图。此外,在图5中,为了图的明确,表示了3层的网络14,但在实际的实施例中,使用了5层的网络。网络14具有叠入网络部分和逆叠入网络部分。如图5所示,向网络14输入具有立体像素数n
x
×
ny×
nz=128
×
128
×
128个的充填度排列af。
67.在图5的网络14中,首先,相对于输入的充填度排列af(128
×
128
×
128
×
1)使用4个过滤器执行卷积。由此,可以得到4通道的128
×
128
×
128的排列(128
×
128
×
128
×
4)。在各卷积中,使用3
×3×
3的大小的过滤器。在相对于某个立体像素执行卷积时,从充填度排列af抽出与以该立体像素为中心的过滤器相同大小的排列(3
×3×
3的排列)。通过将抽出的排列之中的各立体像素(位置)的充填度(“1”或者“0”)和过滤器之中的对应的位置的值相乘,得到3
×3×
3个积。这些积的合计,作为卷积的结果相对于该立体像素输出。接着,使过滤器移动(滑动),相对于充填度排列af之中的全部的立体像素(位置)执行此运算。在图5的网络14中,卷积的滑动的宽度是1。将以上的运算相对于全部的过滤器执行。此外,相对于端的立体像素,为了抽出与过滤器相同大小的排列,也可以执行设定在充填度排列af的周围的任意的值(例如“0”)填充。在卷积中,抽出对象被加工物的局部性的特征。各层中的卷积的次数、以及在卷积中使用的过滤器的数量、大小及滑动的宽度,由操作者决定(也可称为超参数)。过滤器之中的各值由机械学习调整。
68.在执行了1次或者多次的卷积后,相对于得到的各通道的排列执行最大池化,由此,向接着的层(第二层)移动。在各最大池化中,使用2
×2×
2的大小的过滤器,由此,128
×
128
×
128的排列变换为64
×
64
×
64的排列。在最大池化中,从各通道的排列抽出与过滤器相同大小的排列(2
×2×
2的排列)。从抽出了的排列之中,将最大的数值作为最大池化的结果输出。接着,使过滤器移动(滑动),此运算相对于排列之中的全部的位置执行,并相对于全部的通道执行。在图5中,最大池化的滑动的宽度是2
×2×
2。在最大池化中,由卷积抽出了的特征的全体的位置信息模糊。在最大池化中使用的过滤器的大小及滑动的宽度由操作者决定。
69.通过对全部的层执行以上的运算,叠入网络部分完毕。在图5中,在叠入网络部分中,最终得到32通道的32
×
32
×
32的排列(32
×
32
×
32
×
32)。此外,如上述的那样,在实际的实施例中,使用5层的网络,最终得到128通道的8
×8×
8的排列(在图5中未图示)。
70.在逆叠入网络部分中,相对于在叠入网络部分中最终得到的各通道的排列执行向上池化,向前面的层(第二层)移动。在各向上池化中,使用与叠入网络部分的最大池化相同大小的过滤器(2
×2×
2)。在图5中,由向上池化将32
×
32
×
32的排列变换为64
×
64
×
64的排列。在向上池化中,将1个位置分割为与过滤器相同大小的排列(2
×2×
2的排列)。在分割了的全部的位置,将原来的位置的值作为向上池化的结果输出。将此运算相对于排列之中的全部的位置执行,并相对于全部的通道执行。由此,得到64
×
64
×
64
×
32的排列(在图5中未图示)。在向上池化中,能将抽出的特征保持不变地得到具有与前面的层(第二层)的大小
相同大小的排列。
71.在执行向上池化后执行连接。在连接中,将在向上池化中得到的排列(64
×
64
×
64
×
32)和在叠入网络部分的相同层中最终得到的排列(64
×
64
×
64
×
16)结合,由此,得到64
×
64
×
64
×
48的排列。在连接中恢复全体的特征。
72.在执行了连接后,相对于得到的排列(64
×
64
×
64
×
48)执行卷积。在逆叠入网络部分中的卷积中,与叠入网络部分的卷积同样,通过得到与由操作者决定的过滤器数量相同数量的通道,将64
×
64
×
64
×
48的排列变换为64
×
64
×
64
×
16的排列。
73.通过对全部的层执行以上的运算,逆叠入网络部分完毕,最终得到包括相对于各颜色(各刀具路径图案)进行的3个排列ar、ag、ab在内的刀具路径图案排列a
tp
。
74.在各卷积中,作为激活函数使用了relu(rectified linear unit,修正线性单元),在relu之前,执行了批量标准化(batch normalization)。在用于生成刀具路径图案排列a
tp
的最终的卷积中,使用1
×1×
1的大小的过滤器,作为激活函数使用了s型函数(sigmoid function)。作为损失函数使用了骰子函数(dice function),作为梯度下降法使用了小批量梯度下降法,作为优化算法使用亚当(adam)算法。用于做成加工物的形状数据的cad软件,是西门子(siemens)公司的nx,在系统开发中,使用了nx的api(application programming interface,应用程序编程接口)和谷歌公司的深层学习库张量流(library tensor flow)。
75.图6(a)、(b)分别表示过去的工序设计事例的模型a、b的cad数据。将图6(a)、(b)的模型a、b作为对象被加工物使用。图6(a)、(b)的模型a、b不作为教师数据使用,仅作为对象被加工物使用。图6(a)、(b)作为正确答案表示由熟练操作者实施的刀具路径图案(颜色)。作为教师数据,使用了别的过去的工序设计事例的223模型(未图示)。这些模型的刀具路径也由熟练操作者实施。
76.图7(a)、(b)分别表示由本公开的方法设定了加工条件的模型a、b的立体像素。图7(a)、(b)表示附加了刀具路径图案的立体像素,它们与由图4的步骤s204得到的结果相当。可以知道,图7(a)、(b)的立体像素的刀具路径图案分别与图6(a)、(b)的cad数据的刀具路径图案大致一致。具体地说,在模型a中,图7(a)所示的立体像素的刀具路径图案和由熟练操作者实施的刀具路径图案的一致率是93.9%。另外,在模型b中,图7(b)所示的立体像素的刀具路径图案和由熟练操作者实施的刀具路径图案的一致率是90.7%。
77.图8(a)、(b)分别表示由本公开的方法设定了加工条件的模型a的cad数据。图8(a)、(b)表示附加了刀具路径图案的cad数据,它们与由图4的步骤s206得到的结果相当。可以知道,图8(a)、(b)的cad数据的刀具路径图案分别与图6(a)、(b)的cad数据的刀具路径图案大致一致。具体地说,在模型a中,图8(a)所示的cad数据的刀具路径图案和由熟练操作者实施的刀具路径图案的一致率是70.6%。另外,在模型b中,图8(b)所示的cad数据的刀具路径图案和由熟练操作者实施的刀具路径图案的一致率是90.5%。由以上可知,本公开的方法及装置能生成与过去的工序设计事例的数据的刀具路径大致同样的刀具路径,可生成考虑了熟练操作者的技巧及经验的刀具路径。
78.【符号的说明】
79.10:装置
80.12:处理器
81.13:显示部
82.51:已知的被加工物的cad数据(形状数据)
83.52:对象被加工物的cad数据(形状数据)
84.55:已知的被加工物的立体像素
85.56:对象被加工物的立体像素
86.70:nc机床。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1