一种深腔曲面加工刀路生成方法与流程
1.本发明涉及深腔曲面加工刀路生成技术领域,尤其涉及接头类深腔曲面薄壁零件的加工刀路生成技术领域,更具体的是涉及一种深腔曲面加工刀路生成方法技术领域。
背景技术:
2.目前,中国的制造业体系正处于从制造大国向制造强国转变的关键时期,制造业最为核心的部分就包括航天航空制造业,其发展水平常是一个国家科学技术先进与否的标志,航空航天领域设备的制造在结构上大量使用薄壁零件,因此航空航天接头类深腔曲面薄壁类零件的需求量也在不断增长。
3.然而,接头类深腔曲面薄壁零件的制作对加工工艺具有非常高的要求,除了要求一次加工成形、无振纹等原因外,对工艺编程人员的能力要求也非常高,因此经常出现由于工艺人员的能力不同,编制的刀路要么加工效率低下,要么加工导致零件出现大量振纹导致零件报废等情况。
4.对于深腔曲面薄壁类零件采用整体抠制加工时,加工余量大,材料容易变形,由于型腔较深,在加工中,刀具的悬伸比一般超过了5:1,有的甚至达到了15:1,刀具刚性很差,再加上有的工件本身的结构工艺性也很差,因此在加工中往往会出现颤刀和让刀现象,使工件壁厚不均匀,加工底面时,即使采用了很小的下刀螺旋角度,也会产生折刀现象,严重影响了工件的表面质量和加工效率,甚至造成零件的报废,在精铣时,虽然采用了多次进刀,但由于刀具直径太小,悬伸比更大,颤动更加厉害,特别是底面圆弧处,由于刀具的受力突然增加,往往出现断刀现象,导致零件报废。
5.综上,传统的深腔曲面薄壁类零件的加工方法采用大直径整体铣刀粗铣,然后使用较小直径的立铣刀精铣,由于深腔的结构限制,需采用多次进刀方式进行加工,从而导致对深腔曲面薄壁类零件的刀路复杂,进而导致加工效率低,工件报废率高的问题,为了解决上述技术问题,我们特别提供了一种深腔曲面加工刀路生成方法。
技术实现要素:
6.本发明的目的在于:为了解决现有技术中采用多次进刀方式对深腔曲面进行加工,从而导致对深腔曲面薄壁类零件的刀路复杂,进而导致加工效率低,工件报废率高的问题,本发明提供一种深腔曲面加工刀路生成方法,通过同时考虑了基于机床限制、无干涉、无颤振三者同时约束的深腔曲面加工刀路优化方法,不需要多次进刀方式对深腔曲面进行加工,解决了工艺人员因经验不足等原因造成工件报废等问题,降低了二次返修概率,减少了人力,并提升了加工效率。
7.本发明为了实现上述目的具体采用以下技术方案:
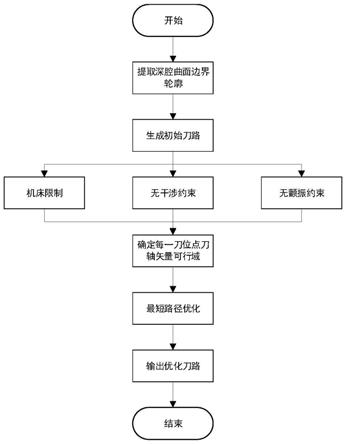
8.一种深腔曲面加工刀路生成方法,包括以下步骤:
9.提取深腔曲面边界轮廓,生成初始刀路:完成深腔曲面特征部分边界轮廓的提取,并基于边界轮廓等距偏置的方法生成初始刀路;
10.提取深腔曲面边界轮廓,生成初始刀路包括以下步骤:
11.选定深腔曲面,提取深腔曲面的边界轮廓;
12.根据边界轮廓,基于边界轮廓等距偏置生成偏置线;
13.确定优先加工方向和进刀方向,从刀轨左上方进刀,沿偏置线移动,判断偏置线与边界是否连通,若不连通,则打断不连通线段,得到初始刀路。
14.根据刀具的选择对初始刀路进行优化,对不规则刀轨段进行判断,设刀具的有效切削半径为r
e
,等距切宽为cw,若r
e
>cw,则在前一刀轨尾部直接连通至下一刀轨,减少重复铣削;
15.得到优化后的初始刀路后,按初始刀路生成刀位文件,刀位文件中包含刀具信息、进给速度、转速、刀位点和刀轴矢量,刀位点和刀轴矢量确定刀具在三维空间的位置与姿态,刀位文件需考虑每一刀位点的刀具位姿是否位于机床限制、无干涉约束和无颤振约束共同限制的范围内。
16.考虑机床限制约束:基于所选机床对应各旋转轴的摆动角度范围,逆向推导出所对应的刀轴矢量可行域;
17.考虑机床限制约束包括以下步骤:
18.根据零件加工所选择相应的机床,设定机床a轴的回转行程为:
‑
120
°
~+60
°
,b轴的回转行程为:
‑
360
°
~+360
°
;
19.设工件坐标系为:o
w
‑
x
w
y
w
z
w
,进给坐标系为:o
f
‑
fcn,刀具坐标系为:o
t
‑
x
t
y
t
z
t
,刀具坐标系由进给坐标系先绕交叉进给轴c轴旋转l,再绕进给轴f旋转t获得,刀具坐标系和进给坐标系的变换矩阵为:
[0020][0021]
根据机床的具体机构、机床运动链与工件坐标系、进给坐标系、刀具坐标系间的关系,建立刀轴矢量、机床轴a和机床轴b之间的关系方程为:
[0022]
t
w
‑
ta
=(sinb,
‑
cosbsina,cosbcosa)
t
;
[0023]
其中,t表示矩阵的转矩,a表示绕机床a轴的旋转角,b表示绕机床b轴的旋转角,t
w
‑
ta
表示机床旋转角转换到刀轴矢量的转换矩阵;
[0024]
进给坐标系的方程为:
[0025][0026]
其中,cc
(i+1,k)
和cc
(i,k)
为第k条刀具路径上两个连续的刀触点;n
(i,k)
为当前刀位点处的工具表面法向量;c
(i,k)
为当前刀位点c
l(i,k)
处的交叉进给方向,o
f(i,k)
为进给坐标系原点,f
(i,k)
表示第k条刀具路径上第i个刀位点处的进给方向,r为球头铣刀半径,n
i
、n
j
、n
k
均表示表面法向量的坐标值;
[0027]
进给坐标在工件坐标系中定义,进给坐标和工件坐标系间的转换关系为:
[0028]
t
f
→
w
=[f
(i,k)
|c
(i,k)
|n
(i,k)
]3×3[0029]
其中,[]
3x3
表示由第k条刀具路径上第i个刀位点处的进给方向、交叉进给方向和表面法向量组成的三阶矩阵;
[0030]
因此,刀轴矢量与机床轴a、轴b之间的关系方程为:
[0031]
t
w
‑
ta
=t
w
‑
f
(t
t
‑
f
)
t
;
[0032]
其中,t
w
‑
f
表示工件坐标系到进给坐标系的转换矩阵,t
t
‑
f
表示刀具坐标系到进给坐标系的转换矩阵,w表示工件坐标系,t表示矩阵的转矩;
[0033]
结合机床a轴、b轴的回转行程和刀轴矢量与机床轴a、轴b之间的关系方程,求得在机床限制约束下刀轴矢量所对应的前倾角和侧倾角的可行域。
[0034]
考虑无干涉约束:考虑加工时刀具的全局干涉和局部干涉,考虑装夹刀柄后的刀具为一整体进行无干涉判断,确定出考虑无干涉约束下的刀轴矢量可行域;
[0035]
考虑无干涉约束包括如下步骤:
[0036]
在路径生成之初实施干涉检测与避免,将刀具与工件曲面的潜在干涉考虑在内;
[0037]
考虑将刀具装夹刀柄后进行干涉检测,在刀具坐标系o
t
‑
x
t
y
t
z
t
的z轴的某一截平面上,刀具沿刀轴方向的半径变化公式为:
[0038][0039]
其中,r(z)为沿刀轴方向不同高度处半径,l1为刀柄长度,l2,l3,l4为热缩刀柄各部分处的长度,r1和r2分别为环形铣刀的底面圆角径和刀具半径,r3,r4,r5为热缩刀柄各部分处对应的半径值;
[0040]
将曲面按一定精度要求离散成点云,对点云中的每个点,判断点是否落在刀具曲面内部,若点云中至少有一个点在刀具内部,则认为刀具和工件曲面干涉,否则认为不干涉;
[0041]
对于深腔曲面点云数据任意点p,设p
′
为点p在刀轴上的投影,则p
′
可以由下式表示:
[0042]
p'=o
t
+λ
·
ta
[0043]
其中,ta为刀轴矢量,λ为p
′
到刀具坐标系原点o
t
的距离系数;
[0044]
求得p
′
后,便可得到p投影与刀轴的z值坐标,将z值坐标带入刀具沿刀轴方向的半径变化公式中,若z值不在刀具沿刀轴方向的半径变化公式范围内,则点位于刀具两端以外空间,此时点不在刀具曲面内部,不会发生干涉;若z值在刀具沿刀轴方向的半径变化公式范围内,将z值代入刀具沿刀轴方向的半径变化公式中计算,若|pp
′
|≥r(z),则点p位于刀具曲面外部,不发生干涉,反之发生干涉;
[0045]
改变刀轴矢量,判断刀轴矢量是否会发生干涉,若不发生干涉,记录不发生干涉时的刀具姿态,构建无干涉刀具姿态可行域。
[0046]
考虑无颤振约束:获取刀具工件相交区域,构建动力学模型,采用全离散法构建稳定性图,确认考虑无颤振约束下的刀轴矢量可行域;
[0047]
考虑无颤振约束包括如下步骤:
[0048]
基于刀具工件接触区域求取出稳定性姿态图,确定稳定性加工的刀具姿态可行域;
[0049]
基于nx12.0二次开发,提取加工时每一刀位点处的刀具工件接触区域,并通过等式求出此刀位点处,每一切削微元的切入切出角;其中,φ
b
表示浸入角,xp
b
表示任意点p
b
的x坐标值,yp
b
表示任意点p
b
的y坐标值;
[0050]
对于某一刀位点处,通过nx12.0二次开发应用提取一次接触区域;
[0051]
获得接触区域后,结合通用铣刀切削模型和全离散法求取姿态稳定性图获得稳定性加工的刀具姿态可行域。
[0052]
确定每一刀位点刀轴矢量可行域:将考虑机床限制约束、考虑无干涉约束、考虑无颤振约束求得的刀轴矢量可行域进行求交,得到每一刀位点处的实际刀轴矢量可行域;
[0053]
最短路径优化、输出优化刀路:基于dijkstra最短路径光顺的方法从刀轴矢量可行域中确定每一刀位点对应的刀轴矢量,生成刀位文件,根据实际机床选择相应的后处理生成并输出最终优化后刀路;
[0054]
最短路径优化、输出优化刀路包括如下步骤:
[0055]
获得每一刀位点处基于机床限制、无干涉约束和无颤振约束的刀轴矢量可行域后,输出优化后的刀具路径需确认每一刀位点对应的确切刀轴矢量;
[0056]
基于dijkstra最短路径光顺的方法确定每一刀位点对应的刀轴矢量,输出优化后刀位文件;
[0057]
根据实际机床选择相应的后处理生成并输出最终优化后刀路。
[0058]
本发明的有益效果如下:
[0059]
本发明中通过同时考虑了基于机床限制、无干涉、无颤振三者同时约束的深腔曲面加工刀路优化方法,不需要多次进刀方式对深腔曲面进行加工,解决了工艺人员因经验不足等原因造成工件报废等问题,降低了二次返修概率,减少了人力,并提升了加工效率。
附图说明
[0060]
图1为本发明的流程图;
[0061]
图2为本发明提取深腔曲面边界轮廓的示意图;
[0062]
图3为本发明生成初始刀路的示意图;
[0063]
图4为本发明构建坐标系的示意图;
[0064]
图5为本发明工件坐标系、刀具坐标系和进给坐标系间的关系示意图;
[0065]
图6为本发明通用铣刀几何模型的示意图;
[0066]
图7为本发明深腔曲面点云离散干涉检测的示意图;
[0067]
图8为本发明为刀具几何和工件几何在nc程序的驱动加工下某一刀位点处的加工中情况的示意图;
[0068]
图9为本发明为提取出相交体在此时与球头刀的二维接触示意图;
[0069]
图10为本发明为将离散的层与相交区域的边界求交的示意图;
[0070]
图11为本发明求交后所得点集并将点集坐标导出的示意图;
[0071]
图12为本发明某一刀具路径上刀位点出的可行域锥的示意图;
[0072]
图13为本发明输出刀路的示意图;
具体实施方式
[0073]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
[0074]
实施例1
[0075]
如图1所示,一种深腔曲面加工刀路生成方法,包括以下步骤:
[0076]
提取深腔曲面边界轮廓,生成初始刀路:完成深腔曲面特征部分边界轮廓的提取,并基于边界轮廓等距偏置的方法生成初始刀路;
[0077]
提取深腔曲面边界轮廓,生成初始刀路包括以下步骤:
[0078]
通过基于nx12.0二次开发功能,如图2所示,选定深腔曲面,通过nx12.0二次开发功能提取深腔曲面的边界轮廓,为生成初始刀路的前提;
[0079]
图3中的(a)为初始偏置刀路示意图,如图3中的(a)所示,根据边界轮廓取特定边界,基于边界轮廓等距偏置生成偏置线;
[0080]
确定优先加工方向和进刀方向,如图3中的(b)为初步简化刀路示意图,如图3中的(b)所示,从刀轨左上方进刀,沿偏置线移动,判断偏置线与边界是否连通,若不连通,则打断不连通线段,得到初始刀路。
[0081]
根据刀具的选择对初始刀路进行优化,对图3(b)中不规则刀轨段进行判断,设刀具的有效切削半径为r
e
,等距切宽为cw,若r
e
>cw,则在前一刀轨尾部直接连通至下一刀轨,减少重复铣削,优化结果如图3中的(c)所示;
[0082]
得到优化后的初始刀路后,按初始刀路生成刀位文件,刀位文件中包含刀具信息、进给速度、转速、刀位点和刀轴矢量等内容,其中最为关键的是刀位点和刀轴矢量,刀位点和刀轴矢量确定了刀具在三维空间的位置与姿态,如表1所示,所得刀位文件不能直接经后处理直接加工,刀位文件需考虑每一刀位点的刀具位姿是否位于机床限制、无干涉约束和无颤振约束共同限制的范围内。
[0083]
表1为刀位文件展示
[0084][0085]
考虑机床限制约束:基于所选机床对应各旋转轴的摆动角度范围,逆向推导出所对应的刀轴矢量可行域;
[0086]
考虑机床限制约束包括以下步骤:
[0087]
根据零件加工所选择相应的机床,本发明以接头类深腔曲面零件为例,所选用的
机床为上海拓璞五轴设备(立卧转化)hmc
‑
c100p,设定该机床a轴的回转行程为:
‑
120
°
~+60
°
,b轴的回转行程为:
‑
360
°
~+360
°
;
[0088]
如图4
‑
图5所示,图4中pass(k)、pass(k
‑
1)、pass(k+1)分别表示第k、k
‑
1和k+1条刀具路径,设工件坐标系为:o
w
‑
x
w
y
w
z
w
,进给坐标系为:o
f
‑
fcn
,刀具坐标系为:o
t
‑
x
t
y
t
z
t
,刀具坐标系由进给坐标系先绕交叉进给轴c轴旋转l,再绕进给轴f旋转t获得,刀具坐标系和进给坐标系的变换矩阵为:
[0089][0090]
根据ab型五轴机床的具体机构、机床运动链与工件坐标系、进给坐标系、刀具坐标系间的关系,建立刀轴矢量、机床轴a和机床轴b之间的关系方程为:
[0091]
t
w
‑
ta
=(sinb,
‑
cosbsina,cosbcosa)
t
;
[0092]
其中,t表示矩阵的转矩,a表示绕机床a轴的旋转角,b表示绕机床b轴的旋转角,t
w
‑
ta
表示机床旋转角转换到刀轴矢量的转换矩阵;
[0093]
同理,进给坐标系的方程为:
[0094][0095]
其中,cc
(i+1,k)
和cc
(i,k)
为第k条刀具路径上两个连续的刀触点;n
(i,k)
为当前刀位点处的工具表面法向量;c
(i,k)
为当前刀位点cl
(i,k)
处的交叉进给方向,o
f(i,k)
为进给坐标系原点,f
(i,k)
表示第k条刀具路径上第i个刀位点处的进给方向,r为球头铣刀半径,n
i
、n
j
、n
k
均表示表面法向量的坐标值;
[0096]
进给坐标在工件坐标系中定义,进给坐标和工件坐标系间的转换关系为:
[0097]
t
f
→
w
=[f
(i,k)
|c
(i,k)
|n
(i,k)
]3×3[0098]
其中,[]
3x3
表示由第k条刀具路径上第i个刀位点处的进给方向、交叉进给方向和表面法向量组成的三阶矩阵;
[0099]
因此,结合上述步骤可得,刀轴矢量与机床轴a、轴b之间的关系方程为:
[0100]
t
w
‑
ta
=t
w
‑
f
(t
t
‑
f
)
t
;
[0101]
其中,t
w
‑
f
表示工件坐标系到进给坐标系的转换矩阵,t
t
‑
f
表示刀具坐标系到进给坐标系的转换矩阵,w表示工件坐标系,t表示矩阵的转矩;
[0102]
结合机床a轴、b轴的回转行程和刀轴矢量与机床轴a、轴b之间的关系方程,求得在机床限制约束下刀轴矢量所对应的前倾角和侧倾角的可行域。
[0103]
考虑无干涉约束:考虑加工时刀具的全局干涉和局部干涉,考虑装夹刀柄后的刀具为一整体进行无干涉判断,确定出考虑无干涉约束下的刀轴矢量可行域;
[0104]
考虑无干涉约束包括如下步骤:
[0105]
实施干涉检测与避免的最佳时机存在于五轴路径规划阶段,即在路径生成之初实施干涉检测与避免,将刀具与工件曲面的潜在干涉考虑在内,本发明选择环形刀作为加工
路径规划的统一刀具模型,如图6所示;
[0106]
对于接头类深腔曲面加工,由于实际加工中整体刀具会深入深腔区域,必须考虑将刀具装夹刀柄后进行干涉检测,如图6所示,在刀具坐标系o
t
‑
x
t
y
t
z
t
的z轴的某一截平面上,刀具沿刀轴方向的半径变化公式为:
[0107][0108]
其中,r(z)为沿刀轴方向不同高度处半径,l1为刀柄长度,l2,l3,l4为热缩刀柄各部分处的长度,r1和r2分别为环形铣刀的底面圆角径和刀具半径,r3,r4,r5为热缩刀柄各部分处对应的半径值;
[0109]
对于接头类深腔曲面,将曲面按一定精度要求离散成点云,对点云中的每个点,判断点是否落在刀具曲面内部,若点云中至少有一个点在刀具内部,则认为刀具和工件曲面干涉,否则认为不干涉;
[0110]
如图7所示,对于深腔曲面点云数据任意点p,设p
′
为点p在刀轴上的投影,则p
′
可以由下式表示:
[0111]
p'=o
t
+λ
·
ta
[0112]
其中,ta为刀轴矢量,λ为p
′
到刀具坐标系原点o
t
的距离系数;
[0113]
求得p
′
后,便可得到p投影与刀轴的z值坐标,将z值坐标带入刀具沿刀轴方向的半径变化公式中,若z值不在刀具沿刀轴方向的半径变化公式范围内,则点位于刀具两端以外空间,此时点不在刀具曲面内部,不会发生干涉;若z值在刀具沿刀轴方向的半径变化公式范围内,将z值代入刀具沿刀轴方向的半径变化公式中计算,若|pp
′
|≥r(z),则点p位于刀具曲面外部,不发生干涉,反之发生干涉;
[0114]
改变刀轴矢量,使用上述步骤判断刀轴矢量是否会发生干涉,若不发生干涉,记录不发生干涉时的刀具姿态,构建无干涉刀具姿态可行域。
[0115]
考虑无颤振约束:获取刀具工件相交区域,构建动力学模型,采用全离散法构建稳定性图,确认考虑无颤振约束下的刀轴矢量可行域;
[0116]
考虑无颤振约束包括如下步骤:
[0117]
无颤振约束是接头类深腔曲面加工的急需解决的一个问题,本发明将基于刀具工件接触区域求取出稳定性姿态图,确定稳定性加工的刀具姿态可行域;
[0118]
如图8
‑
图11所示,为方便计算和便于集成到nx12.0中,本发明基于nx12.0二次开发,提取加工时每一刀位点处的刀具工件接触区域,并通过等式求出此刀位点处,每一切削微元的切入切出角;其中,φ
b
表示浸入角,xp
b
表示任意点p
b
的x坐标值,yp
b
表示任意点p
b
的y坐标值;
[0119]
对于某一刀位点处,通过nx12.0二次开发应用提取一次接触区域,即求取此刀位点处任意刀具姿态下的接触区域,可大大提升提取效率;
[0120]
获得接触区域后,结合通用铣刀切削模型和全离散法求取姿态稳定性图,获得稳
定性加工的刀具姿态可行域。
[0121]
确定每一刀位点刀轴矢量可行域:将考虑机床限制约束、考虑无干涉约束、考虑无颤振约束求得的刀轴矢量可行域进行求交,得到每一刀位点处的实际刀轴矢量可行域;
[0122]
最短路径优化、输出优化刀路:基于dijkstra最短路径光顺的方法从刀轴矢量可行域中确定每一刀位点对应的刀轴矢量,生成刀位文件,根据实际机床选择相应的后处理生成并输出最终优化后刀路;
[0123]
最短路径优化、输出优化刀路包括如下步骤:
[0124]
获得每一刀位点处基于机床限制、无干涉约束和无颤振约束的刀轴矢量可行域后,输出优化后的刀具路径需确认每一刀位点对应的确切刀轴矢量;
[0125]
如图12所示显示了某一条刀路上每一刀位点处的最终可行域范围,本发明基于dijkstra最短路径光顺的方法确定每一刀位点对应的刀轴矢量,输出优化后刀位文件;
[0126]
如图13所示,根据实际机床选择相应的后处理生成并输出最终优化后刀路。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1