信息处理方法、信息处理装置和记录介质与流程
1.本公开涉及与工具的路径相关的信息处理。
背景技术:
2.已知一种机械加工(machining)支持系统,该系统支持通过数控(numerical control)机械加工装置
─
nc机械加工装置
─
将工件(workpiece)机械加工成产品。日本专利特许公开no.2008-269501公开了:机械加工nc数据生成工具应用基于工件和产品的形状信息以及由机械加工过程设计工具应用设计的包括工具类型的机械加工过程来生成机械加工nc数据。此外,日本专利特许公开no.2008-269501公开了:在客户端终端上显示用于初始输入命令的每个计算机辅助的制造应用
─
cam应用
─
的执行状况。
3.日本专利特许公开no.2008-269501公开了:机械加工nc数据生成工具应用的处理比其它cam应用的处理花费更长的处理时间。在使用多个工具将工件处理成产品的情况下,需要更长的时间来生成全部多个工具的机械加工nc数据。当在长时间之后发现故障时,浪费了等待时间并且延长了交货时间。
技术实现要素:
4.根据本发明的第一方面,一种信息处理方法包括:准备第一数据,该第一数据包含工件的信息、产品的信息和用于对工件进行机械加工以制造产品的多个工具的信息。信息处理方法包括:指示用于通过使用第一数据来生成第二数据的作业。第二数据包含所述多个工具的各自的路径的信息。信息处理方法包括:在指示作业之后在显示部上显示作业的信息处理的状况。所述显示包括:在显示部上显示计算由包括在多个工具中的第一工具形成的机械加工的形状的第一信息处理的状况以及在第一信息处理之后执行的计算第一工具的路径的第二信息处理的状况。
5.根据本发明的第二方面,一种信息处理装置包括处理器。处理器被配置成执行准备第一数据的处理,该第一数据包含工件的信息、产品的信息和用于对工件进行机械加工以制造产品的多个工具的信息。处理器被配置成执行指示用于通过使用第一数据来生成第二数据的作业的处理。第二数据包含多个工具的各自的路径的信息。处理器被配置成执行在指示作业之后在显示部上显示作业的信息处理的状况的处理。所述显示的处理包括:在显示部上显示计算由包括在所述多个工具中的第一工具形成的机械加工的形状的第一信息处理的状况以及在第一信息处理之后执行的计算第一工具的路径的第二信息处理的状况。
6.根据本发明的第三方面,一种信息处理方法包括取得第一数据,该第一数据包含工件的信息、产品的信息和用于通过对工件进行机械加工来制造产品的多个工具的信息。信息处理方法包括通过使用第一数据来生成第二数据。第二数据包含所述多个工具的各自的路径的信息。所述生成第二数据包括:执行计算由包括在所述多个工具中的第一工具形成的机械加工的形状的第一信息处理以及在第一信息处理之后执行的计算第一工具的路
径的第二信息处理。
7.本发明的另外的特征将通过以下参考附图对示例性实施例的描述而变得清楚。
附图说明
8.图1是图示出包括根据实施例的信息处理装置的系统的示例的说明图。
9.图2是用于描述根据实施例的信息处理装置和服务器的功能的框图。
10.图3是图示出根据实施例的信息处理方法的流程图。
11.图4是图示出根据实施例的信息处理方法的流程图。
12.图5a是根据实施例的三维模型的示意图。
13.图5b是根据实施例的界面图像的示例的说明图。
14.图6是根据实施例的界面图像的说明图。
15.图7a是指示出比较示例的工具路径生成的时间表的gantt图表。
16.图7b是指示出根据实施例的工具路径生成的时间表的gantt图表。
17.图8是根据实施例的工具路径生成的说明图。
18.图9a是根据实施例的逆偏移方法的说明图。
19.图9b是根据实施例的逆偏移方法的说明图。
20.图9c是根据实施例的逆偏移方法的说明图。
21.图10a是根据实施例的界面图像的示例的说明图。
22.图10b是根据实施例的界面图像的示例的说明图。
23.图10c是根据实施例的界面图像的示例的说明图。
24.图10d是根据实施例的界面图像的示例的说明图。
25.图11a是根据实施例的界面图像的示例的说明图。
26.图11b是根据实施例的界面图像的示例的说明图。
27.图11c是根据实施例的界面图像的示例的说明图。
28.图12a是根据实施例的界面图像的示例的说明图。
29.图12b是根据实施例的界面图像的示例的说明图。
30.图13a是图示出根据实施例的放电机械加工的仿真结果的示例的示意图。
31.图13b是图示出根据实施例的放电机械加工的仿真结果的示例的示意图。
具体实施方式
32.下面将参考附图详细描述本发明的实施例。
33.图1是图示出包括根据实施例的信息处理装置300的系统1000的示例的说明图。系统1000是客户端-服务器系统。信息处理装置300至少包括处理器。信息处理装置300是由计算机构成的客户端个人计算机
─
客户端pc。信息处理装置300经由路由器1101、网络1100和路由器1102连接到多个服务器3,使得可以在它们之间传送数据。要注意的是,存储装置916连接到多个服务器3。服务器3各自是由计算机构成的计算服务器,并且存储装置916是数据服务器。
34.信息处理装置300包括用作显示部的示例的显示设备302和用作输入部的示例的输入设备303。显示设备302的示例包括信息处理装置300中包括的图形板、连接到图形板的
显示设备等,并且能够显示用作用户界面的界面图像。显示设备302可以具有单显示器配置或多显示器配置。输入设备303例如由键盘、鼠标等构成,并从用户接收输入。用户能够通过操作输入设备303将输入信息输入到信息处理装置300。要注意的是,显示部和输入部也可以由触摸面板构成,用户可以通过在画面上进行触摸来在触摸面板上执行输入操作。
35.此外,信息处理装置300包括中央处理单元cpu 311,其用作能够执行信息处理的处理器。此外,信息处理装置300包括只读存储器rom 312、随机存取存储器ram 313和硬盘驱动器hdd 314作为存储部。此外,信息处理装置300包括记录盘驱动器315和通信模块316。cpu 311、rom 312、ram 313、hdd 314、记录盘驱动器315、通信模块316、显示设备302和输入设备303通过总线310互连。
36.rom 312是非瞬态存储设备。rom 312存储在启动计算机时由cpu 311加载的基本程序。ram 313是用于cpu 311的算术处理的瞬态存储设备。hdd 314是内部存储装置的示例,并且是存储诸如cpu 311的算术处理的结果之类的各种数据的非瞬态存储设备。在本实施例中,hdd 314存储程序350和计算机辅助的设计软件
─
cad软件
─
360。即,程序350和cad软件360被安装在信息处理装置300中。程序350是应用软件。cpu 311通过执行程序350来执行稍后将描述的处理。此外,cpu 311可以通过执行cad软件360来基于来自用户的输入信息生成cad数据,并且在显示设备302上显示与cad数据对应的图像。信息处理装置300是其中程序350可以由处理器(即,cpu 311)执行的计算机。显示设备302、输入设备303、通信模块316等不是必须被包括在信息处理装置300中,而是可以与信息处理装置300分开提供并从外部附接到它。
37.记录盘驱动器315能够读取记录在记录盘340中的各种数据、程序等。通信模块316例如是局域网lan模块,并且能够通过经由有线通信或无线通信与路由器1101通信来与服务器3通信。
38.要注意的是,在本实施例中,hdd 314是可以由计算机的处理器读取的非瞬态记录介质,并且存储程序350。但是,配置不限于此。程序350可以记录在任何记录介质中,只要该记录介质是可以由计算机的处理器读取的非瞬态记录介质即可。用于将程序350供给计算机的记录介质的示例包括软盘、光盘、磁光盘、磁带和非易失性存储器。
39.路由器1101连接到存储设备14和机械加工装置17。因此,信息处理装置300能够与存储设备14和机械加工装置17进行数据通信。机械加工装置17包括加工机器171和直接数控
─
dnc
─
设备172。加工机器171附接有多个工具。dnc设备172基于nc数据控制加工机器171,并且因此加工机器171加工工件以制造产品。
40.在本实施例中,将描述由机械加工装置17制造电极的示例,该电极用于通过金属工件的放电机械加工来制造模具。即,在本实施例中,以通过加工机器171加工工件而制造的产品是电极的情况为例进行描述。为了制造模具需要多个电极。
41.图2是用于描述根据实施例的信息处理装置300和服务器3的功能的框图。为了便于描述,图2仅图示出多个服务器3中的一个。图1的cpu 311执行程序350,因此用作图2的接口部4和传送部13。接口部4包括设置部5、显示控制器6和指示部7的功能。服务器3包括通信模块911、路径计算模块11和仿真模块12。即,用作路径计算模块11的程序和用作仿真模块12的程序安装在多个服务器3的每个中。
42.图3和图4各自是图示出根据实施例的信息处理方法的流程图。图3图示出指示出
信息处理装置300的处理过程的流程图,图4图示出指示出服务器3的处理过程的流程图。以下,以要由机械加工装置17制造的多个产品是四个电极的情况为例进行描述。通过执行程序350,信息处理装置300的cpu 311用作设置部5、显示控制器6、指示部7和传送部13,并执行图3中所示的信息处理方法的每个步骤。
43.图5a是根据实施例的三维模型的示意图。图5a图示出与构成模具的零件(piece)对应的零件模型140,以及与用于通过放电机械加工形成零件的四个电极对应的四个电极模型141至144。模型140至144分别与和工件对应的工件模型130至134相关联。模型130至134和140至144包含由cad软件360生成的cad数据(形状数据)的三维模型和材料信息。
44.图5b是根据实施例的界面图像i1的示例的说明图。在此,例如,工件模型131是第一工件的模型,并且工件模型132是第二工件的模型。此外,电极模型141是用作第一产品的第一电极的模型,并且电极模型142是用作第二产品的第二电极的模型。
45.首先,在步骤s101中,显示控制器6在显示设备302上显示用作用户界面的界面图像i1。
46.界面图像i1包含可以由用户操作的执行按钮147、可以由用户操作的树显示区域148和可以由用户操作的模型显示区域149。界面图像i1作为一个窗口显示在显示设备302上。要注意的是,显示控制器6可以使用cad软件360的功能来显示界面图像i1。
47.显示控制器6在树显示区域148中显示与零件对应的“零件a”以及与四个电极对应的“电极a”、“电极b”、“电极c”和“电极d”的树。“零件a”是父节点。“零件a”被指派有四个子节点“电极a”、“电极b”、“电极c”和“电极d”。此外,显示控制器6在模型显示区域149中显示与模型140至144对应的图像160至164。
[0048]“电极a”至“电极d”分别与电极模型141至144相关联。在显示区域中,“电极a”指电极模型141,“电极b”指电极模型142,“电极c”指电极模型143,并且“电极d”指电极模型144。模型显示区域149中的图像161至164分别与电极模型141至144相关联。
[0049]
在步骤s102中,设置部5接收来自用户的对界面图像i1的操作。例如当用户在树显示区域148中操作“电极a”时,设置部5将对应的电极模型141设置为加载候选。此外,例如当用户在树显示区域148中操作“零件a”时,设置部5将四个电极模型141至144设置为加载候选。此外,例如当用户在模型显示区域149中操作图像161时,设置部5将对应的电极模型141设置为加载候选。此外,例如当用户在模型显示区域149中操作图像160时,设置部5将四个电极模型141至144设置为加载候选。如上所述,用户可以一边看界面图像i1一边选择要制造的电极,从而提高用户的操作效率。此外,由于仅通过用户选择“零件a”或与零件模型140对应的图像160来选择所有电极模型141至144,因此提高了用户的操作效率。
[0050]
在用户未操作执行按钮147的情况下,即,在步骤s103的结果为“否”的情况下,设置部5维持用于选择加载候选的待机状态。在用户操作了执行按钮147的情况下,即,在步骤s103的结果为“是”的情况下,在步骤s104中设置部5从cad软件360加载包含被设置为加载候选的电极模型和与电极模型对应的工件模型的数据。加载的电极模型用作电极的信息,即,产品的信息。此外,加载的工件模型用作工件的信息。
[0051]
要注意的是,虽然已经提到设置部5从cad软件360加载这些数据,但是配置不限于此。例如,设置部5可以从内部存储装置或外部存储装置、或者经由网络从外部设备加载这些数据。此外,虽然设置部5在操作执行按钮147的情况下开始数据加载操作,但是配置不限
于此。例如,每次由用户操作树显示区域148或模型显示区域149的特定部分时,可以开始对应数据的加载操作。
[0052]
以下将以设置部5加载四个电极模型141至144和与它们对应的四个工件模型131至134的情况为例进行描述。在步骤s105中,基于各个加载的电极模型141至144,设置部5通过参考预设数据来自动选择与电极模型141至144对应的各个机械加工模式。设置部5在这个步骤s105中参考的数据是由操作者通过执行机械加工测试并调节工具的类型、工具的移动速度、旋转速度、机械加工类型等、等等而预先生成的数据。
[0053]
机械加工模式包含用于通过机械加工对应工件来制造对应电极的多个工具的信息、每个工具的机械加工类型的信息以及每个工具的机械加工条件的信息。工具的信息是在加工机器171中设置的工具的信息,并且包含诸如钻头或立铣刀之类的工具的类型、工具的直径和工具的长度。机械加工类型的信息是指示粗轮廓机械加工、精加工轮廓机械加工、面机械加工等的工具路径的类型的信息。机械加工条件信息是包含工具的移动速度和旋转速度的信息。
[0054]
图6是根据实施例的界面图像i2的示例的说明图。在步骤s106中,显示控制器6显示用作用户界面的界面图像i2。界面图像i2包含文本框151、浏览按钮152、表格153和执行按钮156。界面图像i2作为单个窗口显示在显示设备302上。
[0055]
在图6中,在表格153中,用作要制造的产品的电极的名称(例如,电极a、电极b、电极c和电极d)以及与各个电极对应的机械加工模式pa至pd的选择结果被显示为列表。表格153包含多个项154、155和157。在项154中,显示产品名称。在项155中,显示机械加工模式名称。在项157中,显示构成机械加工模式的多个子模式的子模式名称。
[0056]
电极a至d分别与机械加工模式pa至pd对应。机械加工模式pa至pd各自包含多个工具的信息。例如,将描述与电极a对应的机械加工模式pa包含四个工具的信息的情况。机械加工模式pa至pd各自包含多个子模式a、b、c...。子模式a、b、c...各自包含一个工具的信息、对应工具的机械加工类型的信息、以及对应工具的机械加工条件的信息。因此,作为包含多个子模式的结果,机械加工模式pa至pd各自包含多个工具的信息、多个工具中的每个工具的机械加工类型的信息、以及多个工具中的每个工具的机械加工条件的信息。
[0057]
各个工具的信息分别与显示的名称t1、t2、t3...相关联。即,名称t1、t2、t3...是关于各个工具的信息。各个机械加工类型的信息与显示的名称p1、p2、p3...相关联。即,名称p1、p2、p3...是关于各个机械加工类型的信息。各个机械加工条件的信息与显示的名称c1、c2...相关联。即,名称c1、c2...是关于各个机械加工条件的信息。因此,用户可以通过查看表格153中显示的名称来识别关于多个工具的信息、关于机械加工类型的信息、以及关于电极a至d中的每个的机械加工条件的信息。
[0058]
用于制造电极a至d中的每个的多个工具按照子模式a、b、c...的次序被使用。即,子模式a、b、c...的次序是表示多个工具的使用次序的信息。可替代地,外部文件描述为了名称集合
─
诸如t1、t2、t3...、p1、p2、p3...、或c1、c2...
─
预先确定的工具的使用次序,并且工具的使用次序可以根据在外部文件中描述的名称和所显示的名称来确定。
[0059]
在步骤s107中,设置部5接收用户对界面图像i2的操作。在表格153中,机械加工模式pa至pd中的每个的子模式a、b、c...的信息(数据)可以通过用户改变表格153中的名称来改变。可以通过用户从显示的列表中进行选择或通过由用户输入的文本来进行改变。当用
户在表格153中改变子模式的名称时,设置部5将子模式的信息改变为与名称已被改变的名称对应的信息。例如,在对于与电极a对应的子模式b、名称p2已被用户改变为名称p3的情况下,设置部5在机械加工模式pa中将机械加工类型的信息改变为与名称p3对应的信息。要注意的是,在表格153中,用户可以手动选择新电极以及与新电极对应的新机械加工模式。通过在界面图像i2中显示表格153,不需要针对每个产品打开不同的界面图像,并且对于操作者查看、改变或重新生成机械加工模式来说变得更容易。
[0060]
文本框151是用于指定其中存储包含这些机械加工模式的输入数据的文件夹的框。浏览按钮152是用于显示文件夹的树的按钮。在用户未操作执行按钮156的情况下,即,在步骤s108的结果为“否”的情况下,设置部5维持用于改变或新生成表格153的待机状态。
[0061]
在用户操作执行按钮156的情况下,即,在步骤s108的结果为“是”的情况下,在步骤s109中,设置部5将包含电极模型、工件模型以及机械加工模式的数据作为输入数据存储在界面图像i2中指定的文件夹中。作为上述步骤s101至s109的处理的结果,输入数据被准备好。要注意的是,该文件夹例如是hdd 314中的文件夹。
[0062]
即,设置部5准备好包含工件模型131、电极模型141和机械加工模式pa的第一数据作为输入数据d11。设置部5准备好包含工件模型132、电极模型142和机械加工模式pb的第三数据作为输入数据d12。设置部5准备好包含工件模型133、电极模型143和机械加工模式pc的第五数据作为输入数据d13。设置部5准备好包含工件模型134、电极模型144和机械加工模式pd的第七数据作为输入数据d14。
[0063]
接下来,在步骤s110中,指示部7将与多条输入数据d11至d14对应的多个作业j1至j4与多条输入数据d11至d14一起发送到服务器3,并因此指示服务器3执行多个作业j1至j4。
[0064]
作业j1用作第一作业,作业j2用作第二作业,作业j3用作第三作业,并且作业j4用作第四作业。作业j1是用于通过使用输入数据d11生成作为第二数据的nc数据d21的作业,并且与电极a对应。作业j2是用于通过使用输入数据d12生成作为第四数据的nc数据d22的作业,并且与电极b对应。作业j3是用于通过使用输入数据d13生成作为第六数据的nc数据d23的作业,并且与电极c对应。作业j4是用于通过使用输入数据d14生成作为第八数据的nc数据d23的作业,并且与电极d对应。
[0065]
这些输入数据d11至d14和作业j1至j4通过诸如用户操作执行按钮156之类的来自用户的一个操作经由网络1100被共同发送到服务器3。作为其结果,用户无需针对多个电极的每个单独打开界面图像,可以一次将多个作业j1至j4的指示发送到服务器3,因此用户的操作效率提高。此外,服务器3可以连续计算工具的路径,从而提高服务器3的工作效率。因此,缩短了交货时间。
[0066]
在服务器3中生成的nc数据d21至d24各自包含与其对应的多个工具中的每个工具的路径的信息(数据)。例如,nc数据d21包含用于四个工具中的每个工具的路径信息(数据)。
[0067]
将描述已经接收到作业j1至j4的服务器3的处理。多个服务器3对接收到的作业j1至j4执行分布式处理。多个服务器3依次处理作业j1至j4。用于多个作业j1至j4中的每个作业的处理基本上相同。因此,将仅描述用于作业j1的处理,并且将省略用于作业j2至j4的处理的详细描述。
[0068]
如图4中所示,在未接收到来自信息处理设备300的指示的情况下,即,在步骤s121的结果为“否”的情况下,服务器3处于针对指示的待机状态。在接收到来自信息处理装置300的指示的情况下,即,在步骤s121的结果为“是”的情况下,服务器3在步骤s122中取得输入数据,并在步骤s123中执行路径计算的处理。例如,在步骤s122中,服务器3从信息处理装置300取得作业j1和与作业j1对应的输入数据d11。然后,在步骤s123中,服务器3通过使用与作业j1对应的输入数据d11生成nc数据d21。如上所述,服务器3生成与作业j1对应的nc数据d21。
[0069]
首先,将详细描述用于比较示例的路径计算的信息处理。图7a是图示出比较示例的工具路径生成的时间表的gantt图表。在制造电极a需要多个步骤的情况下,在每个步骤中使用一个工具。在切割时,工具可以加工的区域依赖于工具的直径、工具的长度和工具的圆度而不同,并且未切割部分的形状也不同。在此,用于路径计算的工具是基于工具的信息的工具模型。
[0070]
如图7a中所示,在比较示例的路径计算中,在步骤s201中,生成与工件形状对应的第一工具的路径。接下来,在步骤s202中,基于第一工具的路径来仿真对工件形状的切割。作为其结果,根据工件形状来计算未切割部分的形状。接下来,在步骤s203中,生成与未切割部分的形状对应的第二工具的路径。接下来,在步骤s204中,基于第二工具的路径来仿真对未切割部分的形状的切割。如上所述,在步骤s203中的对于第二工具的路径计算直到在步骤s202中计算出未切割部分的形状为止才开始。因此,所有步骤的工具路径计算和未切割部分的形状计算都是串行计算,这要花时间来处理。特别地,步骤s201和s203的处理花费时间。
[0071]
图7b是图示出根据实施例的工具路径生成的时间表的gantt图表。图8是根据实施例的工具路径生成的说明图。图8图示出多个工具
─
即,四个工具模型
─
中的第一工具201、第二工具202和第三工具203。图8图示出工件模型131的形状、电极模型141的形状、作为由第一工具201形成的机械加工形状的未切割部分形状759、以及作为由第二工具202形成的机械加工形状的未切割部分形状769。
[0072]
在本实施例中,多个服务器3之一的路径计算模块11执行步骤s211,其中计算由第一工具201形成的切割形状,即,未切割部分形状759。工具201用作第一工具,并且步骤s211可以用作第一信息处理。在步骤s211中计算出的未切割部分形状759与在步骤s201中基于路径计算的结果计算出的未切割部分形状不同,并且可以通过如日本专利特许公开no.2001-242919中公开的需要较少计算负荷的逆偏移法来计算。对于未切割部分形状759的计算,可以使用工件
─
即,工件模型131
─
的形状的信息、工具201的信息、以及最终产品
─
即,电极模型141
─
的形状的信息。在步骤s211中计算出的未切割部分形状759的信息可以用于步骤s214,步骤s214用于计算第二工具202的路径。接下来,在步骤s211之后,路径计算模块11执行步骤s212,步骤s212用于基于指示出工件形状的工件模型131计算工具201的路径。步骤s212可以用作第二信息处理。步骤s212与图7a的步骤s201对应。要注意的是,在步骤s211中计算出的未切割部分形状759的信息不是必须用于用以计算第一工具201的路径的步骤s212。
[0073]
在本实施例中,多个服务器3中的另一个的路径计算模块11执行步骤s214,在步骤s214中基于通过步骤s211的计算而取得的未切割部分形状759来计算第二工具202的路径。
第二工具202是在第一工具201的机械加工之后使用的工具。第二工具202用作第二工具,并且步骤s214可以用作第三信息处理。步骤s214与图7a的步骤s203对应。对于用于计算第二工具202的路径的步骤s214,使用第二工具202开始机械加工时的工件的形状信息。未切割部分形状759与第一工具201机械加工结束时的工件形状对应,并且还与第二工具202机械加工开始时的工件形状对应。因此,如果在步骤s211中取得未切割部分形状759,那么可以执行用于计算第二工具202的路径的步骤s214。如从图7b可以看出的,步骤s212和s214可以由多个服务器3并行执行。
[0074]
路径计算模块11在步骤s211和s214之间
─
即,在步骤s211的结束定时t
s2
和步骤s214的开始定时t
s4
之间
─
的时段内执行用于计算由第二工具202形成的机械加工形状
─
即,未切割部分形状769
─
的步骤s213。步骤s213可以用作第四信息处理。在步骤s213中计算出的未切割部分形状769也可以通过计算量小的逆偏移法来计算。对于未切割部分形状769的计算,可以使用工件的形状
─
即,在步骤s211中计算出的未切割部分形状759
─
的信息、工具201的信息、以及最终产品
─
即,电极模型141
─
的形状的信息。在步骤s213中计算出的未切割部分形状769的信息可以用于步骤s216,步骤s216用于计算第三工具203的路径。在用于计算第三工具203的路径的步骤s216中,使用第三工具203开始机械加工时的工件的形状的信息。未切割部分形状769对应于第二工具202机械加工结束时的工件形状,并且还与第三工具203机械加工开始时的工件形状对应。因此,当在步骤s212中取得未切割部分形状769时,可以执行用于计算第三工具203的路径的步骤s216。在步骤s213中计算的未切割部分形状769不是必须用于计算第二工具202的路径的步骤s214。从图7b可以看出,步骤s212、s214和s216可以由多个服务器3并行执行。要注意的是,在诸如3轴机械加工之类的相对简单的机械加工的情况下,也可以使用工件模型131代替步骤s213中的未切割部分形状759来计算由第二工具202形成的未切割部分形状769。在这种情况下,步骤s213中由第二工具202形成的未切割部分形状769的计算可以在步骤s211中的对由前一工具
─
即,第一工具201
─
形成的未切割部分形状759的计算之前开始,并且例如,步骤s211和s213可以并行执行。在诸如4轴机械加工或5轴机械加工之类的相对复杂的机械加工的情况下,步骤s213中的由下一个工具
─
即,第二工具202
─
形成的未切割部分形状769的计算可以通过使用由前一工具
─
即,第一工具201
─
形成的未切割部分形状759来执行。即,在步骤s211之后执行步骤s213。
[0075]
如上所述,根据本实施例,由于在步骤s211中通过逆偏移法计算未切割部分形状759,因此可以在工具201的路径计算完成之前在步骤s214中通过使用未切割部分形状759来执行工具202的路径计算。由于可以如上所述执行并行计算,因此可以高效地执行计算,从而可以缩短计算时间,并且可以缩短交货时间。此外,在步骤s211中取得未切割部分形状759之后,可以在下一步骤s213中立即取得未切割部分形状769。因此,步骤s213可以与步骤s212的详细路径计算并行执行,从而可以缩短计算时间,并且缩短交货时间。上面已经描述了第一工具和第二工具,并且这同样适用于第三工具和第四工具。要注意的是,被描述为由多个处理器(服务器)并行执行的计算可以由一个处理器顺序地或并行地执行。
[0076]
图9a至图9c是根据实施例的逆偏移方法的说明图。如图9a中所示,工具模型610包含主体形状601和支架形状602。路径计算模块11通过使用产品模型600和工具模型610来生成未切割部分形状。首先,路径计算模块11计算与工具模型610对应的逆工具模型650。接下
来,如图9b中所示,路径计算模块11以扫描方式移动逆工具模型650,使得逆工具模型650的中心点605始终与产品模型600的表面重合,并且取得由逆工具模型650的最外周表面绘制的轨迹606。接下来,如图9c中所示,路径计算模块11以扫描方式移动工具模型610,使得工具模型610的中心点603始终与轨迹606重合。然后,路径计算模块11将作为由工具模型610的前端绘制的轨迹与产品模型600之间的差的区域设置为未切割部分形状607。第二个以及以后的未切割部分形状可以通过对诸如产品模型之类的在前的未切割部分形状应用逆偏移法来取得。此外,对于第二个以及以后的工具,可以通过对产品模型600使用逆偏移方法取得临时的未切割部分形状,并且由前一工具形成的未切割部分形状与临时的未切割部分形状重叠的部可以被设置为未切割部分形状。要注意的是,如上所述,在通过使用工件模型131而不是由紧接在关注的工具之前的工具形成的未切割部分形状来计算由第二个以及以后的工具形成的未切割部分形状的情况下,优选的是支架形状602被设置为对于工具是相同的。虽然上面已经描述了计算未切割部分形状的示例,但是用于计算未切割部分形状的方法不限于逆偏移方法,只要该方法不使用工具路径即可。此外,工具模型610可以预先存储在服务器3中的数据库中,或者可以作为工具信息被包含在输入数据d11至d14中并且从信息处理装置300被发送到服务器3。
[0077]
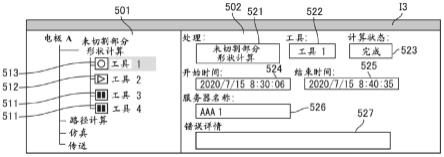
在此,在指示部7已经在步骤s110中发送了执行作业j1至j4的指示之后,在步骤s111中信息处理装置300的显示控制器6在显示设备302上显示作业j1至j4中的每个的处理状况作为界面图像。图10a至图10d和图11a至图11c是根据实施例的界面图像i3的示例的说明图。图10a至图10d和11a至图11c中所示的界面图像i3在对作业j1至j4的指示之后显示在显示设备302上。另外,在图10a至图10d和图11a至图11c中所示的界面图像i3中,显示多个作业j1至j4当中的作业j1的处理状况。如图10a至图10d和图11a至图11c中所示,显示控制器6根据作业j1的处理状况在显示设备302上显示界面图像i3。即,界面图像i3根据服务器3的处理状况而改变,因此在图10a至图10d和图11a至图11c中作为示例示出。
[0078]
服务器3以预定时间间隔将指示处理状况的数据发送到信息处理装置300。显示控制器6基于从服务器3接收到的指示处理状况的数据来更新界面图像i3。因此,服务器3的处理状况几乎实时地显示在界面图像i3中,因此用户可以几乎实时地识别服务器3的处理状况。处理状况包括每个服务器3的路径计算模块11中的计算状况和错误状况、仿真模块12中的计算状况和错误状况等。在信息处理装置300中,已经接收到的各种状况显示在界面图像i3中。
[0079]
要注意的是,在服务器3的路径计算模块11中发生的错误的示例包括差异集合操作的失败和输入数据中包含的模型表面的缺失。此外,在服务器3的仿真模块12中发生的错误的示例包括工具模型的柄部、支架或主轴与工件模型的干涉。此外,在服务器3的仿真模块12中发生的错误的示例包括切割不足错误和切割过多错误。切割不足错误和切割过多错误与以下情况对应:其中,通过从工件模型减去其中工具模型根据路径信息以扫描方式相对于工件模型移动的部分而取得的模型表面与产品的模型表面之间的在预定方向上的差异等于或大于阈值。
[0080]
界面图像i3包含树显示区域501,以及显示与在树显示区域501中选择的节点对应的处理状况的详细信息的详情显示区域502。当用户在树显示区域501中选择作为父节点的“电极a”时,显示控制器6展开并显示作为从“电极a”分支出来的子节点的“未切割部分形状
计算”、“路径计算”、“仿真”、“传送”等。
[0081]
当用户选择“未切割部分形状计算”时,显示控制器6显示“工具1”、“工具2”、“工具3”和“工具4”,它们是从“未切割部分形状计算”分支出来的孙节点,并且显示指示出对应处理的状况的图像。在显示的画面中,“工具1”表示最先使用的第一个工具,“工具2”表示在第一个工具之后使用的第二个工具,“工具3”表示在第二个工具之后使用的第三个工具,“工具4”表示在第三个工具之后使用的第四个工具。用于机械加工一个产品的多个工具将被视为一系列工具。多个工具
─
一系列工具
─
与第一多个工具对应。对于从“未切割部分形状计算”分支出来的“工具1”、“工具2”、“工具3”和“工具4”中的每个,由图标图像511至514之一指示在服务器3中的对应工具的未切割部分形状的计算状况。当用户选择“路径计算”时,显示控制器6显示“工具1”、“工具2”、“工具3”和“工具4”,它们是从“路径计算”分支出来的孙节点,并且显示指示出对应处理的状况的图像。对于从“路径计算”分支出来的“工具1”、“工具2”、“工具3”和“工具4”中的每个,由图标图像511至514之一指示在服务器3中的对应工具的路径的计算状况。在此,包含两个竖条的图标图像511指示“未计算”,包含三角形的图标图像512指示“正在计算”,包含圆圈的图标图像513指示“计算完成”,并且包含x标记的图标图像514指示错误。通过在树显示区域501中以树的形式分层地显示服务器3的处理状况,用户可以容易地掌握被指示给服务器3的作业的处理状况。例如,在图10d中所示的界面图像i3中,从两个图标图像512可以容易地看出,第二工具的路径计算(图7b中的步骤s214)和第三工具的路径计算(图7b中的步骤s216)并行执行。例如,在图11b中所示的界面图像i3中,从两个图标图像512可以容易地看出,第一工具的路径计算(图7b中的步骤s212)和第二工具的路径计算(图7b中的步骤s214)并行执行。要注意的是,即使在树显示区域501中没有显示图标图像511至514,也可以通过检查工具的详情显示区域502中每个工具的处理的计算状况来识别多个工具的路径计算是并行执行的事实。但是,通过在界面图像i3中显示多个图标图像的状况,更容易掌握多个工具的处理的状况。
[0082]
当用户在树显示区域501中选择“工具1”、“工具2”、“工具3”和“工具4”中的任一个时,显示控制器6在详情显示区域502中显示对应的详细信息。详情显示区域502显示多个框521至527。框521至527各自将详细信息显示为用户容易识别的图像,例如字符串图像。在框521中,显示指示出处理的字符串图像,使得可以容易地理解是正在计算未切割部分形状还是正在计算路径。在框522中,显示指派给工具的字符串图像,使得可以理解处理与多个工具中的哪一个对应。在框523中,显示指示出服务器3中的对应计算的状况的字符串图像。在框524中,显示指示出对应计算的开始时间的图像,并且在框525中,显示指示出对应计算的结束时间的图像。在框526中,正在执行或已经执行对应计算的服务器3的名称被显示为字符串图像。在框526中,在对应的计算中发生错误的情况下,显示与错误对应的图像,例如错误代码图像。
[0083]
如图10a和图10b中所示,在用户选择了从“未切割部分形状计算”分支出来的“工具1”的情况下,显示控制器6在详情显示区域502中显示服务器3中的图7b的步骤s211的状况。在步骤s211中未正常完成未切割部分形状的计算的情况下,服务器3的路径计算模块11向信息处理装置300通知错误信息。当在步骤s211中已发生错误时,显示控制器6将树显示区域501中的图标图像514和详情显示区域502的框527中的错误代码显示为与错误对应的图像,如图10b中所示。因此,在用作机械加工形状的未切割部分形状的计算处理发生错误
的情况下,用户可以在工具的路径计算之前通过看界面图像i3来识别错误。如上所述,可以在早期阶段识别出错误,因此可以快速执行之后的输入数据d11的校正操作,从而可以缩短交货时间。
[0084]
此外,如图10c和图10d中所示,在用户已经选择了从“路径计算”分支出来的“工具1”的情况下,显示控制器6在详情显示区域502中显示服务器3中的图7b的步骤s212的状况。在步骤s212中路径的计算没有正常完成的情况下,服务器3的路径计算模块11向信息处理装置300通知错误信息。当在步骤s212中发生错误时,显示控制器6将树显示区域501中的图标图像514和详情显示区域502的框527中的错误代码显示为与错误对应的图像,如图10d中所示。因此,在工具的路径计算的计算过程中发生错误的情况下,用户可以通过看界面图像i3来识别错误。如上所述,可以在早期阶段识别出错误,因此可以快速执行之后的输入数据d11的校正操作,从而可以缩短交货时间。
[0085]
类似地,如图11a中所示,在用户已经选择了从“未切割部分形状计算”分支出来的“工具2”的情况下,显示控制器6在详情显示区域502中显示服务器3中的图7b的步骤s213的状况。
[0086]
类似地,如图11b和图11c所示,在用户已经选择了从“路径计算”分支出来的“工具2”的情况下,显示控制器6在详情显示区域502中显示服务器3中的图7b的步骤s214的状况。在步骤s214中路径的计算没有正常完成的情况下,服务器3的路径计算模块11向信息处理装置300通知错误信息。当在步骤s214中发生错误时,显示控制器6将树显示区域501中的图标图像514和详情显示区域502的框527中的错误代码显示为与错误对应的图像,如图11c中所示。因此,在工具的路径计算的计算过程中发生错误的情况下,用户可以通过看界面图像i3来识别错误。如上所述,在并行处理的情况下,可以在早期阶段识别出错误,因此可以快速执行之后的输入数据d12的校正操作,因此可以缩短交货时间。
[0087]
因此,用户可以根据处理的内容和错误的内容采取诸如指示服务器3停止处理、校正输入数据或通知服务器3的管理员之类的措施。另外,由于用户可以识别处理状况,因此可以快速处理错误。由于处理状况在树显示区域501中显示为图标图像511至514,因此用户可以识别多个处理状况,因此可以采取快速响应动作。此外,显示控制器6在框526中显示服务器名称作为指示出服务器的信息。在用户向服务器3的管理员发送通知的情况下,可以通过将服务器名称与错误代码一起通知来采取更适当的响应动作。
[0088]
此外,例如,通过将界面图像i3中显示的错误的内容通知给服务器3的管理员,管理员可以快速地校正错误。因此,可以缩短从发生错误到校正错误的时间,并且可以避免交货时间的增加。
[0089]
此外,根据错误代码,用户可以更新安装在信息处理装置300中的程序350的版本。此外,根据错误代码,用户可以改变服务器3的路径计算模块11中所使用的逻辑计算的允许值,并且使路径计算模块11执行重新计算。
[0090]
此外,由于在服务器3中并行执行步骤s212和s214的处理的状况也显示在界面图像i3中,因此用户可以在界面图像i3中识别步骤s212和s214的状况。
[0091]
在执行用于与电极a对应的四个工具的路径计算之后,服务器3将四个工具的路径的信息(数据)作为nc数据d21存储在存储装置916中。然后,在步骤s124中,服务器3基于nc数据d21中包含的四个工具中的每个的路径信息来仿真切割。这个步骤s124的处理用作第
五信息处理。即,仿真模块12根据由路径计算模块11生成的nc数据d21进行机械加工的仿真试验。作为这个切割仿真的结果,可以自动检查干涉,从而可以提高操作效率。
[0092]
同时,在步骤s111中,信息处理装置300的显示控制器6在界面图像i3中显示服务器3的步骤s124的状况。图12a是根据实施例的界面图像i3的示例的说明图。
[0093]
在树显示区域501中用户选择了“仿真”的情况下,显示控制器6在详情显示区域502中显示服务器3中的步骤s124的仿真处理的状况,如图12a中所示。当在步骤s124的处理中发生错误时,显示控制器6将树显示区域501中的图标图像514和详情显示区域502的框527中的错误的内容显示为与错误对应的图像,如图12a中所示。
[0094]
在步骤s125中,服务器3在仿真处理之后将nc数据d21发送给信息处理装置300。
[0095]
另一方面,当在信息处理装置300中的步骤s111中在显示设备302上显示界面图像i3时,服务器3中的处理有时会因来自用户的指示或错误而停止。
[0096]
在步骤s112中,显示控制器6确定服务器3是否已经停止处理,并且在停止处理的情况下,即,在步骤s112的结果为“是”的情况下,处理结束。因此,用户可以根据错误改变电极模型141至144当中对应的电极模型,或者将错误的发生通知给服务器3的管理员。因此,用户可以快速处理错误。要注意的是,可以针对作业j1至j4中的每个,或者针对作业j1至j4中的每个中的每个工具,执行处理的停止。
[0097]
在未停止处理的情况下,即,在步骤s112的结果为“否”的情况下,显示控制器6在步骤s113中等待nc数据d21,并且在nc没有接收到数据d21,即在步骤s113的结果为否的情况下,返回步骤s112。
[0098]
在显示控制器6已经接收到nc数据d21的情况下,即,在步骤s113的结果为“是”的情况下,并且在路径计算或仿真中没有发生错误的情况下,即,在步骤s114的结果为“否”的情况下,传送部13在步骤s115中自动将nc数据d21传送到存储设备14或机械加工装置17。在此,数据传送的示例包括复制和移动数据。
[0099]
在路径计算或仿真中发生错误的情况下,即,在步骤s114的结果为“是”的情况下,在步骤s116中传送部13等待来自用户的关于是否传送数据的指示。因此,用户可以确定接收到的nc数据21是否有问题。在用户确定没有问题的情况下,用户可以向信息处理装置300输入传送nc数据d21的指示,并且在用户确定有问题的情况下,用户可以向信息处理装置300输入不传送nc数据d21的指示。在传送部13接收到传送数据的指示的情况下,即,在步骤s116的结果为“是”的情况下,在步骤s115中传送部13将nc数据d21传送到存储设备14或机械加工装置17。在传送部13已经接收到不传送数据的指示的情况下,即,在步骤s116的结果为“否”的情况下,传送部13结束处理而不传送nc数据d21。
[0100]
以上以服务器3执行作业j1的情况为例进行了描述。在本实施例中,由于服务器3接收到多个作业j1至j4,因此服务器3依次执行多个作业j1至j4。
[0101]
图12b是根据实施例的界面图像i3的示例的说明图。显示控制器6根据来自用户的操作在树显示区域501和界面图像i3的详情显示区域502中显示与电极b对应的作业j2的处理的状况,如图12b中所示。图12b中所示的“工具1”至“工具4”是用于电极b的机械加工的多个工具(一系列工具),并且与第二多个工具对应。
[0102]
要注意的是,服务器3可以根据服务器3的数量和处理性能并行处理作业j1至j4。以这种方式,服务器3在步骤s123中取得nc数据d21至d24,并且在步骤s124中基于nc数据
d21至d24中的每个执行切割的仿真。然后,服务器3在步骤s125中顺序地发送nc数据d21至d24,因此信息处理装置300顺序地从服务器3接收nc数据d21至d24,即,步骤s113的结果为“是”。
[0103]
在此,在步骤s124中,虽然已经描述了通过多个工具(工具模型)执行切割的仿真的情况,但是也可以通过使用经由切割的仿真而生成的电极模型来执行放电机械加工的仿真。图13a和图13b各自是图示出根据实施例的放电机械加工的仿真的结果的示意图。根据电极中的未切割部分的形状和位置,存在在放电机械加工中出现问题的情况和不出现问题的情况。图13a图示出通过放电机械加工仿真而形成的模具模型821,以及电极模型822。如图13a中所示,在电极模型822的轴的根部存在未切割部分823和824的情况下,要形成的模具模型821的形状几乎不受影响。但是,在图13b中,未切割部分825存在于电极模型822的轴的尖端部分,即,在执行放电机械加工的部分处,未切割部分825靠近模具模型821的表面,有可能影响要形成的模具模型821的形状。而且在这种情况下,可以在界面图像i3中显示错误,从而用户可以识别错误。
[0104]
如上所述,根据本实施例,用户可以一次发出与多个电极对应的输入数据d11至d14的指示。此外,在服务器3中,也可以对输入数据d11至d14的每个并行地执行路径计算。此外,用户可以在界面图像i3中几乎实时地检查服务器3中的计算。因此,可以缩短用户的操作时间和服务器3的计算时间,从而可以缩短交货时间。
[0105]
要注意的是,虽然在上述实施例中已经描述了通过在多个服务器3之间的分布式处理来执行路径计算和仿真的情况,但是配置不限于此。即使仅提供一个服务器3,只要服务器3能够进行多任务处理,本发明就可以应用。
[0106]
此外,虽然在上述实施例中已经描述了信息处理装置300向服务器3指示作业并且使服务器3执行工具的路径计算和仿真的情况,但是配置不限于对此。例如,信息处理装置300除了程序350的功能之外还可以具有路径计算功能和仿真功能。可替代地,例如,信息处理装置300除了程序350的功能之外还可以具有仿真功能,并且可以通过使用从服务器3接收到的nc数据来执行仿真。
[0107]
此外,虽然在上述实施例中已经描述了诸如对切割进行仿真之类的机械加工的情况,但本发明也可以适用于仿真被省略的情况。
[0108]
此外,虽然在上述实施例中已经描述了多个电极的情况,但是配置不限于此。本发明也可以应用于单个电极的情况。
[0109]
此外,虽然在上述实施例中以产品为电极的情况为例进行了描述,但不限于此,本发明可以适用于任意产品。
[0110]
此外,虽然在上述实施例中已经描述了信息处理装置300将nc数据经由诸如lan之类的网络发送到存储设备14或机械加工装置17的情况,但并不限于此。例如,也可以将nc数据从信息处理装置300复制或移动到诸如通用串行总线usb存储器之类的未图示出的存储装置,并且可以将存储在存储装置中的nc数据供给机械加工装置17。
[0111]
上述实施例可以在技术概念内适当地修改。此外,可以去除或替换实施例的部分内容。此外,可以将新内容添加到实施例。对于实施例的描述,第一工具被例示为第一工具201(工具1),并且第二工具被例示为第二工具202(工具2)。但是,第一工具可以是该系列工具中除最后一个工具之外的任意工具,并且第二工具可以是该系列工具中除了首先使用的
工具之外的任意工具,只要第二工具在第一工具之后(通常紧随其后)使用即可。另外,第一信息处理可以是用于计算由第一工具形成的未切割部分形状的处理,并且第二信息处理可以是用于计算第一工具的路径的处理。因此,第一信息处理和第二信息处理不限于第一工具201的处理,并且可以是与第二工具202或第三工具(工具3)相关的处理。类似地,第三信息处理可以是用于计算第二工具的路径的处理,并且第四信息处理可以是用于计算由第二工具形成的未切割部分形状的处理。因此,第三信息处理和第四信息处理不限于第二工具202的处理,并且可以是与第三工具203(工具3)或第四工具(工具4)相关的处理。
[0112]
要注意的是,本说明书的公开不限于在本说明书中明确描述的内容,并且包括可以从本说明书和本说明书所附的附图掌握的所有内容。此外,本说明书的公开内容包括在本说明书中描述的各个概念的互补集合。即,例如,如果在本说明书中包括“a是b”的描述,那么本说明书公开了“a不是b”的情况,即使省略了“a不是b”的描述。这是因为“a是b”的情况是基于考虑“a不是b”的情况来描述的。
[0113]
如上所述,根据本公开,可以提供有利于缩短交货时间的技术。
[0114]
其它实施例
[0115]
本发明的(一个或多个)实施例也可以由系统或装置的计算机实现,其中计算机读出并执行记录在存储介质(其也可以被更完整地称为“非瞬态计算机可读存储介质”)上的计算机可执行指令(例如,一个或多个程序)以执行上述一个或多个实施例的功能,和/或计算机包括用于执行上述一个或多个实施例的功能的一个或多个电路(例如,专用集成电路(asic)),并且由系统或装置的计算机通过例如从存储介质中读出并执行计算机可执行指令以便执行上述一个或多个实施例的功能和/或控制一个或多个电路执行上述一个或多个实施例的功能所执行的方法来实现。计算机可以包括一个或多个处理器(例如,中央处理单元(cpu)、微处理单元(mpu))并且可以包括独立计算机或独立处理器的网络来读出和执行计算机可执行指令。计算机可执行指令例如可以从网络或存储介质中提供给计算机。存储介质可以包括例如硬盘、随机存取存储器(ram)、只读存储器(rom)、分布式计算系统的存储装置、光盘(诸如压缩盘(cd)、数字多样化盘(dvd)或蓝光盘(bd)
tm
)、闪存设备、存储卡等等当中的一种或多种。
[0116]
其它实施例
[0117]
本发明的实施例还可以通过如下的方法来实现,即,通过网络或者各种存储介质将执行上述实施例的功能的软件(程序)提供给系统或装置,该系统或装置的计算机或是中央处理单元(cpu)、微处理单元(mpu)读出并执行程序的方法。
[0118]
虽然已经参考示例性实施例描述了本发明,但是应该理解的是,本发明不限于所公开的示例性实施例。以下权利要求的范围应赋予最广泛的解释,以涵盖所有此类修改以及等同的结构和功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1