一种基于视觉的激光加工分时校正系统及方法与流程
本申请涉及激光加工领域,具体而言,特别涉及一种基于视觉的激光加工分时校正方法。
背景技术:
1、现有的激光加工过程中,在外界条件的影响下,加工一段时间后会出现工艺偏差等问题,此时需要通过人工检测,确认加工是否按照原有的轨迹正常运行、已加工过的工件是否出现偏移。因此在大量工件进行加工时,需要对每个都进行人工检测,颇为繁琐且浪费大量时间,且人工检测并进行补偿的精度不准确。
2、因此,为了提高加工效率和加工精度,本发明通过视觉技术,在激光加工过程中,工件加工一段时间时发送暂停指令,从而再进行自动检测并校正,达到分时快速校正的目的,代替了现有工艺中人工进行检测,且能够提高检测的精度和效率。
3、在公布号cn103157909a中,提出了一种激光加工误差校正方法,主要包括设置一个标准件,并计算标准件的标准点距离与实际加工的标定点的距离得出补偿表,进行校正,此方法较为麻烦且较难实现,设置标准件大大浪费成本,而本专利设置加工时间和校准时间,对已加工的区域进行标定点搜索,且通过解析g代码即可得到标准坐标,通过上述分时校正方法进行校正可以大大提高校正效率。
技术实现思路
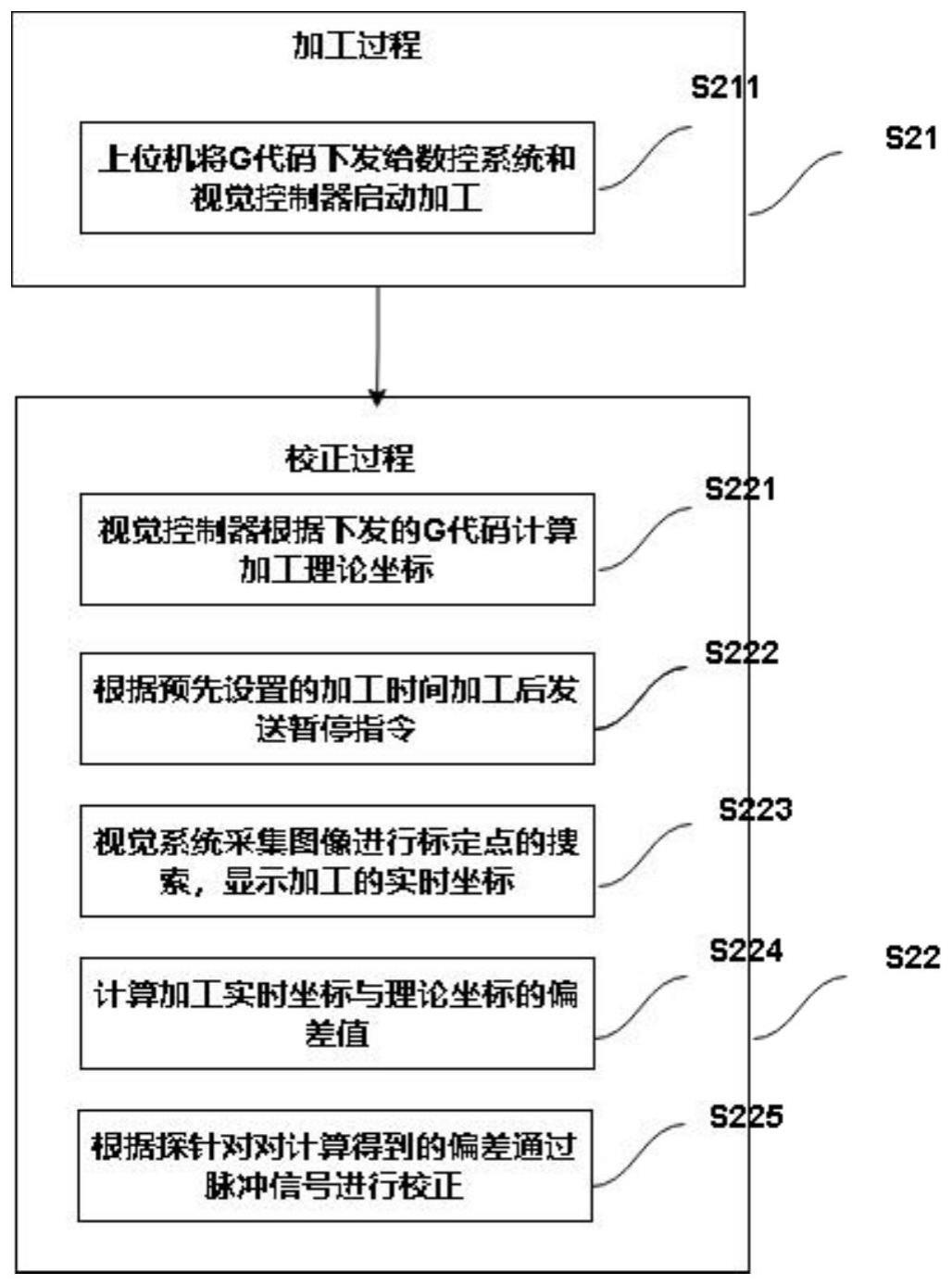
1、基于现有技术的不足,针对现有加工工艺偏差大、校正速率慢的问题,本申请提供了一种基于视觉的激光加工分时校正方法,其特征在于,包括:预先设置加工时间和校正时间,选定标定点并计算标定点在校正区域的理论加工坐标,启动加工一段时间后发送暂停指令,暂停后采集加工区域图像的标定点实际坐标,计算实际坐标和理论实际坐标的偏差,对所述偏差进行校正。
2、可选地,所述暂停指令发送的时间为预先设置的校正时间。
3、可选地,所述校正过程包括:电机代理模块截获驱动脉冲,并根据所述偏差进行驱动脉冲信号的校正。
4、可选地,所述启动加工以及所述采集图像通过设置数控系统以及视觉控制器进行控制。
5、可选地,所述加工过程主要包括上位机发送g代码给所述数控系统和所述视觉控制器。
6、可选地,所述计算理论加工坐标通过计算上位机发送给视觉控制器的g代码解析所得。
7、可选地,所述标定点坐标采集通过实时工业总线进行传输。
8、可选地,所述采集加工图像通过安装视觉装置进行实时采集。
9、可选地,根据所述预先设置好的加工时间和校正时间进行周期性校正。
10、可选地,所述选定标定点为在加工之前预先选定至少一个标定点。
11、本申请的有益效果是:通过设置加工时间和校正时间,选取标定点,在加工一段时间后对已加工的加工区域进行视觉采集,并通过计算视觉采集的实际加工的标定点坐标以及根据计算g代码的理论坐标的偏差值,通过探针进行相应偏差增量的信号校正,完成加工区域的校正,提高校正的效率,并有效地提高加工精度。
技术特征:
1.一种基于视觉的激光加工分时校正系统及方法,其特征在于,包括:
2.根据权利要求1所述的一种分时校正方法,其特征在于,所述暂停指令发送的时间为预先设置的校正时间。
3.根据权利要求1所述的一种分时校正方法,其特征在于,所述校正过程包括:电机代理模块截获驱动脉冲,并根据所述偏差进行驱动脉冲信号的校正。
4.根据权利要求1所述的一种分时校正方法,其特征在于,所述启动加工以及采集图像通过设置数控系统以及视觉控制器进行控制。
5.根据权利要求4所述的一种分时校正方法,其特征在于,所述加工过程主要包括上位机发送g代码给所述数控系统和所述视觉控制器。
6.根据权利要求1和5所述的一种分时校正方法,其特征在于,所述计算理论加工坐标通过计算上位机发送给视觉控制器的g代码解析所得。
7.根据权利要求1所述的一种分时校正方法,其特征在于,所述标定点坐标采集通过实时工业总线进行传输。
8.根据权利要求1所述的一种分时校正方法,其特征在于,所述采集加工图像通过安装视觉装置进行实时采集。
9.根据权利要求1所述的一种分时校正方法,其特征在于,根据所述预先设置好的加工时间和校正时间进行周期性校正。
10.根据权利要求1所述的一种分时校正方法,其特征在于,所述选定标定点为在加工之前预先选定至少一个标定点。
技术总结
本申请公开了一种基于视觉的激光加工分时校正系统及方法,属于激光加工领域,主要包括预先设置加工时间和校正时间,选定标定点并计算标定点的加工理论坐标,在加工过程中根据预先设置的时间通过上位机发送暂停指令,暂停后采集所述加工区域的图像,得到标定点实际加工坐标,计算实际坐标和理论实际坐标的偏差,对所述偏差进行校正,代替传统加工过程中的人工检测,避免了人工检测过程中出现的问题,提高了加工的效率和精度。
技术研发人员:陆晓峰,樊宜
受保护的技术使用者:西安永东工业控制器科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!