工件喷涂方法、装置、设备及存储介质与流程
本发明涉及汽车制造,尤其涉及一种工件喷涂方法、装置、设备及存储介质。
背景技术:
1、在汽车生产链上,每次进行车辆新颜色的喷涂时,需要先进行试喷,以审查喷涂效果,剔除不合适的颜色,目前行业内主要通过集中输调漆系统来进行首台新颜色工件的试喷,优点是能够精准控制膜厚,能够准确的展现新颜色的颜色效果,缺点是需要消耗几百公斤的涂料;或者通过线边小系统人工喷涂首台新颜色工件的试喷,优点是涂料消耗小,缺点是人工喷涂对技能要求较高,很容易出现流挂、针孔等漆膜弊病;同时人工喷涂膜厚控制精准度较差,耗费的人工成本较高,可能无法准确的展现新颜色的效果,即传统技术对于新颜色的试喷成本较高。
2、上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现思路
1、本发明的主要目的在于提供一种工件喷涂方法、装置、设备及存储介质,旨在解决现有技术新颜色的试喷涂成本较高的技术问题。
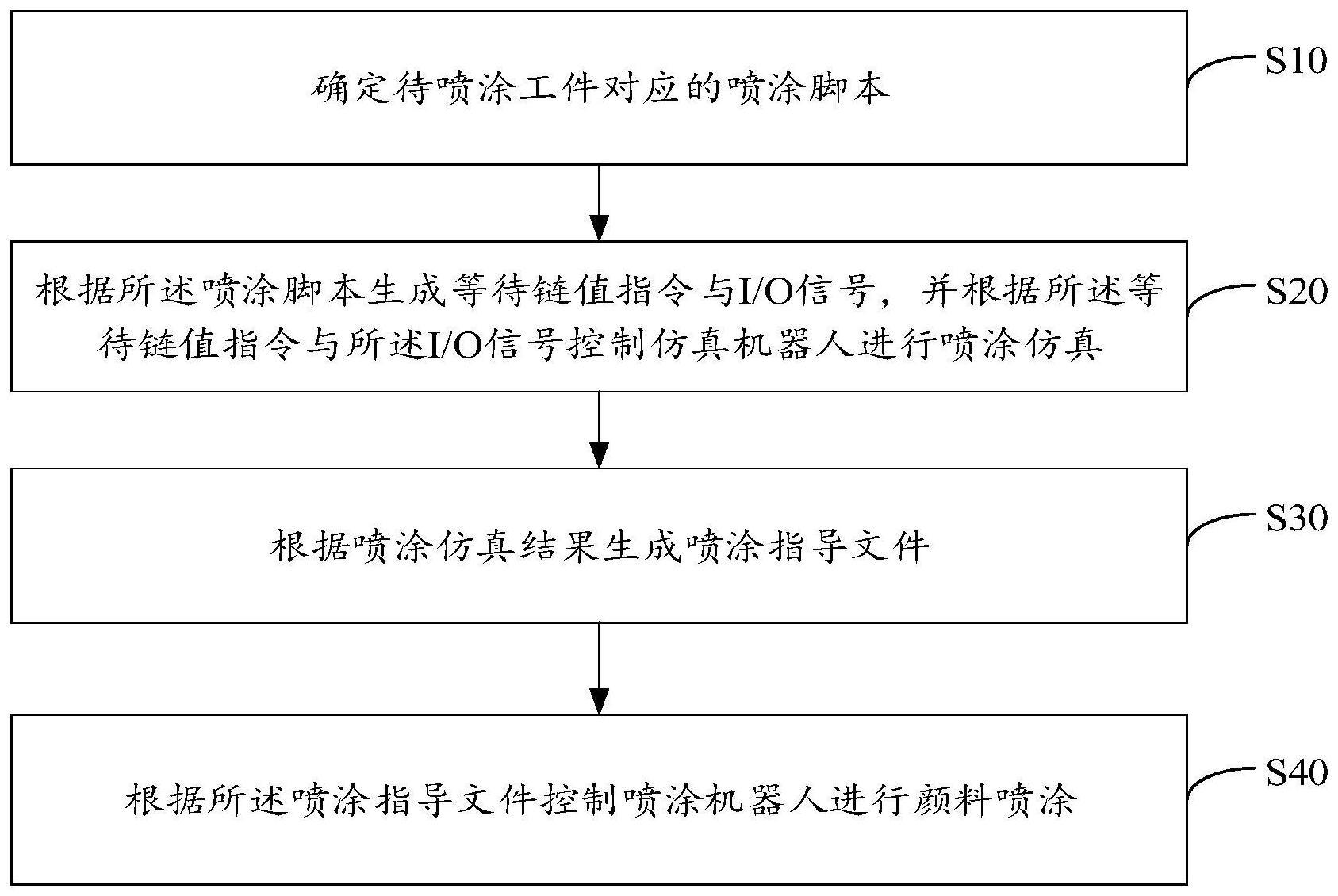
2、为实现上述目的,本发明提供了一种工件喷涂方法,所述方法包括以下步骤:
3、确定待喷涂工件对应的喷涂脚本;
4、根据所述喷涂脚本生成等待链值指令与i/o信号,并根据所述等待链值指令与所述i/o信号控制仿真机器人进行喷涂仿真;
5、根据喷涂仿真结果生成喷涂指导文件;
6、根据所述喷涂指导文件控制喷涂机器人进行涂料喷涂。
7、可选地,所述喷涂工件包括至少一个子工件,每个子工件对应一个喷涂脚本;
8、所述根据所述喷涂脚本生成等待链值指令与i/o信号,并根据所述等待链值指令与所述i/o信号控制仿真机器人进行喷涂仿真,包括:
9、确定各子工件的区域中心位置,并获取所述区域中心位置的坐标信息;
10、基于所述坐标信息对各喷涂脚本进行排序;
11、根据排序后的喷涂脚本生成主程序文件,所述主程序文件中包括:等待链值指令与i/o信号;
12、控制仿真机器人根据所述等待链值指令与所述i/o信号进行喷涂仿真。
13、可选地,所述控制仿真机器人根据所述等待链值指令与所述i/o信号进行喷涂仿真,包括:
14、在所述仿真机器人接收到i/o信号时,获取喷涂输送链对应的当前到达链值;
15、检测所述当前到达链值与所述等待链值指令对应的等待链值是否相等;
16、若相等,则根据所述等待链值指令对应的喷涂脚本按照预设喷涂策略对各子工件进行喷涂仿真。
17、可选地,所述检测所述当前到达链值与所述等待链值指令对应的等待链值是否相等之后,还包括:
18、若相等,则生成复位信号;
19、根据所述复位信号控制喷涂输送链的运行状态,以控制所述当前到达链值的变化。
20、可选地,所述控制仿真机器人根据所述主程序文件进行喷涂仿真之前,还包括:
21、确定所述主程序文件中等待点指令;
22、注释所述等待点指令,并更新所述主程序文件;
23、相应地,所述控制仿真机器人根据所述主程序文件进行喷涂仿真,包括:
24、根据所述注释后的主程序文件进行格式切换;
25、在模式切换完成后,控制仿真机器人根据所述注释后的主程序文件进行喷涂仿真。
26、可选地,所述确定待喷涂工件对应的喷涂脚本,包括:
27、获取待喷涂工件的至少一个子工件信息;
28、查询是否存在与所述子工件信息对应的喷涂脚本;
29、若存在,则调用所述喷涂脚本。
30、可选地,所述根据所述等待链值指令与所述i/o信号控制仿真机器人进行喷涂仿真之后,还包括:
31、判断喷涂仿真结果是否满足预设喷涂条件;
32、若不满足,则根据所述喷涂仿真结果调整仿真机器人的姿态信息与等待链值指令对应的等待链值,并返回根据所述喷涂脚本进行喷涂仿真的步骤。
33、此外,为实现上述目的,本发明还提出一种工件喷涂装置,所述工件喷涂装置包括:
34、确定模块,用于确定待喷涂工件对应的喷涂脚本;
35、仿真模块,用于根据所述喷涂脚本生成等待链值指令与i/o信号,并根据所述等待链值指令与所述i/o信号控制仿真机器人进行喷涂仿真;
36、喷涂模块,用于根据喷涂仿真结果生成喷涂指导文件;
37、所述喷涂模块,还用于根据所述喷涂指导文件控制喷涂机器人进行涂料喷涂。
38、此外,为实现上述目的,本发明还提出一种工件喷涂设备,所述工件喷涂设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的工件喷涂程序,所述工件喷涂程序配置为实现如上文所述的工件喷涂方法的步骤。
39、此外,为实现上述目的,本发明还提出一种存储介质,所述存储介质上存储有工件喷涂程序,所述工件喷涂程序被处理器执行时实现如上文所述的工件喷涂方法的步骤。
40、本发明公开了一种工件喷涂方法,所述工件喷涂方法包括:确定待喷涂工件对应的喷涂脚本;根据所述喷涂脚本生成等待链值指令与i/o信号,并根据所述等待链值指令与所述i/o信号控制仿真机器人进行喷涂仿真;根据喷涂仿真结果生成喷涂指导文件;根据所述喷涂指导文件控制喷涂机器人进行涂料喷涂,与现有技术相比,本发明通过确定待喷涂工件对应的喷涂脚本,以通过喷涂脚本生成等待链值指令与i/o信号,以便于后续的喷涂仿真,再通过等待链值指令与所述i/o信号控制仿真机器人进行喷涂仿真,以确定新颜色的喷涂效果,进而生成喷涂指导文件,以实现给实际喷涂提高指导,减少了新颜色首次喷涂的成本,还不影响喷涂效果,避免了现有技术新颜色的试喷涂成本较高的技术问题。
技术特征:
1.一种工件喷涂方法,其特征在于,所述工件喷涂方法包括:
2.如权利要求1所述的工件喷涂方法,其特征在于,所述喷涂工件包括至少一个子工件,每个子工件对应一个喷涂脚本;
3.如权利要求2所述的工件喷涂方法,其特征在于,所述控制仿真机器人根据所述等待链值指令与所述i/o信号进行喷涂仿真,包括:
4.如权利要求3所述的工件喷涂方法,其特征在于,所述检测所述当前到达链值与所述等待链值指令对应的等待链值是否相等之后,还包括:
5.如权利要求2所述的工件喷涂方法,其特征在于,所述控制仿真机器人根据所述主程序文件进行喷涂仿真之前,还包括:
6.如权利要求1所述的工件喷涂方法,其特征在于,所述确定待喷涂工件对应的喷涂脚本,包括:
7.如权利要求1-6任一项所述的工件喷涂方法,其特征在于,所述根据所述等待链值指令与所述i/o信号控制仿真机器人进行喷涂仿真之后,还包括:
8.一种工件喷涂装置,其特征在于,所述工件喷涂装置包括:
9.一种工件喷涂设备,其特征在于,所述工件喷涂设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的工件喷涂程序,所述工件喷涂程序配置为实现如权利要求1至7中任一项所述的工件喷涂方法。
10.一种存储介质,其特征在于,所述存储介质上存储有工件喷涂程序,所述工件喷涂程序被处理器执行时实现如权利要求1至7任一项所述的工件喷涂方法。
技术总结
本发明涉及汽车制造技术领域,尤其涉及一种工件喷涂方法、装置、设备及存储介质。本发明通过确定待喷涂工件对应的喷涂脚本,以通过喷涂脚本生成等待链值指令与I/O信号,以便于后续的喷涂仿真,再通过等待链值指令与所述I/O信号控制仿真机器人进行喷涂仿真,以确定新颜色的喷涂效果,进而生成喷涂指导文件,以实现给实际喷涂提高指导,减少了新颜色首次喷涂的成本,还不影响喷涂效果,避免了现有技术新颜色的试喷涂成本较高的技术问题。
技术研发人员:黄勇,刘丛林,刘阳燕,覃双慧,朱晨冲,黄萍
受保护的技术使用者:东风柳州汽车有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!