一种自动化生产线调度方法、系统、介质及设备与流程
本发明涉及自动化生产线,并且更具体地,涉及一种自动化生产线调度方法、系统、介质及设备。
背景技术:
1、在自动化生产线的工作过程中,通常都是串行工作的,但是当某一道工序如果发生较长处理时间时,会严重影响该生产线的产能,通常的做法是将耗时的工序拆分成多个并行处理的工位,同时执行该工序来提高生产线效率。但是这种方法操作繁琐,存在拆卸困难,耗时耗力的技术问题。
技术实现思路
1、针对现有技术的不足,本发明提供一种自动化生产线调度方法、系统、介质及设备。
2、根据本发明的一个方面,提供了一种自动化生产线调度方法,包括:
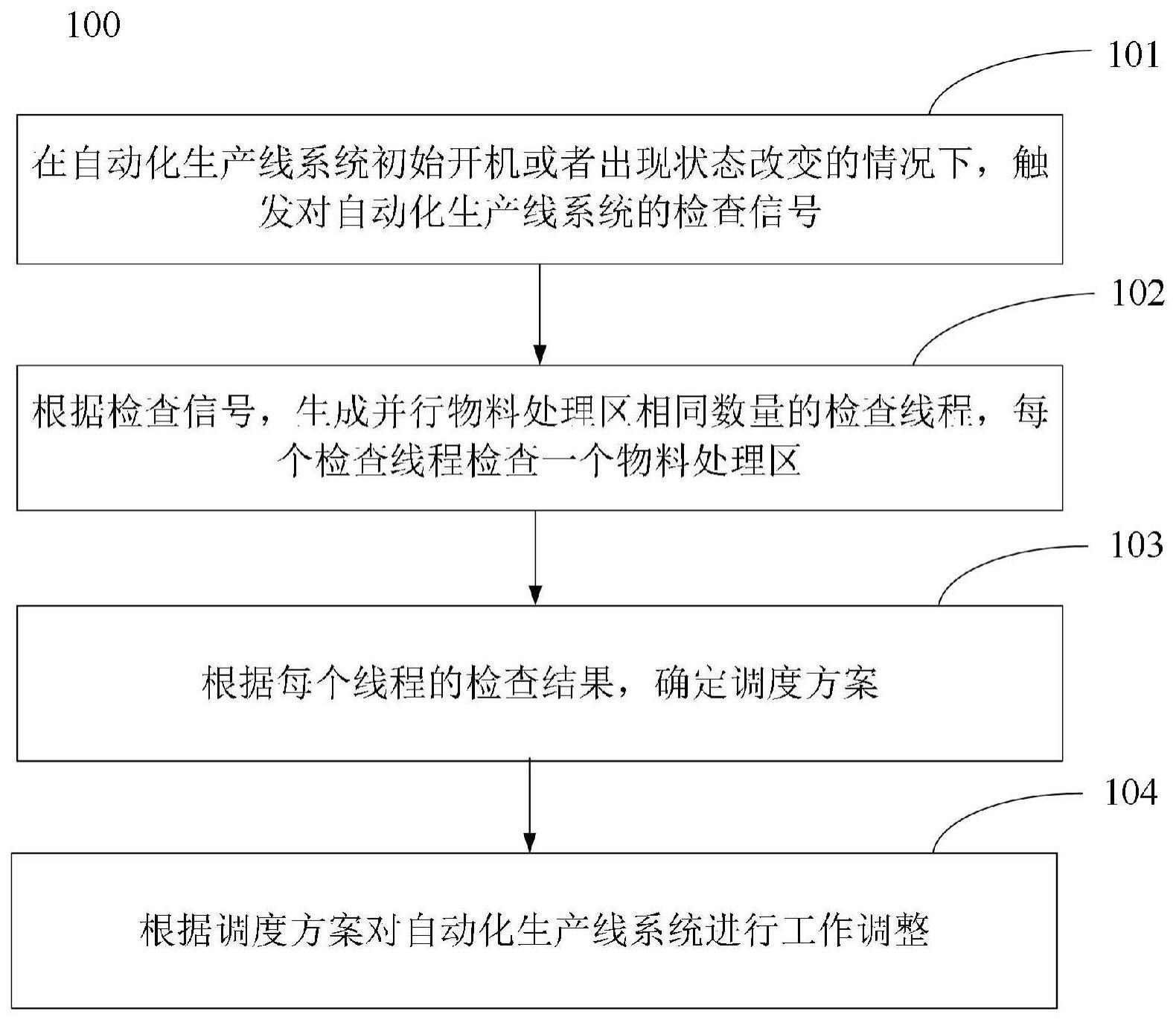
3、在自动化生产线系统初始开机或者出现状态改变的情况下,触发对自动化生产线系统的检查信号;
4、根据检查信号,生成并行物料处理区相同数量的检查线程,每个检查线程检查一个物料处理区;
5、根据每个线程的检查结果,确定调度方案;
6、根据调度方案对自动化生产线系统进行工作调整。
7、可选地,根据每个线程的检查结果,确定调度方案的操作,包括:
8、在物料处理区的前缓冲区无料,并且相关传动没有被锁定的情况下,确定调度方案为该前缓冲区进料。
9、可选地,根据每个线程的检查结果,确定调度方案的操作,包括:
10、在物料处理区的前缓冲区有料,并且物料处理区空闲的情况下,确定调度方案为该物料处理区进料。
11、可选地,根据每个线程的检查结果,确定调度方案的操作,包括:
12、物料处理区的后缓冲区有料且相关传动没有被锁定的情况下,确定调度方案为该后缓冲区出料。
13、可选地,根据每个线程的检查结果,确定调度方案的操作,包括:
14、物料处理区的后缓冲区无料,且物料处理区处理完成的情况下,确定调度方案为该物料处理区出料。
15、根据本发明的另一个方面,提供了一种自动化生产线调度系统,包括:
16、通过多个传动并行设置的多个物料处理区,每个物料处理区设置前缓冲区以及后缓冲区,其中
17、前缓冲区用于防止物料处理区完成物料处理后,物料才从发料区发出;
18、后缓冲区用于防止物料处理完成后达不到出料条件仍然占用物料处理区。
19、根据本发明的又一个方面,提供了一种计算机可读存储介质,所述存储介质存储有计算机程序,所述计算机程序用于执行本发明上述任一方面所述的方法。
20、根据本发明的又一个方面,提供了一种电子设备,所述电子设备包括:处理器;用于存储所述处理器可执行指令的存储器;所述处理器,用于从所述存储器中读取所述可执行指令,并执行所述指令以实现本发明上述任一方面所述的方法。
21、从而,本发明所提供的自动化生产线调度方法,在尽可能的减少硬件成本的基础上,使生产线在单位时间内能够处理更多的物料,提高产品线的工作效率,减少了处理时间,提高了产品的市场竞争力。
技术特征:
1.一种自动化生产线调度方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,根据每个线程的检查结果,确定调度方案的操作,包括:
3.根据权利要求1所述的方法,其特征在于,根据每个线程的检查结果,确定调度方案的操作,包括:
4.根据权利要求1所述的方法,其特征在于,根据每个线程的检查结果,确定调度方案的操作,包括:
5.根据权利要求1所述的方法,其特征在于,根据每个线程的检查结果,确定调度方案的操作,包括:
6.一种自动化生产线调度系统,其特征在于,包括:通过多个传动并行设置的多个物料处理区,每个所述物料处理区设置前缓冲区以及后缓冲区,其中
7.一种计算机可读存储介质,其特征在于,所述存储介质存储有计算机程序,所述计算机程序用于执行上述权利要求1-5任一所述的方法。
8.一种电子设备,其特征在于,所述电子设备包括:
技术总结
本发明公开了一种自动化生产线调度方法、系统、介质及设备。其中,方法包括:在自动化生产线系统初始开机或者出现状态改变的情况下,触发对自动化生产线系统的检查信号;根据检查信号,生成并行物料处理区相同数量的检查线程,每个检查线程检查一个物料处理区;根据每个线程的检查结果,确定调度方案;根据调度方案对自动化生产线系统进行工作调整。
技术研发人员:张清,王维佳,刘丙毓
受保护的技术使用者:航天信息股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!