一种数控车床在线测量多点位加工零件系统的制作方法
1.本实用新型属于数控车床技术领域,具体涉及一种数控车床在线测量多点位加工零件系统。
背景技术:
2.数控车削机床在加工之前,需要建立加工工件坐标系,并在加工过程中要时刻掌握加工工件的尺寸,为了简化生产流程,减少机床操作的复杂性,提高加工工件合格率,通过自动无线测量,简化建立工件坐标系工作流程,精确测量加工工件的尺寸,提高机床加工产品的合格率,降低生产成本,提高生产效率。
技术实现要素:
3.本实用新型的目的在于提供一种数控车床在线测量多点位加工零件系统,通过西门子数控系统,雷尼绍rmp60无线测头,雷尼绍rmp60无线测头rmi-q接收器,配合西门子系统快速接口控制、plc控制、nc循环控制,在车削加工前,加工过程中,通过软件端的测量参数的指定,进行加工工件的自动无线测量,完成工件加工的坐标系设定工作,精确测量加工工件,并对加工刀具的磨损量进行补偿。实现了低成本,高精度,高效率的测量功能。
4.为了实现上述目的,本实用新型的技术方案如下:
5.一种数控车床在线测量多点位加工零件系统,在数控车削机床中,增加雷尼绍rmp60无线测头,雷尼绍rmp60无线测头rmi-q接收器,配合西门子系统快速接口控制、plc控制、自定义nc循环控制,自定义nc循环变量,快速完成加工工件的坐标系设定,以及加工过程中工件的精确测量,对加工刀具的磨损补偿。
6.进一步地,雷尼绍无线测头rmi-q接收器采用信号线缆与西门子ncux122接口13号端子脚相接,将测头接触工件时产生的信号传递给西门子系统快速接口,西门子系统使用自定义nc循环变量记录信号送达时各伺服轴位置数据,并通过自定义nc循环计算出精确的测量数据,并将数据输入至所需的刀具或工件坐标系中。
7.该实用新型的有益效果在于:该系统解决了大型设备建立加工工件坐标系的操作人员设定繁琐难题。通过自动无线多点位测量工件,简化了加工前工件加工坐标系的设定工作,提高了加工工件的精度,节省了用户的加工准备时间,提高了机床加工产品合格率,提高了机床的加工效率及利用率,具有很高的技术推广价值。
附图说明
8.图1是本实用新型西门子数控系统端接线示意图。
9.图2是本实用新型雷尼绍rmp60,rmi-q接收器的接线示意图。
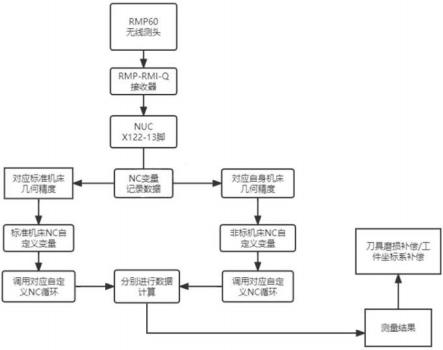
10.图3是本实用新型系统模块框图。
具体实施方式
11.下面结合附图对本实用新型的具体实施方式进行描述,以便更好的理解本实用新型。
12.如图1和图2所述的数控车床在线测量多点位加工零件系统,在数控车削机床中,增加雷尼绍rmp60无线测头,雷尼绍rmp60无线测头rmi-q接收器,配合西门子系统快速接口控制、plc控制、自定义nc循环控制,自定义nc循环变量,快速完成加工工件的坐标系设定,以及加工过程中工件的精确测量,对加工刀具的磨损补偿。雷尼绍无线测头rmi-q接收器采用信号线缆与西门子ncux122接口13号端子脚相接,将测头接触工件时产生的信号传递给西门子系统快速接口,西门子系统使用自定义nc循环变量记录信号送达时各伺服轴位置数据,并通过自定义nc循环计算出精确的测量数据,并将数据输入至所需的刀具或工件坐标系中。
13.如图3所示,测头接触工件时产生的信号传递给西门子系统快速接口,西门子系统快速接口信号检测到有信号输入时,使用自定义nc循环变量记录信号送达时各伺服轴位置数据,记录需要补偿的刀具或需要补偿的坐标系数据,调用相应的自定义nc循环,通过自定义nc循环计算出精确的测量数据,或根据机床实际几何精度调用相应的自定义nc循环变量,调用相对应的nc自定义循环,计算出相应的测量数据,并将数据通过计算补偿至所需的刀具或工件坐标系中。
14.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
技术特征:
1.一种数控车床在线测量多点位加工零件系统,其特征在于:在数控车削机床中,增加雷尼绍rmp60无线测头,雷尼绍rmp60无线测头rmi-q接收器,配合西门子系统快速接口控制、plc控制、自定义nc循环控制,自定义nc循环变量,快速完成加工工件的坐标系设定,以及加工过程中工件的精确测量,对加工刀具的磨损补偿。2.根据权利要求1所述的一种数控车床在线测量多点位加工零件系统,其特征在于:所述雷尼绍rmp60无线测头rmi-q接收器采用信号线缆与西门子ncux122接口13号端子脚相接,将测头接触工件时产生的信号传递给西门子系统快速接口,西门子系统使用自定义nc循环变量记录信号送达时各伺服轴位置数据,并通过自定义nc循环计算出精确的测量数据,并将数据输入至所需的刀具或工件坐标系中。
技术总结
本实用新型涉及一种数控车床在线测量多点位加工零件系统,在数控车削机床中,增加雷尼绍RMP60无线测头,雷尼绍RMP60无线测头RMI-Q接收器,配合西门子系统快速接口控制、PLC控制、自定义NC循环控制,自定义NC循环变量,快速完成加工工件的坐标系设定,以及加工过程中工件的精确测量,对加工刀具的磨损补偿。该系统解决了大型设备建立加工工件坐标系的操作人员设定繁琐难题。通过自动无线多点位测量工件,简化了加工前工件加工坐标系的设定工作,提高了加工工件的精度,节省了用户的加工准备时间,提高了机床加工产品合格率,提高了机床的加工效率及利用率,具有很高的技术推广价值。值。值。
技术研发人员:李剑雄 孙永超 李金龙 张健 王锋 张莉军 周冬 王宏龙 武玉明 刘晓松 郑立群 魏熳 刘鹏 李刚 郭盛龙 陈雪 杨伟光
受保护的技术使用者:齐重数控装备股份有限公司
技术研发日:2022.12.21
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1