一种用于钢管物料的实时辊道位置微跟踪方法
本发明涉及钢铁产品智能制造,特别涉及一种用于钢管物料的实时辊道位置微跟踪方法。
背景技术:
1、对制造型企业而言,生产是企业的根本,生产数据能够真实反映生产状况,对生产情况的实时追踪是实现企业信息化管理的关键。物料跟踪系统作为智能制造的底层数据源核心,起着至关重要的作用,既保证物料的队列、位置、数量、上下线异常的实时状况可视化,同时又为生产、质量、能源、数字孪生等模块提供各类实时关联数据。传统的按炉次、批次跟踪的方式已不能满足精细化生产的实际需求,很多企业也要求做到对生产过程的逐支追溯。逐支跟踪系统,可保证在产品性能出现问题后,精确追溯到具体的哪一根以及出现问题的具体工序,是智能制造的坚实基础和关键一环。
2、运输辊道是钢管生产线上不可或缺的部分,钢管生产会经过加热炉、穿孔、轧管、减径等工序,在各工序设备之间需经辊道运输。钢管辊道位置准确跟踪是物料逐支跟踪模型计算组成中的重要模块。由于检测元器件异常,以及辊道启停时物料与辊道之间存在摩擦错位等实际因素,钢管生产过程中如何明确钢管在辊道上移动时每一时刻的位置,做到小误差的实时位置精准跟踪一直是一个难题。
技术实现思路
1、针对上述问题,本发明的目的在于提供一种用于钢管物料的实时辊道位置微跟踪方法,通过连续位置预测与离散点位位置修正,实现辊道上钢管物料的实时准确跟踪。
2、为解决上述技术问题,本发明的实施例提供如下方案:
3、一种用于钢管物料的实时辊道位置微跟踪方法,包括以下步骤:
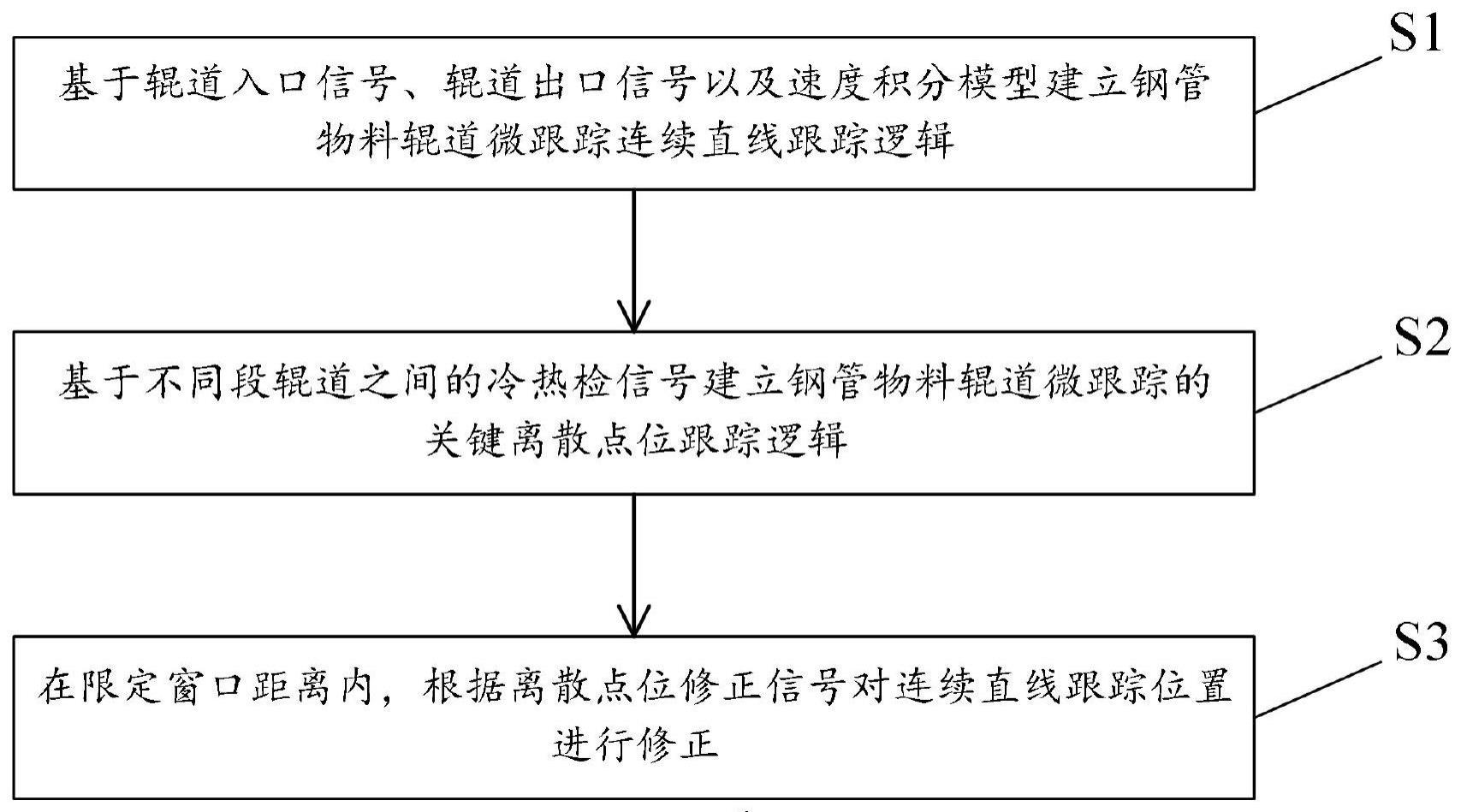
4、s1:基于辊道入口信号、辊道出口信号以及速度积分模型建立钢管物料辊道微跟踪连续直线跟踪逻辑;
5、s2:基于不同段辊道之间的冷热检信号建立钢管物料辊道微跟踪的关键离散点位跟踪逻辑;
6、s3:在限定窗口距离内,根据离散点位修正信号对连续直线跟踪位置进行修正。
7、优选地,所述的基于辊道入口信号、辊道出口信号以及速度积分模型建立钢管物料辊道微跟踪连续直线跟踪逻辑,是指根据辊道实际反馈速度,计算钢管头部在辊道入口至辊道出口之间的预测位置,如式(1)所示:
8、d=s0+∫rnvndt,1≤n≤m (1)
9、其中,s0的值为0,表示钢管位置从入口a0开始计算,d为钢管头部与辊道入口之间的距离,vn为第n段辊道实际反馈速度,rn为第n段辊道速度系数,m表示共有m段辊道,m、n为整数。
10、优选地,所述的辊道速度系数,是根据钢管物料与辊道表面之间会产生相对滑动导致偏差而设置,第n段辊道速度系数根据第n段辊道的实际条件测试拟合得到。
11、优选地,所述的基于不同段辊道之间的冷热检信号建立钢管物料辊道微跟踪的关键离散点位跟踪逻辑,是指入口和出口之间存在m段辊道时,其中m>1,通过辊道之间按顺序排列的冷热检a1、a2……am-1的触发信号,获取钢管头部到达各离散点位的信息。
12、优选地,所述的在限定窗口距离内,根据离散点位修正信号对连续直线跟踪位置进行修正,是指在设置的限定窗口距离内,在点位信号触发瞬间,对d进行修正,如式(2)所示:
13、d'=sn+∫rnvndt (2)
14、其中,sn表示辊道入口与修正点位an之间的距离,d'表示修正后预测位置。
15、优选地,所述的在限定窗口距离内修正,是指若某点位信号触发,且存在某根钢管头部的预测位置在该点位an的限定窗口距离dn范围之内,如式(3)所示:
16、sn-dnl≤d≤sn+dnr (3)
17、则对该钢管的预测位置d进行修正;其中,dnl与dnr之间的距离即为dn的范围。
18、优选地,所述的限定窗口距离dn,根据左右两段辊道速度分别计算,如式(4)所示:
19、dnl=δt*rnvn,dnr=δt*rn+1vn+1 (4)
20、其中,δt为间隔时间,与冷热检元器件灵敏度相关,根据现场生产实际情况,为各离散点位分别设置。
21、本发明实施例提供的技术方案带来的有益效果至少包括:
22、本发明提供的用于钢管物料的实时辊道位置微跟踪方法,通过速度积分模型与修正信号来实现对钢管物料的辊道微跟踪。钢管在运输辊道上按顺序移动,微跟踪的目标是获取每一时刻每支钢管在辊道上的准确位置。本发明方法通过连续位置预测与离散点位位置修正,实现了辊道上钢管物料的自动跟踪,逻辑清晰,准确性和可靠性高,且易于维护,无需对原生产线进行改动。
技术特征:
1.一种用于钢管物料的实时辊道位置微跟踪方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的用于钢管物料的实时辊道位置微跟踪方法,其特征在于,所述的基于辊道入口信号、辊道出口信号以及速度积分模型建立钢管物料辊道微跟踪连续直线跟踪逻辑,是指根据辊道实际反馈速度,计算钢管头部在辊道入口至辊道出口之间的预测位置,如式(1)所示:
3.根据权利要求2所述的用于钢管物料的实时辊道位置微跟踪方法,其特征在于,所述的辊道速度系数,是根据钢管物料与辊道表面之间会产生相对滑动导致偏差而设置,第n段辊道速度系数根据第n段辊道的实际条件测试拟合得到。
4.根据权利要求1所述的用于钢管物料的实时辊道位置微跟踪方法,其特征在于,所述的基于不同段辊道之间的冷热检信号建立钢管物料辊道微跟踪的关键离散点位跟踪逻辑,是指入口和出口之间存在m段辊道时,其中m>1,通过辊道之间按顺序排列的冷热检a1、a2……am-1的触发信号,获取钢管头部到达各离散点位的信息。
5.根据权利要求1所述的用于钢管物料的实时辊道位置微跟踪方法,其特征在于,所述的在限定窗口距离内,根据离散点位修正信号对连续直线跟踪位置进行修正,是指在设置的限定窗口距离内,在点位信号触发瞬间,对d进行修正,如式(2)所示:
6.根据权利要求5所述的用于钢管物料的实时辊道位置微跟踪方法,其特征在于,所述的在限定窗口距离内修正,是指若某点位信号触发,且存在某根钢管头部的预测位置在该点位an的限定窗口距离dn范围之内,如式(3)所示:
7.根据权利要求6所述的用于钢管物料的实时辊道位置微跟踪方法,其特征在于,所述的限定窗口距离dn,根据左右两段辊道速度分别计算,如式(4)所示:
技术总结
本发明公开了一种用于钢管物料的实时辊道位置微跟踪方法,所述方法包括:基于辊道入口信号、辊道出口信号以及速度积分模型建立钢管物料辊道微跟踪连续直线跟踪逻辑;基于不同段辊道之间的冷热检信号建立钢管物料辊道微跟踪的关键离散点位跟踪逻辑;在限定窗口距离内,根据离散点位修正信号对连续直线跟踪位置进行修正。采用本发明方法,通过连续位置预测与离散点位位置修正,实现了辊道上钢管物料的自动跟踪。该方法准确性和可靠性高,易于维护,无需对原生产线进行改动。
技术研发人员:肖雄,李传坤,赵博,谭凌德,武磊,王锐
受保护的技术使用者:北京科技大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!