一种电池生产设备控制方法、系统、设备及存储介质与流程
本发明涉及设备自动控制领域,具体而言,涉及一种电池生产设备控制方法、系统、设备及存储介质。
背景技术:
1、电池指盛有电解质溶液和金属电极以产生电流的杯、槽或其他容器或复合容器的部分空间,能将化学能转化成电能的装置。具有正极、负极之分。随着科技的进步,电池泛指能产生电能的小型装置。如太阳能电池。电池的性能参数主要有电动势、容量、比能量和电阻。利用电池作为能量来源,可以得到具有稳定电压,稳定电流,长时间稳定供电,受外界影响很小的电流,并且电池结构简单,携带方便,充放电操作简便易行,不受外界气候和温度的影响,性能稳定可靠,在现代社会生活中的各个方面发挥有很大作用。
2、现有技术中,在对电池进行生产时会使用电池生产设备进行生产,而对电池生产设备在运行时的控制通常仅通过在设备启动运行前对用于控制设备运行的处理器进行相关参数的设置,以使电池生产设备按照预先设置的参数运行。
3、发明人在研究中发现,通过上述方法对电池生产设备进行控制,可能会由于电池生产设备在运行时控制系统的控制误差或者是管理人员在进行参数设置时出现的操作失误,使得电池生产设备无法正常进行电池生产,出现生产得到的电池产品是无法正常使用,或者是电池生产设备自身出现损坏的情况。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种电池生产设备控制方法、系统、设备及存储介质,以避免电池生产设备自身出现损坏。
2、第一方面,本技术实施例提供了一种电池生产设备控制方法,应用于电池生产设备控制系统,所述电池生产设备控制系统包括生产管理模块和设备控制模块,所述方法包括:
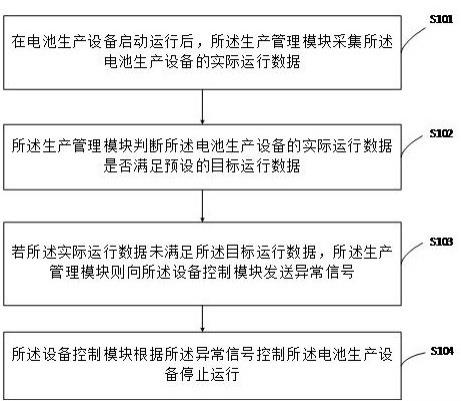
3、在电池生产设备启动运行后,所述生产管理模块采集所述电池生产设备的实际运行数据;
4、所述生产管理模块判断所述电池生产设备的实际运行数据是否满足预设的目标运行数据;
5、若所述实际运行数据未满足所述目标运行数据,所述生产管理模块则向所述设备控制模块发送异常信号;
6、所述设备控制模块根据所述异常信号控制所述电池生产设备停止运行。
7、可选的,所述实际运行数据包括所述电池生产设备在进行目标电池生产时所使用的实际生产配方、所述电池生产设备在进行目标电池生产时所述电池生产设备的实际电机转速和所述电池生产设备在进行目标电池生产时所投入的实际生产物料重量;
8、所述目标运行数据包括所述电池生产设备在进行目标电池生产时所应使用的目标生产配方、所述电池生产设备在进行目标电池生产时所述电池生产设备应满足的目标电机转速和所述电池生产设备在进行目标电池生产时应投入的目标生产物料重量。
9、可选的,所述生产管理模块判断所述电池生产设备的实际运行数据是否满足预设的目标运行数据,包括:
10、所述生产管理模块判断所述实际生产配方是否与所述目标生产配方相同,且所述实际电机转速是否与所述目标电机转速相同,且所述实际生产物料重量是否与所述目标生产物料重量相同;
11、所述若所述实际运行数据未满足所述目标运行数据,所述生产管理模块则向所述设备控制模块发送异常信号,包括:
12、若所述实际生产配方与所述目标生产配方不相同,或所述实际电机转速与所述目标电机转速不相同,或所述实际生产物料重量是否与所述目标生产物料重量不相同,所述生产管理模块则向所述设备控制模块发送异常信号。
13、可选的,在所述生产管理模块判断所述电池生产设备的实际运行数据是否满足预设的目标运行数据后,所述方法还包括:
14、若所述实际运行数据满足所述目标运行数据,所述生产管理模块则向所述设备控制模块发送正常信号;
15、所述设备控制模块根据所述正常信号控制所述电池生产设备继续运行。
16、可选的,所述若所述实际运行数据满足所述目标运行数据,所述生产管理模块则向所述设备控制模块发送正常信号,包括:
17、若所述实际生产配方与所述目标生产配方相同,且所述实际电机转速与所述目标电机转速相同,且所述实际生产物料重量是否与所述目标生产物料重量相同,所述生产管理模块则向所述设备控制模块发送正常信号。
18、可选的,若所述实际运行数据未满足所述目标运行数据,所述方法还包括:
19、所述生产管理模块向用户发出警报提示。
20、可选的,在所述设备控制模块根据所述异常信号控制所述电池生产设备停止运行后,所述方法还包括:
21、所述生产管理模块将所述实际生产配方、所述实际电机转速和所述实际生产物料重量进行存储。
22、第二方面,本技术实施例提供了一种电池生产设备控制系统,所述电池生产设备控制系统包括生产管理模块和设备控制模块;
23、在电池生产设备启动运行后,所述生产管理模块,用于采集所述电池生产设备的实际运行数据;
24、所述生产管理模块,用于判断所述电池生产设备的实际运行数据是否满足预设的目标运行数据;
25、若所述实际运行数据未满足所述目标运行数据,所述生产管理模块,则用于向所述设备控制模块发送异常信号;
26、所述设备控制模块,用于根据所述异常信号控制所述电池生产设备停止运行。
27、可选地,所述实际运行数据包括所述电池生产设备在进行目标电池生产时所使用的实际生产配方、所述电池生产设备在进行目标电池生产时所述电池生产设备的实际电机转速和所述电池生产设备在进行目标电池生产时所投入的实际生产物料重量;
28、所述目标运行数据包括所述电池生产设备在进行目标电池生产时所应使用的目标生产配方、所述电池生产设备在进行目标电池生产时所述电池生产设备应满足的目标电机转速和所述电池生产设备在进行目标电池生产时应投入的目标生产物料重量。
29、可选地,所述生产管理模块在用于判断所述电池生产设备的实际运行数据是否满足预设的目标运行数据时,具体用于:
30、判断所述实际生产配方是否与所述目标生产配方相同,且所述实际电机转速是否与所述目标电机转速相同,且所述实际生产物料重量是否与所述目标生产物料重量相同;
31、所述生产管理模块在用于若所述实际运行数据未满足所述目标运行数据,则向所述设备控制模块发送异常信号时,具体用于:
32、若所述实际生产配方与所述目标生产配方不相同,或所述实际电机转速与所述目标电机转速不相同,或所述实际生产物料重量是否与所述目标生产物料重量不相同,则向所述设备控制模块发送异常信号。
33、可选地,在所述生产管理模块判断所述电池生产设备的实际运行数据是否满足预设的目标运行数据后,所述生产管理模块还用于若所述实际运行数据满足所述目标运行数据,则向所述设备控制模块发送正常信号;
34、所述设备控制模块,用于根据所述正常信号控制所述电池生产设备继续运行。
35、可选的,所述生产管理模块在用于若所述实际运行数据满足所述目标运行数据,则向所述设备控制模块发送正常信号时,具体用于:
36、若所述实际生产配方与所述目标生产配方相同,且所述实际电机转速与所述目标电机转速相同,且所述实际生产物料重量是否与所述目标生产物料重量相同,则向所述设备控制模块发送正常信号。
37、可选的,所述生产管理模块还用于若所述实际运行数据未满足所述目标运行数据,向用户发出警报提示。
38、可选的,所述生产管理模块还用于在所述设备控制模块根据所述异常信号控制所述电池生产设备停止运行后,将所述实际生产配方、所述实际电机转速和所述实际生产物料重量进行存储。
39、第三方面,本技术实施例提供了一种计算机设备,包括:处理器、存储器和总线,所述存储器存储有所述处理器可执行的机器可读指令,当计算机设备运行时,所述处理器与所述存储器之间通过总线通信,所述机器可读指令被所述处理器执行时执行上述第一方面中任一种可选地实施方式中所述的电池生产设备控制方法的步骤。
40、第四方面,本技术实施例提供了一种计算机可读存储介质,该计算机可读存储介质上存储有计算机程序,该计算机程序被处理器运行时执行上述第一方面中任一种可选地实施方式中所述的电池生产设备控制方法的步骤。
41、本技术提供的技术方案包括但不限于以下有益效果:
42、在电池生产设备启动运行后,所述生产管理模块采集所述电池生产设备的实际运行数据;通过上述步骤,能够在电池生产设备运行时对电池生产设备的运行状态进行监测,对电池生产设备的运行数据进行获取。
43、所述生产管理模块判断所述电池生产设备的实际运行数据是否满足预设的目标运行数据;若所述实际运行数据未满足所述目标运行数据,所述生产管理模块则向所述设备控制模块发送异常信号;通过上述步骤,能够根据电池生产设备的实际运行数据和目标运行数据之间的对比结果确定出电池生产设备的运行是否正常。
44、所述设备控制模块根据所述异常信号控制所述电池生产设备停止运行;通过上述步骤,能够根据电池生产设备的运行情况对电池生产设备的运行状态进行控制。
45、采用上述方法,通过生产管理模块在电池生产设备启动运行后,对电池生产设备的实际运行数据进行采集,并将采集得到的实际运行数据与预期的目标运行数据进行对比,然后根据对比结果向设备控制模块发送控制信号,以使设备控制模块能够根据接收到的控制信号对电池生产设备的运行状态进行控制,以避免电池生产设备自身出现损坏。
46、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
- 还没有人留言评论。精彩留言会获得点赞!