基于极坐标的轮廓曲线内点插值的数控加工方法及装置
本发明涉及数控加工,特别涉及一种基于极坐标的轮廓曲线内点插值的数控加工方法及装置。
背景技术:
1、现有轮廓仿形加工方法可分为靠模加工法和数控加工法两种:靠模加工法是将模板与工件同时安装在回转工作台上,且铣刀与靠轮同轴线,铣刀通过靠模装置在工件上加工出与模板相同的轮廓曲线,该方法无法测量轮廓曲线参数,且需要专门制作模具,因此成本高效率低;数控加工法则是将轮廓曲线数字化,通过控制器内点插值拟合出目标轮廓曲线,再通过插补算法控制机床各轴伺服电机的运动,实现任意轮廓曲线的仿形加工。
2、但目前用于轮廓仿形加工的特种数控加工设备都是基于直角坐标进行内点插值计算的,而许多木工产品(例如装饰工艺品、厨具等)常采用极坐标的结构,因此基于直角坐标的内点插值计算方法具有一定的局限性,且计算和编程过程较复杂。
技术实现思路
1、本发明的目的在于解决现有数控加工设备只能使用直角坐标对轮廓曲线进行插值拟合的算法限制,为了解决该技术问题,本发明采取的技术方案是提供一种基于极坐标的轮廓曲线内点插值的数控加工方法及装置。
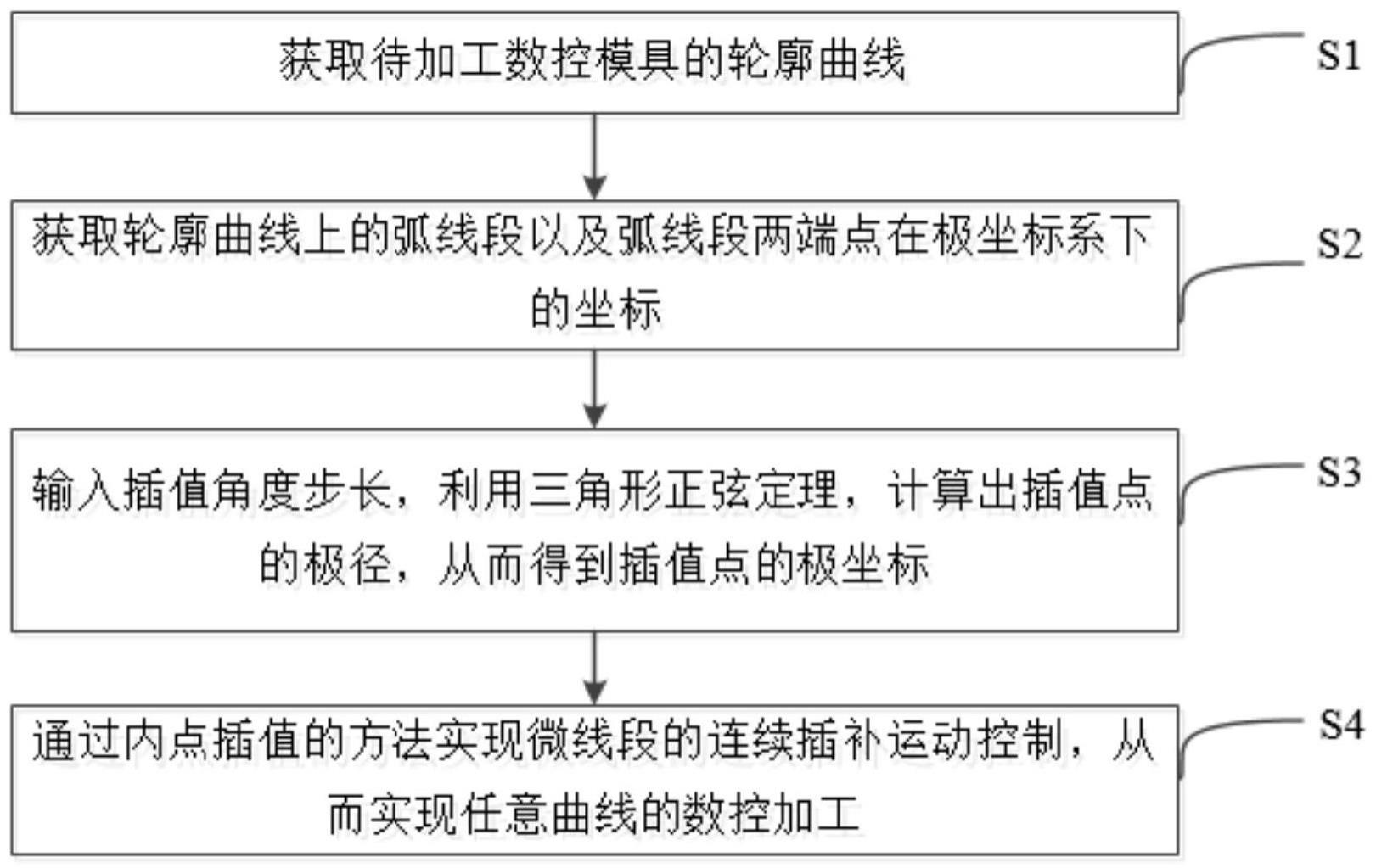
2、根据本发明的一个方面,本发明提供了一种基于极坐标的轮廓曲线内点插值的数控加工方法,包括以下步骤:
3、s1:获取待加工工件的轮廓曲线;
4、s2:获取轮廓曲线上的微弧线段以及微弧线段两端点在极坐标系下的坐标;
5、s3:输入插值角度步长,利用三角形正弦定理,计算出候选插值点的极径,用候选插值点代替实际插值点,并通过候选插值点计算得到实际插值点的极坐标,实现极坐标系中轮廓曲线的内点插值;
6、s4:重复上述步骤s1-s3,实现轮廓曲线内微弧线段的连续插补运动控制,从而实现任意曲线的数控加工。
7、进一步地,所述插值点的极径为:
8、
9、插值点的极坐标为:
10、
11、其中,ρ1、ρ2分别为弧线段端点a、b的极径,α、β分别为从a点到插值点、从插值点到b点的角度步长。
12、根据本发明的又一方面,本发明提供了一种所述方法的数控加工装置,包括以下模块:
13、获取模块,用于获取待加工工件的轮廓曲线;
14、所述获取模块,还用于获取轮廓曲线上的微弧线段以及微弧线段两端点在极坐标系下的坐标;
15、计算模块,用于输入插值角度步长,利用三角形正弦定理,计算出候选插值点的极径,用候选插值点代替实际插值点,并通过候选插值点计算得到实际插值点的极坐标,实现极坐标系中轮廓曲线的内点插值;
16、连续插补模块,用于重复获取模块和计算模块的操作,实现轮廓曲线内微弧线段的连续插补运动控制,从而实现任意曲线的数控加工。
17、此外,本发明还提供了一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现所述的数控加工方法的步骤。
18、最后,本发明还提供一种存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现所述的数控加工方法的步骤。
19、本发明提供的技术方案具有以下有益效果:
20、本发明提供的一种基于极坐标的轮廓曲线内点插值的数控加工方法及装置,可以实现轮廓曲线的内点插值,且插值点的计算简单,将该方法用于特种数控加工设备,尤其是木工、石材等轮廓仿形数控加工设备上,不仅可以省去制造加工模具的流程,有效降低成本,提高生产效益,还能够满足小批量多种类数控加工产品的生产需求。
21、本发明使用直线段ab上的点p’替代弧线ab上的点p,在计算得到的插值点极径时便会产生一定的偏差,偏差大小即为pp’两点距离。特种数控加工中常用的曲线有圆形、椭圆形、抛物线、双曲线等,不同曲线产生的误差大小也不尽相同,但只要插值步长α、β足够小,就能将加工误差控制在合理的范围之内。
技术特征:
1.一种基于极坐标的轮廓曲线内点插值的数控加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的数控加工方法,其特征在于,所述插值点的极径为:
3.一种实施权利要求1-2任一项所述方法的数控加工装置,其特征在于,包括以下模块:
4.一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述程序时实现如权利要求1-2中任一项所述的数控加工方法的步骤。
5.一种存储介质,其上存储有计算机程序,其特征在于,该计算机程序被处理器执行时实现如权利要求1-2中任一项所述的数控加工方法的步骤。
技术总结
本发明公开了一种基于极坐标的轮廓曲线内点插值的数控加工方法及装置,包括以下步骤:获取待加工工件的轮廓曲线;获取轮廓曲线上的微弧线段以及微弧线段两端点在极坐标系下的坐标;输入插值角度步长,利用三角形正弦定理,计算出候选插值点的极径,用候选插值点代替实际插值点,并通过候选插值点计算得到实际插值点的极坐标,实现极坐标系中轮廓曲线的内点插值;重复上述步骤,实现轮廓曲线内微弧线段的连续插补运动控制,从而实现任意曲线在特种数控加工系统中的加工。
技术研发人员:吴承睿,文国军,吴来杰,梅爽
受保护的技术使用者:中国地质大学(武汉)
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!