基于供应链集群设备网的复杂产品生产能耗限额方法
本发明涉及产品生产能耗限额领域,特别是一种供应链集群设备网支撑的复杂产品生产能耗限额方法。
背景技术:
1、制造业作为国家经济的支柱且为能源消耗的主要部分,正面临着迫切的转型需求,特别是绿色贸易日益兴起的当下,制造业面临的不仅是内部能源管理的优化,更是外部市场环保标准的适应。因此,从产品制造的角度出发,推动制造系统的低碳运行显得尤为关键,这包括对产品及其零部件在整个制造过程中的能耗进行实时统计,并科学合理地制定产品制造的能耗限额,从而为国家的低碳发展目标贡献力量。
2、近年来,国内外部分研究人员从产品制造全生命周期角度对产品制造全过程的能耗统计和能耗限额问题展开了研究。文献“xiong w,huang h,li l,et al.energyconsumptionevaluation in stamping workshops via a discrete event simulation-based approach[j].international journal of precision engineering andmanufacturing-green technology,2022,9(6):1543-1562.”基于车间的能量流和物质流建立了理论模型和离散事件仿真模型,以依据生产相关数据计算能源消耗的各个组成部分,预测车间在生产条件发生变化时所需的总体能源。发明专利“综合能耗监测管理系统”(cn202310206561.6)公开了一种综合能耗监测管理系统;该系统包括数据获取模块、单位分类模块、能耗曲线分析模块和异常分析模块。文献“cai w,liu f,xie j,et al.anenergy management approach for the mechanical manufacturing industrythroughdeveloping a multi-objective energy benchmark[j].energy conversion andmanagement,2017,132:361-371.”提出了一种基于能耗预测和综合评估的多目标能源限额制定方法。发明专利“一种基于数控机床固有比能的工件标准能耗限额确定方法”(cn201910943650.2)公开了一种工件的标准能耗限额确定方法;该方法首先获取机床的固有比能,并据此确定不同特征的标准能耗限额,通过对具有不同特征的工件的多个标准能耗限额值进行集成得到工件整体的标准能耗限额。
3、综上所述,当前的研究主要关注单个制造系统在机械产品或半成品的制造过程中的能耗统计和能耗限额设定。然而,这类研究仍面临两个显著的问题。一方面,由于产品制造企业的能耗行为的复杂性,现有的工具在能耗统计方面的准确性面临挑战,且统计方法缺乏统一标准和明确性;另一方面,现有研究对多个制造企业共同参与的复杂产品及其零部件的全过程能耗统计和能耗限额设定关注不足。
4、为应对这些挑战,迫切需要提供一种供应链集群设备网支撑的复杂产品能耗限额方法。
技术实现思路
1、针对现有技术存在的上述不足,本发明的目的在于提供一种基于供应链集群设备网的复杂产品生产能耗限额方法,旨在克服在多个制造系统和物流系统共同参与的情况下,实现单位产品能耗统计和能耗限额的难题。
2、为了解决上述技术难题,本发明采用的技术方案是这样的:
3、一种基于供应链集群设备网的复杂产品生产能耗限额方法,其特征在于,包括如下步骤:
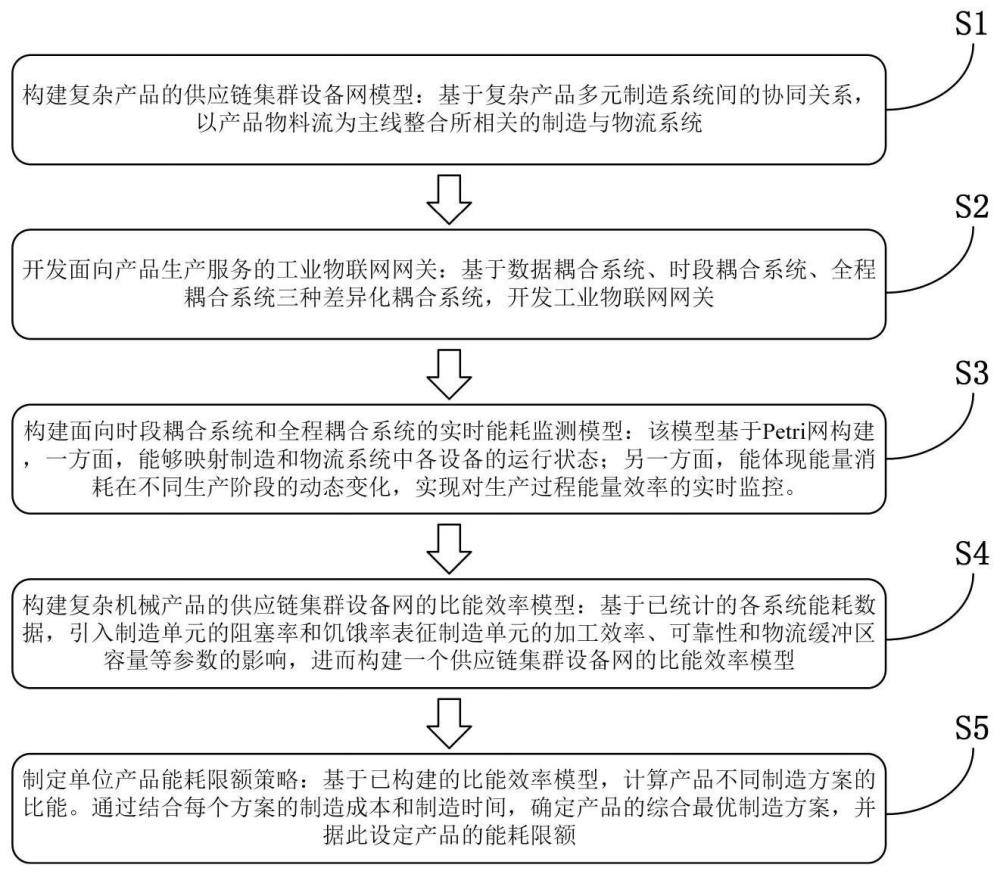
4、步骤s1、构建复杂产品的供应链集群设备网模型:基于复杂产品多元制造系统间的协同关系,以产品物料流为主线整合所相关的制造与物流系统;
5、步骤s2、开发面向产品生产服务的工业物联网网关:基于数据耦合系统、时段耦合系统、全程耦合系统三种差异化耦合系统,开发工业物联网网关;
6、步骤s3、构建面向时段耦合系统和全程耦合系统的实时能耗监测模型:该模型基于petri网构建,一方面,能够映射制造和物流系统中各设备的运行状态;另一方面,能体现能量消耗在不同生产阶段的动态变化,实现对生产过程能量效率的实时监控;
7、步骤s4、构建复杂产品的供应链集群设备网的比能效率模型:基于已统计的各系统能耗数据,引入制造单元的阻塞率和饥饿率表征制造单元的加工效率、可靠性和物流缓冲区容量等参数的影响,进而构建一个供应链集群设备网的比能效率模型;
8、步骤s5、制定单位产品能耗限额策略:基于已构建的比能效率模型,计算产品不同制造方案的比能;通过结合每个方案的制造成本和制造时间,确定产品的综合最优制造方案,并据此设定产品的能耗限额。
9、进一步,所述步骤s1具体包括:
10、考虑到复杂产品多元制造系统间的协同关系,以产品物料流为主线,构建复杂产品的供应链集群设备网模型。
11、从复杂机械产品的供应链集群设备网与产品零部件制造系统和物流系统的关系来看,可划分为三种耦合系统:数据耦合系统、时段耦合系统、全程耦合系统。所述数据耦合系统是指该部分制造系统与供应链集群设备网间仅存在信息和物流交互关系;所述时段耦合系统是指该部分制造系统或物流系统与供应链集群设备网间还存在制造过程协同交互;所述全程耦合系统则是指该部分制造系统与设备网平台一起集成化管理。
12、进一步,所述步骤s2具体包括:
13、鉴于设备通常配备不同类型的传感器,构建工业物联网网关以有效地收集异构制造数据,并将其转移到复杂产品的供应链集群设备网平台中;工业物联网网关的主要模块包括:导入接口、数据模式、数据转换和导出接口;
14、所述四类模块的主要功能如下:
15、首先,将制造设备和传感器产生的现场制造数据从机器控制软件或标准化数据服务器中提取出来,基于产品整机制造企业规定的时间频率,通过导入接口传输到工业物联网网关;
16、其次,开发一个面向服务的数据模式来组织所有收集到的制造数据;数据模式能依据供应链集群设备网与三种差异化耦合系统的关系定义需要转移到供应链集群设备网平台的特定数据项;其中,对于数据耦合的制造系统,需提供制造系统的基本信息,包括设备的具体位置、可生产的标准件类型、成本等;对于时段耦合的制造系统,除需提供制造系统的基本信息外,还需根据订单/任务提供用于完成加工任务的制造资源清单、加工计划以及预期加工结果,并需要在执行任务期间提供过程实时数据以及加工结果;对于全程耦合的制造系统,长期接入复杂产品的供应链集群设备网平台,提供加工设备、辅助设备和环境服务设施的实时数据;
17、第三,基于数据模式,转换模块将从导入接口采集到的制造数据转换为复杂产品的供应链集群设备网平台所能接受的格式;
18、最后,将转换后的能力数据和可用性数据通过导出接口流到复杂产品的供应链集群设备网平台。
19、进一步,所述步骤s3具体包括:
20、在复杂产品的供应链集群设备网中,原材料通过元器件制造系统等数据耦合系统、零部件制造系统和物流系统等时段耦合系统以及装配系统等全程耦合系统转化成为产品;
21、鉴于元器件制造系统等数据耦合系统与复杂产品供应链集群设备网的关系仅限于信息和物流的交互,且该系统的能耗信息可直接在平台上查阅,无需进行能耗的实时监测。因此,基于上述背景,可以利用petri网构建一个面向时段耦合系统和全程耦合系统的实时能耗监测模型。
22、进一步,所述步骤s4具体包括:
23、复杂产品供应链集群设备网的数据耦合系统的能量消耗可直接从平台读取,但其时段耦合系统和全程耦合系统的能量消耗还受到制造单元加工效率、可靠性、物流缓冲区容量等参数影响;
24、鉴于制造单元可靠性、物流缓冲区容量也主要是通过作用于制造单元的阻塞率或饥饿率来间接影响制造单元加工效率,因此,基于平台读取的数据耦合制造系统能量消耗、步骤s3所统计的制造单元能量消耗、工件分摊能耗及工件转运能耗数据,建立复杂产品的供应链集群设备网的比能效率模型为:
25、
26、式中,ef表示复杂产品的供应链集群设备网的比能效率模型;blfi表示零件i的制造系统的阻塞率;stfi表示装配系统因零件i的物流系统导致的饥饿率;p″d表示单位时间下供应链集群设备网的分摊功耗;(wip)″表示供应链集群设备网的储运系统平均占有量;(pr)″表示供应链集群设备网生产率;e″b1表示产品所需元器件的制造消耗的能量;e″b2表示产品在企业/公司之间转运消耗的能量;ωfj,ωfj′,ωfh,ωfh′,ωfu,ωfu′均表示为装配制造系统和零件制造系统(等效)固有能效要素;表示零件制造系统发生堵塞后的加工速度;分别表示装配系统因零件的物流系统发生饥饿后的加工速度;cfu表示各制造系统的正常加工速度。
27、进一步,所述步骤s5具体包括:
28、基于已构建的复杂产品的供应链集群设备网的比能效率模型,计算产品不同制造方案rm的比能em。通过结合每个方案的制造成本cm、制造时间tm,构建评价矩阵,如表1所示:
29、表1评价矩阵
30、
31、由于评价目标(em、cm、tm)的维度和度量不同,因此需对决策矩阵进行标准化:
32、
33、式中,i=1,2,…m;j=1,2,3
34、据上式,所有指标都转化为了无量纲类型,进而能够获得标准化矩阵y;
35、然后,计算每个评价目标的熵权wj:
36、
37、
38、式中,
39、基于熵权wj和标准化矩阵y,构建加权后的规范化矩阵z:
40、z=(zij)n×3=(yij*wj) (5)
41、确定各指标的正理想解z+、负理想解z-,并计算各样本与正理想解的距离与负理想解的距离
42、z+=max{z1j,z2j,;…zmj} (6)
43、z-=min{z1j,z2j,;…zmj} (7)
44、
45、
46、最后,计算相对贴进度ci
47、
48、相对贴进度越大,越接近1,其对应的产品制造方案就越好。
49、相比现有技术,本发明具有如下有益效果:
50、1、本发明创造性地从供应链视角切入,构建了供应链集群设备网模型,定义了三种差异化耦合系统;开发了工业物联网网关,定义了各系统转移到设备网的数据类型,为不同系统提供了统一的数据交换标准;基于此,构建了产品制造过程的能量消耗监控模型,解决了制造企业在产品制造过程中的能耗统计难题。
51、2、本发明首次建立了复杂产品的供应链集群设备网的比能效率模型,充分考虑到了制造过程中制造单元加工效率、可靠性、物流缓冲区容量等参数对产品及其零部件生产能耗的影响;在此基础上,利用不同制造方案的比能效率、制造成本和时间,明确了产品的综合最优制造方案,进而确定了产品的生产能耗限额,解决了企业在产品制造过程中的能耗限额难题。
- 还没有人留言评论。精彩留言会获得点赞!