污水处理厂臭气智能控制系统的制作方法
本发明涉及污水处理,具体地,涉及一种污水处理厂臭气智能控制系统,尤其是一种污水处理厂室内臭气调节智能控制系统。
背景技术:
1、污水处理厂的进水渠(管道)中,各种清水池、浓缩池、地下污水、污泥闸门井、不流动的污水池内以及消毒设施内都能产生或存在有毒有害气体。这些有毒有害气体虽然种类繁多成份复杂,但根据危害方式的不同,可将它们分为有毒气体(窒息性气体)、腐蚀性气体和易燃易爆气体三大类。
2、有毒气体是通过人的呼吸器官在人体内部对人体内部其它组织器官造成危害的气体,如硫化氢、氰化氢、一氧化碳、二氧化碳等气体。腐蚀性气体一般是消毒气体如氯气、臭氧气体、二氧化氯气体等发生泄露时,对体的呼吸系统起腐蚀作用产生毒害。而易燃易爆气体则通过与空气混合产生一定比例时遇明火引起燃烧甚至爆炸而造成危害,如甲烷、氢气等。
3、因此,需要一种气体控制系统,对车间内的气体进行智能控制,以避免车间内的工作人员受到有毒有害气体的侵害。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种污水处理厂臭气智能控制系统。
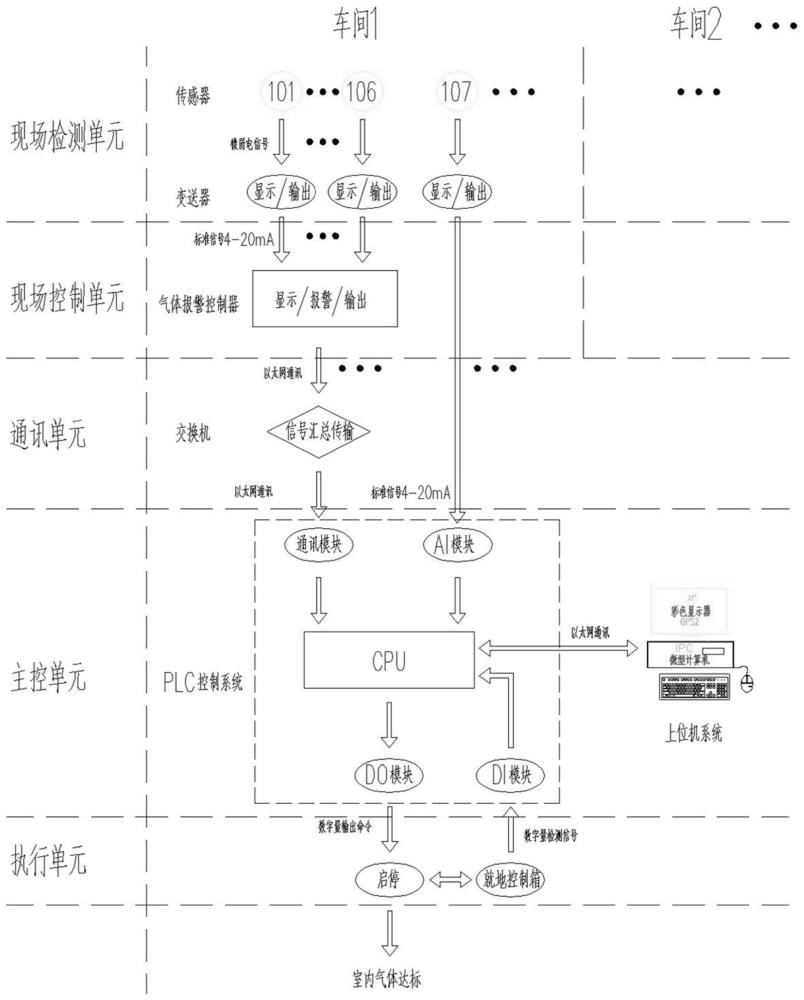
2、根据本发明提供的一种污水处理厂臭气智能控制系统,包括:现场检测单元、现场控制单元、通讯单元、主控单元以及执行单元;
3、所述现场检测单元的第一连接端连接所述现场控制单元的第一连接端,所述现场检测单元的第二连接端连接所述主控单元的第一连接端;
4、所述现场控制单元的第二连接端连接所述通讯单元的第一连接端,所述通讯单元的第二连接端连接所述主控单元的第二连接端;
5、所述主控单元的第三连接端连接所述执行单元的第一连接端,所述主控单元的第四连接端连接所述执行单元的第二连接端;
6、所述现场检测单元用于检测工作车间臭气浓度。
7、优选的,现场检测单元包括有毒有害气体检测仪、温度检测仪以及交换器;
8、所述交换器的第一连接端作为所述现场检测单元的第一连接端,所述交换器的第二连接端作为所述现场检测单元的第二连接端;
9、所述有毒有害气体检测仪和所述温度检测仪均连接所述交换器的第三连接端;
10、所述有毒有害气体检测仪为气体传感器,所述温度检测仪为温度传感器。
11、优选的,所述现场控制单元为气体报警控制器。
12、优选的,所述通讯单元为交换机。
13、优选的,所述主控单元包括plc控制系统和上位机系统;
14、所述plc控制系统的第一连接端作为所述主控单元的第一连接端;
15、所述plc控制系统的第二连接端作为所述主控单元的第二连接端;
16、所述plc控制系统的第三连接端作为所述主控单元的第三连接端;
17、所述plc控制系统的第四连接端作为所述主控单元的第四连接端;
18、所述plc控制系统的第五连接端与所述上位机系统相连接。
19、优选的,所述plc控制系统包括通讯模块、ai模块、cpu、do模块以及di模块;
20、所述ai模块的第一连接端作为所述plc控制系统的第一连接端;
21、所述通讯模块的第一连接端作为所述plc控制系统的第二连接端;
22、所述do模块的第一连接端作为所述plc控制系统的第三连接端;
23、所述di模块的第一连接端作为所述plc控制系统的第四连接端;
24、所述cpu的第一连接端作为所述plc控制系统的第五连接端;
25、所述ai模块的第二连接端连接所述cpu的第二连接端,所述通讯模块的第二连接端连接所述cpu的第三连接端,所述do模块的第二连接端连接所述cpu的第四连接端,所述di模块的第二连接端连接所述cpu的第五连接端。
26、优选的,所述上位机系统包括显示器和微型计算机,所述显示器与所述微型计算机连接,所述微型计算机与所述plc控制系统的第五连接端连接。
27、优选的,所述执行单元为风机、阀门以及就地控制箱;
28、所述风机通过所述阀门连通工作车间,所述主控单元连接所述风机和所述阀门,就地控制箱连接所述风机、阀门以及所述主控单元;所述风机和所述阀门调节工作车间内的气体交换。
29、与现有技术相比,本发明具有如下的有益效果:
30、1、本发明通过采用智能控制系统的方法,大大提高了车间有毒有害气体的控制,减少了有毒有害气体的危害;
31、2、本发明通过采用智能控制系统的方法,减少了工作人员的工作强度;
32、3、本发明通过采用智能控制系统的方法,减少了风机持续工作时间,减少了风机对能源的消耗;
33、4、本发明大大的改善了车间的工作环境,避免了有毒有害气体长时间集聚的可能,大大减少因为车间内气体流动不畅造成的人身伤害,同时也大大提高了风机的利用效率,即需要时开启,不需要就关闭,不用长时间开启风机。
技术特征:
1.一种污水处理厂臭气智能控制系统,其特征在于,包括:现场检测单元、现场控制单元、通讯单元、主控单元以及执行单元;
2.根据权利要求1所述的污水处理厂臭气智能控制系统,其特征在于,现场检测单元包括有毒有害气体检测仪、温度检测仪以及交换器;
3.根据权利要求2所述的污水处理厂臭气智能控制系统,其特征在于,所述现场控制单元为气体报警控制器。
4.根据权利要求3所述的污水处理厂臭气智能控制系统,其特征在于,所述通讯单元为交换机。
5.根据权利要求1所述的污水处理厂臭气智能控制系统,其特征在于,所述主控单元包括plc控制系统和上位机系统;
6.根据权利要求5所述的污水处理厂臭气智能控制系统,其特征在于,所述plc控制系统包括通讯模块、ai模块、cpu、do模块以及di模块;
7.根据权利要求5所述的污水处理厂臭气智能控制系统,其特征在于,所述上位机系统包括显示器和微型计算机,所述显示器与所述微型计算机连接,所述微型计算机与所述plc控制系统的第五连接端连接。
8.根据权利要求1所述的污水处理厂臭气智能控制系统,其特征在于,所述执行单元为风机、阀门以及就地控制箱;
技术总结
本发明提供了一种污水处理厂臭气智能控制系统,包括:现场检测单元、现场控制单元、通讯单元、主控单元以及执行单元;所述现场检测单元的第一连接端连接所述现场控制单元的第一连接端,所述现场检测单元的第二连接端连接所述主控单元的第一连接端;所述现场控制单元的第二连接端连接所述通讯单元的第一连接端,所述通讯单元的第二连接端连接所述主控单元的第二连接端;所述主控单元的第三连接端连接所述执行单元的第一连接端,所述主控单元的第四连接端连接所述执行单元的第二连接端;所述现场检测单元用于检测工作车间臭气浓度。本发明通过采用智能控制系统的方法,大大提高了车间有毒有害气体的控制,减少了有毒有害气体的危害。
技术研发人员:牛犇,赵文龙,肖振,吴德龙,王建邦,李林桂
受保护的技术使用者:中信建设有限责任公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!