数控多排钻的工序确定方法、装置、电子设备及存储介质与流程
1.本技术涉及数控加工技术领域,具体而言,涉及一种数控多排钻的工序确定方法、装置、电子设备及存储介质。
背景技术:
2.随着家具行业的不断发展,对板材加工机械设备的加工精度、自动化程度都提出更高的要求。板式家具的组装部件主要采用多排钻进行加工,实现一次性加工多个加工孔。多排钻是广泛应用于板式家具加工的木工加工机械,其采用数控技术对多排钻的钻头间距进行控制,保证加工孔精度和板材的加工质量。
3.由于不同板材的孔位信息不同,所以采用数控技术对多排钻的钻头间距进行控制时,需要调整多排钻的姿态与位置,以使多排钻的加工工序最少。但是目前需要熟练工人依据其经验知识,手动调整钻包的姿态和位置,这样对工人要求较高,并且工人根据经验知识确定的方案不一定是最佳方案,以及人工确定方案效率较低,不适合大批量的处理。可见,目前的多排钻的工作方案存在稳定性差和效率低的问题。
技术实现要素:
4.本技术实施例的目的在于提供一种数控多排钻的工序确定方法、装置、电子设备及存储介质,旨在解决目前多排钻工作方案存在稳定性差和效率低的问题。
5.第一方面,本技术实施例提供了一种数控多排钻的工序确定方法,包括:
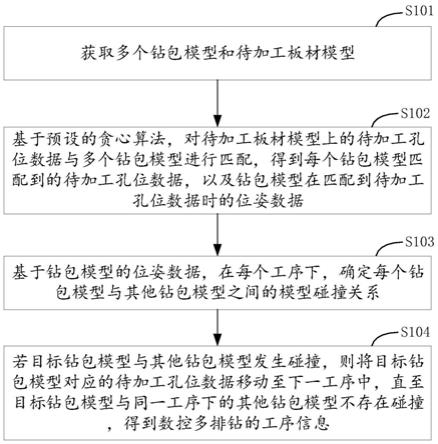
6.获取多个钻包模型和待加工板材模型;
7.基于预设的贪心算法,对待加工板材模型上的待加工孔位数据与多个钻包模型进行匹配,得到每个钻包模型匹配到的待加工孔位数据,以及钻包模型在匹配到待加工孔位数据时的位姿数据;
8.基于钻包模型的位姿数据,在每个工序下,确定每个钻包模型与其他钻包模型之间的模型碰撞关系;
9.若目标钻包模型与其他钻包模型发生碰撞,则将目标钻包模型对应的待加工孔位数据移动至下一工序中,直至目标钻包模型与同一工序下的其他钻包模型不存在碰撞,得到数控多排钻的工序信息。
10.在本实施例中,通过获取多个钻包模型和待加工板材模型,基于预设的贪心算法,对待加工板材模型上的待加工孔位数据与多个钻包模型进行匹配,得到每个钻包模型匹配到的待加工孔位数据,以及钻包模型在匹配到待加工孔位数据时的位姿数据,从而实现排钻的钻头与孔位一一对应,以及确定出排钻对应于不同孔位时的姿态;再基于钻包模型的位姿数据,在每个工序下,确定每个钻包模型与其他钻包模型之间的模型碰撞关系,从而确定在同一工序下钻包之间发生碰撞的可能性;若目标钻包模型与其他钻包模型发生碰撞,则将目标钻包模型对应的待加工孔位数据移动至下一工序中,直至目标钻包模型与同一工序下的其他钻包模型不存在碰撞,得到数控多排钻的工序信息,以碰撞关系调整钻包模型
的工序,以使多排钻设备能够加工更多尺寸类型的板件避免出现超出多排钻设备的可加工区域而无法加工的情况,实现计算机自动确定工序,提高板材的加工效率和稳定性。
11.在一实施例中,获取多个钻包模型和待加工板材模型,包括:
12.获取排钻结构数据和待加工板材数据;
13.基于排钻结构数据,创建多个钻包模型,以及基于待加工板材数据,创建待加工板材模型。
14.在本实施例中,通过基于排钻结构数据,创建多个钻包模型,以及基于待加工板材数据,创建待加工板材模型,以能够针对不同排钻设备进行确定工序方案,使得该方法具备更加广泛的适用性。
15.在一实施例中,基于预设的贪心算法,对待加工板材模型上的待加工孔位数据与多个钻包模型进行匹配,得到每个钻包模型匹配到的待加工孔位数据,以及钻包模型在匹配到待加工孔位数据时的位姿数据,包括:
16.确定每个钻包模型的模型姿态,模型姿态对应有钻包模型的位姿数据;
17.基于预设的贪心算法,确定每个钻包模型的模型姿态匹配到的待加工孔位数据。
18.在本实施例中,通过先确定钻包模型的模型姿态,并以钻包模型的模型姿态为匹配中心,对待加工孔位数据与模型姿态进行匹配,确定每个钻包模型的模型姿态在每道工序匹配到的待加工孔位数据,以保证钻包模型在不发生碰撞的情况下,匹配出最佳方案,提高匹配效率和精度。
19.在一实施例中,基于预设的贪心算法,确定每个钻包模型的模型姿态匹配到的待加工孔位数据,包括:
20.将待加工板材模型调整为第一板材姿态;
21.在待加工板材模型处于第一板材姿态时,确定每个钻包模型的模型姿态匹配到最多待加工孔位时对应的第一孔位数据;将待加工板材模型旋转和/或翻转为第二板材姿态;
22.在待加工板材模型处于第二板材姿态时,确定每个钻包模型的模型姿态匹配到最多待加工孔位时对应的第二孔位数据。
23.在本实施例中,通过对待加工板材模型进行旋转或翻转,实现对板材的正面与背面,或左侧与右侧等不同方位上的孔位进行匹配,保证孔位匹配的完整性,提高匹配准确度。
24.在一实施例中,基于预设的贪心算法,对待加工板材模型上的待加工孔位数据与多个钻包模型进行匹配,得到每个钻包模型匹配到的待加工孔位数据,以及钻包模型在匹配到待加工孔位数据时的位姿数据之前,还包括:
25.若待加工板材模型的待加工区域与钻包模型的可加工区域之间的比值大于预设值,则将待加工板材模型分割为第一板材模型和第二板材模型,第一板材模型和第二板材模型用于利用贪心算法分别与钻包模型进行匹配。
26.在本实施例中,对于板材规格远大于多排钻可加工区域时,将待加工板材分割为钻包能够加工的第一板材模型和第二板材模型,以实现大尺寸板材的加工。
27.在一实施例中,若目标钻包模型与其他钻包模型发生碰撞,则将目标钻包模型对应的待加工孔位数据移动至下一工序中,直至目标钻包模型与同一工序下的其他钻包模型不存在碰撞,得到数控多排钻的工序信息之后,还包括:
28.同步每个工序下的钻包模型与待加工板材模型之间的位置关系。
29.在本实施例中,通过同步每个工序下的钻包模型与待加工板材模型之间的位置关系,从而保证每个工序下排钻位置的变化最小,从而减少加工工序,提高加工效率。
30.第二方面,本技术实施例提供了一种数控多排钻的工序确定装置,包括:
31.获取模块,用于获取多个钻包模型和待加工板材模型;
32.匹配模块,用于基于预设的贪心算法,对待加工板材模型上的待加工孔位数据与多个钻包模型进行匹配,得到每个钻包模型匹配到的待加工孔位数据,以及钻包模型在匹配到待加工孔位数据时的位姿数据;
33.确定模块,用于基于钻包模型的位姿数据,在每个工序下,确定每个钻包模型与其他钻包模型之间的模型碰撞关系;
34.循环模块,用于若目标钻包模型与其他钻包模型发生碰撞,则将目标钻包模型对应的待加工孔位数据移动至下一工序中,直至目标钻包模型与同一工序下的其他钻包模型不存在碰撞,得到数控多排钻的工序信息。
35.在一实施例中,匹配模块,包括:
36.确定单元,用于确定每个所述钻包模型的模型姿态,所述模型姿态对应有所述钻包模型的位姿数据;
37.匹配单元,用于基于预设的贪心算法,确定每个所述钻包模型的模型姿态匹配到的待加工孔位数据。
38.第三方面,本技术实施例提供了一种电子设备,包括存储器及处理器,存储器用于存储计算机程序,处理器运行计算机程序以使电子设备执行根据权上述第一方面的数控多排钻的工序确定方法。
39.第四方面,本技术实施例提供了一种计算机可读存储介质,其存储有计算机程序,计算机程序被处理器执行时实现如上述第一方面的数控多排钻的工序确定方法。
40.需要说明的是,上述第二方面值第四方面的有益效果请参见上述第一方面的相关描述,在此不再赘述。
附图说明
41.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
42.图1为本技术实施例提供的数控多排钻的工序确定方法的流程示例图;
43.图2为本技术实施例提供的钻包的结构示意图;
44.图3为本技术实施例提供的模型姿态组合的示意图;
45.图4为本技术实施例提供的数控多排钻的工序确定装置的结构示意图;
46.图5为本技术实施例提供的电子设备的结构示意图。
具体实施方式
47.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
48.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本技术的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
49.如背景技术相关记载,由于不同板材的孔位信息不同,所以采用数控技术对多排钻的钻头间距进行控制时,需要调整多排钻的姿态与位置,以使多排钻的加工工序最少。但是目前需要熟练工人依据其经验知识,手动调整钻包的姿态和位置,这样对工人要求较高,并且工人根据经验知识确定的方案不一定是最佳方案,以及人工确定方案效率较低,不适合大批量的处理。可见,目前的多排钻的工作方案存在稳定性差和效率低的问题。
50.针对上述现有技术中的问题,本技术提供了一种数控多排钻的工序确定方法,通过获取多个钻包模型(或下称钻包或者列钻包)和待加工板材模型(或下称板材),基于预设的贪心算法,对待加工板材模型上的待加工孔位数据与多个钻包模型进行匹配,得到每个钻包模型匹配到的待加工孔位数据,以及钻包模型在匹配到待加工孔位数据时的位姿数据,从而实现排钻的钻头与孔位一一对应,以及确定出排钻对应于不同孔位时的姿态;再基于钻包模型的位姿数据,在每个工序下,确定每个钻包模型与其他钻包模型之间的模型碰撞关系,从而确定在同一工序下钻包之间发生碰撞的可能性;若目标钻包模型与其他钻包模型发生碰撞,则将目标钻包模型对应的待加工孔位数据移动至下一工序中,直至目标钻包模型与同一工序下的其他钻包模型不存在碰撞,得到数控多排钻的工序信息,以碰撞关系调整钻包模型的工序,以使多排钻设备能够加工更多尺寸类型的板件避免出现超出多排钻设备的可加工区域而无法加工的情况,实现计算机自动确定工序,提高板材的加工效率和稳定性。
51.参见图1,图1示出了本技术实施例提供的一种数控多排钻的工序确定方法的实现流程图。本技术实施例中下述的数控多排钻的工序确定方法可应用于终端设备的虚拟仿真环境,终端设备包括但不限于平板电脑、桌上型计算机、超级计算机、物理服务器和云服务器等计算机设备。本技术实施例的数控多排钻的工序确定方法,包括步骤s101至s104,详述如下:
52.步骤s101,获取多个钻包模型和待加工板材模型。
53.在本实施例中,钻包模型和待加工板材模型为虚拟仿真模型,其可以预先建立得到,也可以实时建立得到。可选地,可以基于预设的通用模型,通过调整模型参数得到。例如,获取多排钻设备的钻包大小、位置和移动约束等参数,利用以上参数调整通用钻包模型的模型参数,以创建钻包模型,得到钻包内框与外框的大小。如图2所示,使用矩形表示钻包模型,其中21为钻头(钻包上的刀具),22为钻包外框,23为钻包中心点,24为钻包内框。
54.在一实施例中,获取排钻结构数据和待加工板材数据;基于排钻结构数据,创建多个钻包模型,以及基于待加工板材数据,创建待加工板材模型。
55.在本实施例中,上述排钻结构数据和待加工板材数据可以使用通用json数据格式进行数据交换。可选地,基于多排钻设备的实际结构和待加工板材的实际结构,配置列钻包的大小、孔位和限位等信息,以及配置待加工板材和孔位等信息,生成为json数据结构的排钻结构数据和待加工板材数据;根据排钻结构数据创建钻包模型,根据待加工板材数据创建待加工板材模型,从而能够针对不同多排钻设备和不同规格的板材确定工序方案,使得该方法具备更加广泛的适用性。
56.步骤s102,基于预设的贪心算法,对待加工板材模型上的待加工孔位数据与多个钻包模型进行匹配,得到每个钻包模型匹配到的待加工孔位数据,以及钻包模型在匹配到待加工孔位数据时的位姿数据。
57.在本实施例中,待加工孔位数据包括板材上每个待加工孔位的坐标数据,位姿数据包括模型姿态对应的位置数据和姿态数据。本实施例以贪婪匹配方式,将钻包模型的每种模型姿态与待加工孔匹配,将一道工序下匹配到最多待加工孔位数量的钻包模型姿态作为该工序下的模型姿态。可以理解的是,待加工板材有多个面,对于每个面均需要加工而钻包模型的可加工范围无法覆盖整个板材面时,为了减少排钻的加工工序或扩大排钻设备的可加工板件尺寸,则可以对板材进行翻转和/或旋转等操作,并确定在不同板材姿态时,待加工孔位对应的钻包模型姿态。需要说明的是,一般而言,一组待加工孔位对应一个钻包模型。
58.可选地,由于有些钻包需要人工移动,为了减少人工操作,所以匹配结果尽可能保证钻包在初始位置。
59.在一实施例中,确定每个钻包模型的模型姿态,模型姿态对应有钻包模型的位姿数据;基于预设的贪心算法,确定每个钻包模型的模型姿态匹配到的待加工孔位数据。
60.在本实施例中,钻包模型包括上钻包和下钻包,模型姿态包括上钻包的姿态和下钻包的姿态。如图3所示,模型姿态可以为图3a的竖
‑
竖姿态、图3b的竖
‑
横姿态、图3c的横
‑
竖姿态或图3d的横
‑
横姿态,示例性地,以竖
‑
横为例,则竖为上钻包的姿态,横为下钻包的姿态;以横
‑
竖为例,横为上钻包的姿态,竖为下钻包的姿态。
61.可选地,基于实际的设备结构,从上述4种模型姿态中,选择符合设备结构的模型姿态作为工序姿态。可选地,利用四种模型姿态分别匹配板材上的孔位,选择匹配孔位数量最多的模型姿态作为工序姿态,若匹配到的孔位数量相同,则选择优先顺序为竖
‑
竖>竖
‑
横>横
‑
竖>横
‑
横。本实施例以模型姿态为匹配中心,确定每个钻包模型的模型姿态对应的待加工孔位数据,从而减少调整钻包模型姿态的人工操作,提高加工过程的自动化程度。
62.示例性地,对于钻包,使用x描述每列钻包x方向的位置,使用y描述每列钻包中的上钻包与下钻包各自的y坐标,使用bool变量表示每个钻包是否旋转。根据钻包结构,将水平方向和垂直方向上的孔位归属于同一个分类,得到水平孔位与垂直孔位的分组(即孔位的x相等或者y值相等)。
63.可选地,基于贪心算法的匹配方式包括:
64.类的定义:横向类为y值相同的所有孔位,竖向类为x值相同的所有孔位。组的定义:横向组为y值相同,并且x最大值与x最小值之差小于单列钻包长度的孔位组合。竖向组为x值相同,并且y最大值与y最小值之差小于单列钻包长度的孔位组合。孔位之间在x或者y方向的间距都是32的整倍数,则该孔位组合在一起为一组,即可以使用一列竖向钻包加工完毕。可选地,对于组的间距,则为上面一组(一列钻包有两组,即上钻包和下钻包)的y最小值与下面一组的y最大值之差。匹配成功为钻包上的钻头孔坐标与板材上的孔位坐标重合。
65.可选地,对于竖
‑
竖作为模型姿态的钻包,其能够匹配到一组或两组。示例性地,直接移动竖
‑
竖姿态的钻包对准孔位进行匹配,最下面一个孔对准分组的最下面一个孔,在上半部分区域使用上钻包加工,下半部分区域使用下钻包。下钻包使用y值较小的组,上钻包使用y值较大的组,如果上钻包对准需要加工的孔后,超出限位,就需要把上面的钻包往下
移动,直到在限位内。如果移不到限位内,则该孔标记为未加工,并放到下一次匹配过程中。
66.可选地,对于横
‑
竖作为模型姿态的钻包,先从之前分好类的横向分组里面匹配好上面的横向钻包,固定好后,在匹配下面的竖向列的孔(此时,竖向列钻包只能上下移动)。同样是使用横向钻最左边的孔,对准横向类x值最小的孔,然后一个孔一个孔移动,移动好上面的横向组后,上下移动下面的竖向钻包孔匹配待加工孔。记录其中加工孔位数最多的位置,即为匹配结果。
67.可选地,对于竖
‑
横作为模型姿态的钻包,从竖向类中开始遍历,y值最大的孔对准竖向钻包最上面到孔,然后上下移动下面的横向钻包在横向类里面尽可能匹配多的孔。同样记录匹配孔最多的位置,即为匹配结果。
68.可选地,对于横
‑
横作为模型姿态的钻包,上面的从横向类中寻找匹配,下面的横向钻包从y值小于上面横向类的横向类里面上下移动匹配。横向钻包步进方式,横向钻最左边的孔,对准横向类x值最小的孔,然后一个孔一个孔移动,移动好上面的横向组后,上下移动下面的横向孔匹配。同样记录匹配孔最多的位置,即为匹配结果。最后综合所有姿态的结果,选取匹配孔数最多的方案。
69.在一实施例中,将待加工板材模型调整为第一板材姿态;在待加工板材模型处于第一板材姿态时,确定每个钻包模型的模型姿态匹配到最多待加工孔位时对应的第一孔位数据;将待加工板材模型旋转和/或翻转为第二板材姿态;在待加工板材模型处于第二板材姿态时,确定每个钻包模型的模型姿态匹配到最多待加工孔位时对应的第二孔位数据。
70.在本实施例中,对于第一孔位数据与第二孔位数据,两者在处理时有两种情况。第一种:第一孔位数据与第二孔位数据单独处理,也就是说,开始处理前,就分为了两种情况分支计算,最后选择工序数较少的孔位数据。第二种:第一孔位数据与第二孔位数据一起处理,以解决加工不到孔位的情况,保证所有孔位都能够被加工到。
71.示例性地,若板材符合预设条件,则对板材进行旋转和/或翻转至第二板材姿态。预设条件为待加工板材模型的待加工区域大于钻包模型的可加工区域,或者板材正面的待加工孔位数量大于板材背面的待加工孔位数量。通过对待加工板材模型进行旋转或翻转,实现对板材的正面与背面,或左侧与右侧等不同方位上的孔位进行匹配,保证孔位匹配的完整性,提高匹配准确度。可以理解的是,板材上的待加工孔位按照工序进行加工,正面孔与背面孔在同一道工序,而不是等到正面孔处理完毕再处理背面孔,所以必须建立两个线程同时处理背面工序以及正面工序。
72.可以理解的是,在本实施例调整板件姿态的时机有两种,第一处为加工开始前的调整,目的是列举所有的匹配可能性。第二处是开始加工时和加工过程中的调整(先加工完左右两边的孔位,再旋转加工上下两侧的孔位;或者将超出区域的下半部分旋转上来),目的是为了使板材满足上述预设条件。
73.步骤s103,基于钻包模型的位姿数据,在每个工序下,确定每个钻包模型与其他钻包模型之间的模型碰撞关系。
74.在本实施例中,对计算得到钻包位姿的干涉处理,即计算两个钻包之间的碰撞(即位置是否相交),若存在碰撞,则该钻包需要放置到下一道工序加工。可选地,碰撞计算规则为,先计算最外面的x方向的碰撞。若未发生碰撞,则执行以下碰撞计算过程,其中每列钻包上有两个小钻包,循环计算每个小钻包与下一列的每个小钻包是否碰撞,如果发生碰撞,则
表明大钻包也碰撞。在每道工序计算完毕后,需要计算板材位置,并使钻包尽可能在初始位置不移动。板材初始原点位置对准的水平钻的第一个孔。计算所有列钻包移动到零位的最大值,如果小于定位杆的最小值,则板材移动则是定位杆最小值位置,大于定位杆最小值则是移动到零位的位置。如果此时左右有水平孔,为了保证水平孔能够加工,移动值必须是水平孔的间距32的倍数。循环处理每道工序的结果,直至加工结束。得到所有钻包的位置以及板材位置。
75.示例性地,如图2所示的钻包结构示意图。外框是计算钻包横向碰撞的依据,内框是计算同一列的上钻包与下钻包是否碰撞的依据,内框能够旋转90度。可选地,碰撞计算规则可以是:先计算钻包模型之间的外框是否碰撞,若未发生碰撞,则再计算钻包模型之间的内框是否碰撞。
76.步骤s104,若目标钻包模型与其他钻包模型发生碰撞,则将目标钻包模型对应的待加工孔位数据移动至下一工序中,直至目标钻包模型与同一工序下的其他钻包模型不存在碰撞,得到数控多排钻的工序信息。
77.在本实施例中,遍历生成的钻包,使用boost求交库计算钻包之间的碰撞,将有碰撞干涉的钻包放到下一道工序处理。循环上述过程,直至所有钻包处理完毕。处理完成后的结果是在每道加工工序中,钻包之间都没有碰撞干涉。
78.根据生成的结果,将每道工序中到板材姿态矩阵分解为翻转和旋转两道工序。得到每道工序中板材的姿态,将每道工序中板材位置与每列钻包位置写入json结果中。
79.在一实施例中,上述步骤s102之前,还包括:若待加工板材模型的待加工区域与钻包模型的可加工区域之间的比值大于预设值,则将待加工板材模型分割为第一板材模型和第二板材模型,第一板材模型和第二板材模型用于利用贪心算法分别与钻包模型进行匹配。
80.在本实施例中,根据加工区域参数,重新调整板材的尺寸,如果板材规格大于加工参数,此时可以操作板材旋转180度,将下半部分不能加工到的区域旋转到上半部分使用水平钻加工。此时要求板材总长不能超过加工区域的2倍,否则即使旋转,也无法加工,所以对板材进行逻辑分割,即将板材模型分为多个钻孔区域,而非对实体板材进行物理分割,也就是说,对于实体板材来说依旧是为一个整体的板材。
81.可选地,分割处理具体为:w为板材宽度,h为板材高度,x1为孔位坐标x值,y1为孔位坐标y值,h1为分割高度。按照板材加工区域的高度,将板材切割为两部分,之后处理板材上的孔位信息。以分割高度h1为y方向的原点,之后上板材上所有孔位数据的y=y
‑
h1,x方向上的坐标值不变。当上半部分板材处理完毕后,将板材绕逆时针旋转180
°
后向y上方向平移h1,直至h1分割线与y=0重合,此时孔位坐标需要重新计算y2=y1‑
h+h1,x2=x1。
82.对于每个分割后的单独板材,如果存在上下孔,则需要逆时针旋转90度以适应机械结构只能加工水平左右孔的情况。对于板材规格远大于多排钻可加工区域时,将待加工板材分割为钻包能够加工的第一板材模型和第二板材模型,以实现大尺寸板材的加工。
83.可选地,为了达到工序数最优化,第一步加工可以分为三种情况处理。一,按照板材的正常姿态摆放;二,板材上下翻板,原来由正面钻包加工的换为背面钻包加工,背面钻包加工的换为正面钻包加工(主要是为了处理正面加工孔数多多于背面加工孔数的情况,因为正面与背面的加工钻包列数不同);三,板材旋转,主要是处理侧面(左右)水平孔与正
面或者背面一起加工的情况。
84.单板材加工时(包括前面切割后的也属于),为了使工序数达到最优,分为两种情况处理。一,如果有上下孔,先旋转加工处理上下孔,同时处理正面和背面的孔,当上下孔处理完毕后,处理剩下的正面和背面的孔;二,同第一种情况,不过在上下孔加工完毕后,第一种不旋转,保持板材姿态直至加工完毕,现在加工完毕后,再次旋转回原始板材姿态继续加工。每种情况分别处理完毕后,比较两种情况的最终工序数,选择较少的工序。
85.在一实施例中,若目标钻包模型与其他钻包模型发生碰撞,则将目标钻包模型对应的待加工孔位数据移动至下一工序中,直至目标钻包模型与同一工序下的其他钻包模型不存在碰撞,得到数控多排钻的工序信息之后,还包括:同步每个工序下的钻包模型与待加工板材模型之间的位置关系。
86.在本实施例中,调整钻包的位置,使之在初始位置的基础上尽可能不移动。可选地,调整方式1为板材与钻包同步移动,则钻包与板材的位置关系不会改变;调整方式2为钻包移动孔间距的整数倍数(在钻包能够加工完其对应的孔时),这样即使钻包移动,但是加工关系依然没变,原先的孔在移动后依然能加工到。通过同步每个工序下的钻包模型与待加工板材模型之间的位置关系,从而保证每个工序下排钻位置的变化最小,从而减少加工工序,提高加工效率。
87.为了执行上述方法实施例对应的方法,以实现相应的功能和技术效果,下面提供一种数控多排钻的工序确定装置。参见图4,图4是本技术实施例提供的一种数控多排钻的工序确定装置的结构框图。为了便于说明,仅示出了与本实施例相关的部分,本技术实施例提供的数控多排钻的工序确定装置,包括:
88.获取模块401,用于获取多个钻包模型和待加工板材模型;
89.匹配模块402,用于基于预设的贪心算法,对待加工板材模型上的待加工孔位数据与多个钻包模型进行匹配,得到每个钻包模型匹配到的待加工孔位数据,以及钻包模型在匹配到待加工孔位数据时的位姿数据;
90.确定模块403,用于基于钻包模型的位姿数据,在每个工序下,确定每个钻包模型与其他钻包模型之间的模型碰撞关系;
91.循环模块404,用于若目标钻包模型与其他钻包模型发生碰撞,则将目标钻包模型对应的待加工孔位数据移动至下一工序中,直至目标钻包模型与同一工序下的其他钻包模型不存在碰撞,得到数控多排钻的工序信息。
92.在一实施例中,获取模块401,包括:
93.获取单元,用于获取排钻结构数据和待加工板材数据;
94.创建单元,用于基于排钻结构数据,创建多个钻包模型,以及基于待加工板材数据,创建待加工板材模型。
95.在一实施例中,匹配模块403,包括:
96.确定单元,用于确定每个钻包模型的模型姿态,模型姿态对应有钻包模型的位姿数据;
97.匹配单元,用于基于预设的贪心算法,确定每个钻包模型的模型姿态匹配到的待加工孔位数据。
98.在一实施例中,匹配单元,包括:
99.第一调整子单元,用于将待加工板材模型调整为第一板材姿态;
100.第一匹配子单元,用于在待加工板材模型处于第一板材姿态时,确定每个钻包模型的模型姿态匹配到最多待加工孔位时对应的第一孔位数据;将待加工板材模型旋转和/或翻转为第二板材姿态;
101.第二匹配子单元,用于在待加工板材模型处于第二板材姿态时,确定每个钻包模型的模型姿态匹配到最多待加工孔位时对应的第二孔位数据。
102.在一实施例中,所述装置还包括:
103.分割模块,用于若待加工板材模型的待加工区域与钻包模型的可加工区域之间的比值大于预设值,则将待加工板材模型分割为第一板材模型和第二板材模型,第一板材模型和第二板材模型用于利用贪心算法分别与钻包模型进行匹配。
104.在一实施例中,装置还包括:
105.同步模块,用于同步每个工序下的钻包模型与待加工板材模型之间的位置关系。
106.上述的数控多排钻的工序确定装置可实施上述方法实施例的数控多排钻的工序确定方法。上述方法实施例中的可选项也适用于本实施例,这里不再详述。本技术实施例的其余内容可参照上述方法实施例的内容,在本实施例中,不再进行赘述。
107.图5为本技术一实施例提供的电子设备的结构示意图。如图5所示,该实施例的电子设备5包括:至少一个处理器50(图5中仅示出一个)处理器、存储器51以及存储在所述存储器51中并可在所述至少一个处理器50上运行的计算机程序52,所述处理器50执行所述计算机程序52时实现上述任意方法实施例中的步骤。
108.所述电子设备5可以是智能手机、平板电脑、桌上型计算机、超级计算机、个人数字助理、物理服务器和云服务器等计算设备。该电子设备可包括但不仅限于处理器50、存储器51。本领域技术人员可以理解,图5仅仅是电子设备5的举例,并不构成对电子设备5的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件,例如还可以包括输入输出设备、网络接入设备等。
109.所称处理器50可以是中央处理单元(central processing unit,cpu),该处理器50还可以是其他通用处理器、数字信号处理器(digital signal processor,dsp)、专用集成电路(application specific integrated circuit,asic)、现成可编程门阵列(field
‑
programmable gate array,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件等。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。
110.所述存储器51在一些实施例中可以是所述电子设备5的内部存储单元,例如电子设备5的硬盘或内存。所述存储器51在另一些实施例中也可以是所述电子设备5的外部存储设备,例如所述电子设备5上配备的插接式硬盘,智能存储卡(smart media card,smc),安全数字(secure digital,sd)卡,闪存卡(flash card)等。进一步地,所述存储器51还可以既包括所述电子设备5的内部存储单元也包括外部存储设备。所述存储器51用于存储操作系统、应用程序、引导装载程序(bootloader)、数据以及其他程序等,例如所述计算机程序的程序代码等。所述存储器51还可以用于暂时地存储已经输出或者将要输出的数据。
111.另外,本技术实施例还提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现可实现上述任意方法实施例中的
步骤。
112.本技术实施例提供了一种计算机程序产品,当计算机程序产品在电子设备上运行时,使得电子设备执行时实现可实现上述各个方法实施例中的步骤。
113.在本技术所提供的几个实施例中,应该理解到,所揭露的装置和方法,也可以通过其它的方式实现。以上所描述的装置实施例仅仅是示意性的,例如,附图中的流程图和框图显示了根据本技术的多个实施例的装置、方法和计算机程序产品的可能实现的体系架构、功能和操作。在这点上,流程图或框图中的每个方框可以代表一个模块、程序段或代码的一部分,所述模块、程序段或代码的一部分包含一个或多个用于实现规定的逻辑功能的可执行指令。也应当注意,在有些作为替换的实现方式中,方框中所标注的功能也可以以不同于附图中所标注的顺序发生。例如,两个连续的方框实际上可以基本并行地执行,它们有时也可以按相反的顺序执行,这依所涉及的功能而定。也要注意的是,框图和/或流程图中的每个方框、以及框图和/或流程图中的方框的组合,可以用执行规定的功能或动作的专用的基于硬件的系统来实现,或者可以用专用硬件与计算机指令的组合来实现。
114.另外,在本技术各个实施例中的各功能模块可以集成在一起形成一个独立的部分,也可以是各个模块单独存在,也可以两个或两个以上模块集成形成一个独立的部分。
115.所述功能如果以软件功能模块的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本技术的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本技术各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(rom,read
‑
only memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
116.以上所述仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
117.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
118.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1