基于声发射信号的CFRP磨抛加工表面粗糙度预测方法及系统
基于声发射信号的cfrp磨抛加工表面粗糙度预测方法及系统
技术领域
1.本发明属于磨抛加工技术领域,更具体地,涉及一种基于声发射信号的 cfrp磨抛加工表面粗糙度预测方法及系统。
背景技术:
2.碳纤维增强树脂基复合材料(cfrp)以其低密度、耐高温、耐腐蚀、耐摩擦、抗疲劳和导电导热性等优良性能使其被广泛应用于军用及民用工业的各个领域,尤其是航空航天领域。cfrp在结构上表现为明显非均匀性及各向异性,这些独有的特点造成其切削过程与金属等均质材料有着许多区别。在实际工程应用方面,由于缺乏复合材料加工过程中材料去除机理和损伤产生机制等基础理论研究,使得cfrp的磨抛加工存在着诸多问题,例如加工过程中产生的纤维分层、脱落、表面凹陷等。这些问题的存在严重损害了材料的力学性能与表面加工质量。因此,对于cfrp等复合材料的表面粗糙度的精准预测需求极为迫切。
3.为了实现对cfrp磨抛加工表面粗糙度的预测来提高表面加工质量,国内学者已经有一些专利著作。其中,中国专利cn103394972a公开了一种基于声发射信号的铣削加工表面粗糙度在线预测方法,通过在铣削加工零件上安装声发射传感器,通过计算机对比零件在加工时声发射信号的频域特征与其理论铣削厚度变化曲线的差异,来预测铣削加工表面粗糙度。该方法只是通过观测声发射信号的频域特征来预测表面粗糙度,存在较大环境干扰,预测精度低。
4.中国专利cn112069966a公开了一种基于改进型lstm网络的表面粗糙度预测方法,通过建立不同切削参数下振动信号与所对应的粗糙度值的大数据集,并对其进行筛选获得模型输入特征,并实现对零件表面粗糙度的预测。中国专利cn111177911a公开了一种基于sdae-dbn算法的零件表面粗糙度在线预测方法,通过将三向加速度传感器吸附在机床主轴上采集切削过程中的振动与噪声信号,对信号进行平滑处理后送入深度网络中实现对表面粗糙度的实时预测。上述两个专利针对提取的加工信号实现了对工件表面粗糙度的预测,但是上述方法都是将原始振动信号或者部分信号特征直接作为特征输入预测模型,并未对信号的局部特征进行提取筛选,容易导致输入样本量较小,与目标相关性较低等问题,最终会引起模型实际预测效果不佳。
技术实现要素:
5.针对现有技术的以上缺陷或改进需求,本发明提供了一种基于声发射信号的cfrp磨抛加工表面粗糙度预测方法及系统,其中结合cfrp磨抛加工自身的特征及其表面粗糙度预测方法特点,相应设计了遗传算法改进下的深度置信网络(ga-dbn)的cfrp表面粗糙度预测模型,相应的采用声发射传感器采集cfrp工件磨抛加工过程中的声发射信号,采用小波包分解和集合经验模态分解对采集的声发射信号进行分解处理,以提取声发射信号各信号子带的多维时频特征,通过最大互信息和最小冗余度方法对提取的时频特征进行评估筛选,建立遗传算法改进下的深度置信网络(ga
‑ꢀ
dbn)的cfrp表面粗糙度预测模型,将筛选的
多维时频特征作为模型输入样本实现对cfrp表面粗糙度的精准预测。通过以上方法,能够实时预测 cfrp表面粗糙度,无需在加工过程中将工件拆卸进行重复检测,能够减少测量时间,便于操作人员第一时间进行加工参数调整,极大的提高加工效率,降低人工检测成本。
6.为实现上述目的,按照本发明的一个方面,提出了一种基于声发射信号的cfrp磨抛加工表面粗糙度预测方法,其特征在于,包括以下步骤:
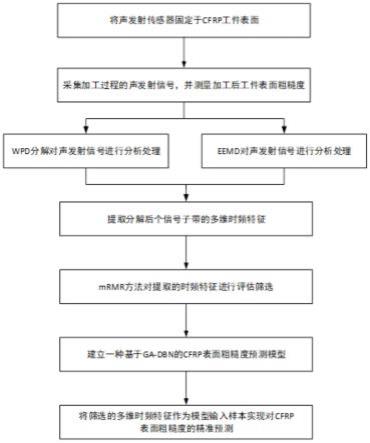
7.s1将声发射传感器固定于cfrp工件表面,采集工件磨抛加工过程中的声发射信号,并测量磨抛加工后工件表面粗糙度;
8.s2分别采用小波包分解和集合经验模态分解对采集的声发射信号进行分解处理,并提取经小波包分解和集合经验模态分解后的各信号子带的多维时频特征;
9.s3计算单个特征与cfrp工件表面粗糙度的相关程度,同时计算不同特征之间相关程度的平均值,然后通过评估函数计算不同特征之间的 mrmr分值,并据此选择满足要求的特征作以及相应的表面粗糙度构成数据集,将数据集按照指定比例分为训练样本和测试样本;
10.s4构建基于ga-dbn的cfrp表面粗糙度预测模型,将所述训练样本作为所述预测模型的输入,相应cfrp工件表面粗糙度作为输出,对所述预测模型进行训练,得到训练后的表面粗糙度预测模型,并采用测试样本对训练后的表面粗糙度预测模型进行验证;
11.s5采用cfrp表面粗糙度预测模型对cfrp工件表面粗糙度进行预测。
12.作为进一步优选的,步骤s2中,采用小波包分解对采集的声发射信号进行分解处理,并提取经小波包分解后的各信号子带的多维时频特征包括:
13.基于小波基函数将声发射信号x
ae
(t)进行小波包分解:
[0014][0015]
式中,x
ae
(t)为声发射信号,q表示声发射信号离散小波分解的层数, m表示第q层分解下的序号,为第q层第m节点的高频子带,为第q层第m节点的低频子带,t为时间。
[0016]
作为进一步优选的,步骤s2中,采用集合经验模态对采集的声发射信号进行分解处理,并提取经集合经验模态分解后的各信号子带的多维时频特征包括:
[0017]
在离散声发射信号序列中加入一系列符合正态分布的白噪声,构成叠加信号的合集,以将声发射信号分解为多个固有模态函数和残差项。
[0018]
作为进一步优选的,将声发射信号分解为多个固有模态函数和残差项包括:
[0019]
(1)将采集的离散声发射信号序列加入一系列符合正态分布的白噪声,构成叠加信号的合集s;
[0020]
(2)求解信号合集s中的每一个信号经历多次分解之后剩余未筛选的声发射信号,并标注信号曲线的极值点位置;
[0021]
(3)采用三次样条曲线将所有极大值点连接为上包络线,极小值点连接为下包络线;
[0022]
(4)求取上下包络线均值,并用剩余信号减去包络线均值得到的信号差值作为imf作为判断条件;
[0023]
(5)若步骤(3)所获差值满足判断条件,迭代停止;若不是imf,重复步骤(1)~(4)直至满足判断条件;
[0024]
(6)对信号合集s中每一个叠加信号的相同阶imf分量进行加权平均得到最终的imf分量;
[0025]
(7)最后计算残差项,如果其结果满足设定阈值,筛选结束;否则,继续完成上述步骤直至停止。
[0026]
作为进一步优选的,步骤s3中,采用最大互信息最小冗余量来分别计算单个特征与cfrp表面粗糙度的相关程度以及不同特征之间相关程度的平均值,然后采用评估函数计算不同特征之间的mrmr分值,并判断mrmr 分值是否大于预设值,如果大于预设值,则将对应的特征作为输入样本,否则剔除相应特征,重复以上步骤,直至完成所有特征的筛选,将筛选出来的特征作以及相应的表面粗糙度构成数据集,将数据集按照指定比例分为训练样本和测试样本。
[0027]
作为进一步优选的,单个特征变量si(i=1,2,3
…
m)与cfrp表面粗糙度ra之间的相关程度d可以用二者之间的互信息表示:
[0028]
d=i(si,ra)
[0029]
式中,i为特征变量序号,m为特征变量数目,i(si,ra)为si与ra之间的互信息。
[0030]
作为进一步优选的,步骤s3中,不同声发射信号特征之间的冗余度r 可以用特征变量si与其它特征变量sj(j=1,2,3
…
m)的互信息总和的平均值表示:
[0031][0032]
式中,i为特征变量序号,m为特征变量数目,si和sj分别为特征合集中两个不同的信号特征变量,i(si,sj)为si和sj之间的互信息,t
ae
为特征合集。
[0033]
优选的,步骤s3中,最大互信息最小冗余量方法得出的评估函数表征为:
[0034][0035]
式中,m(d,r)为特征之间的最大互信息与最小冗余度。
[0036]
作为进一步优选的,所述声发射信号时域特征包括均值、均方根、方差、标准差、峰差、波峰因素、峰度和偏度8个特征;
[0037]
声发射信号频域特征包括功率谱密度均值、功率谱密度标准差、功率谱密度均方根、功率谱密度峰度、功率谱密度偏度、功率谱密度波峰因素和功率谱密度峰值频率7个特征,因此,每一个信号子带共计提取15个特征。
[0038]
作为进一步优选的,步骤s4中具体包括:
[0039]
s41构建基于ga-dbn的cfrp表面粗糙度预测模型;
[0040]
s42将训练样本中筛选的多维声发射信号时频特征作为所述预测模型的输入,采用5折交叉验证,并在数据输入模型时对原始数据进行归一化处理,采用ga算法选取最优超参数,并确定dbn网络的最终结构;
[0041]
s43训练样本经过多层堆叠的rbm完成无监督的预训练学习得到预期输出结果,然后通过bp算法进行有监督的微调,计算预测模型的回归误差,实现预测模型权重和偏置的
迭代更新;
[0042]
s44判断预测模型迭代次数,直至迭代次数满足预设条件后,得到训练后的cfrp表面粗糙度预测模型,并采用测试样本对训练后的cfrp表面粗糙度预测模型进行验证。
[0043]
按照本发明的另一个方面,还提供了一种基于声发射信号的cfrp磨抛加工表面粗糙度预测系统,采用上述方法实现。
[0044]
总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
[0045]
1.本发明结合cfrp磨抛加工自身的特征及其表面粗糙度预测方法特点,相应设计了遗传算法改进下的深度置信网络(ga-dbn)的cfrp表面粗糙度预测模型,相应的采用声发射传感器采集cfrp工件磨抛加工过程中的声发射信号,采用小波包分解和集合经验模态分解对采集的声发射信号进行分解处理,以提取声发射信号各信号子带的多维时频特征,通过最大互信息和最小冗余度方法对提取的时频特征进行评估筛选,建立遗传算法改进下的深度置信网络(ga-dbn)的cfrp表面粗糙度预测模型,将筛选的多维时频特征作为模型输入样本实现对cfrp表面粗糙度的精准预测。通过以上方法,能够实时预测cfrp表面粗糙度,无需在加工过程中将工件拆卸进行重复检测,能够减少测量时间,便于操作人员第一时间进行加工参数调整,极大的提高加工效率,降低人工检测成本。
[0046]
2.本发明通过引入声发射传感器实现对cfrp机械加工表面粗糙度的准确监测。保证了材料表面粗糙度的预测准确性和实时性,能够极大降低人工检测成本,提高加工效率,便于在加工过程中实时调整工艺参数实现材料良好的加工质量,满足零部件加工要求。
[0047]
3.本发明引入wpd与eemd方法是实现对声发射信号的分析处理和特征提取,能够良好适应声发射信号的非线性非稳态特性,同时基于信号特征准确提取出时频域下多维信号特征合集,为后续模型输入样本筛选提供基础。
[0048]
4.本发明引入mrmr方法完成对声发射信号多维特征合集样本的过滤,筛选出与cfrp表面粗糙度最相关的信号特征子集,为后续提高模型训练效果提供基础。
[0049]
5.本发明建立了基于ga-dbn的cfrp表面粗糙度预测方法,将筛选出的信号特征子集作为模型输入样本,引入ga算法选取最优超参数,确定dbn模型的最佳网络结构,通过模型的训练和网络参数的迭代更新,实现对cfrp表面粗糙度的精准预测,通过实时监测加工状态来提高零件表面加工质量。
附图说明
[0050]
图1是本发明实施例涉及的一种基于声发射信号的cfrp磨抛加工表面粗糙度预测方法的流程图;
[0051]
图2是本发明实施例涉及的一种基于声发射信号的cfrp磨抛加工表面粗糙度预测方法中mrmr信号特征筛选的流程图;
[0052]
图3是本发明实施例涉及的一种基于声发射信号的cfrp磨抛加工表面粗糙度预测方法中ga算法流程图;
[0053]
图4是本发明实施例涉及的一种基于声发射信号的cfrp磨抛加工表面粗糙度预测方法中dbn训练流程图;
[0054]
图5是本发明实施例涉及的一种基于声发射信号的cfrp磨抛加工表面粗糙度预测
方法中ga-dbn模型对cfrp表面粗糙度预测算法流程图;
[0055]
图6是本发明基于声发射信号的cfrp磨抛加工表面粗糙度预测方法的预测效果图;
[0056]
图7中的(a)为本发明基于声发射信号的cfrp磨抛加工表面粗糙度预测方法的预测效果图,图7中的(b)为支持向量回归(svr)的预测效果图,图7中的(c)为反向传播神经网络(bp)的预测效果图,图7中的 (d)为随机深林(rf)的预测效果图;
[0057]
图8为本发明基于声发射信号的cfrp磨抛加工表面粗糙度预测方法的预测结果、支持向量回归(svr)的预测结果、反向传播神经网络(bp) 的预测结果、反向传播神经网络(bp)的预测结果以及随机深林(rf)的预测结果图。
具体实施方式
[0058]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
[0059]
如图1所示,本实施例中一种基于声发射信号的cfrp磨抛加工表面粗糙度预测方法具体预测流程如下:
[0060]
步骤一,将声发射传感器固定于cfrp工件表面,采集工件磨抛加工过程中的声发射信号。具体的,将声发射传感器固定于工件表面,并在传感器与工件之间涂抹耦合剂减少信号传输损失。
[0061]
步骤二,测量磨抛加工后cfrp工件表面粗糙度。具体的,基于传感器内部晶体元件的压电效应,将cfrp磨抛过程产生的应力波信号转换为压力信号被声发射传感器采集,同时用粗糙度测量仪测量磨抛加工后工件的表面粗糙度,将采集的声发射信号和表面粗糙度作为初始样本数据。
[0062]
步骤三,分别采用小波包分解和集合经验模态分解对采集的声发射信号进行分解处理,并提取经小波包分解和集合经验模态分解后的各信号子带的多维时频特征。具体的,通过小波包分解(wpd)和集合经验模态分解 (eemd)对采集的声发射信号进行分解处理,并提取声发射信号在wpd和eemd分解后各信号子带的多维时频特征。本发明采用小波包分解 (wpd)和集合经验模态分解(eemd)作为声发射信号分析和特征筛选的方法。
[0063]
本发明采用小波包分解(wpd)和集合经验模态分解(eemd)作为声发射信号分析和特征筛选的方法。
[0064]
其中,小波包分解(wpd)对采集的声发射信号进行逐层分解得到相同数目低频和高频子带,且信号的每个分解子带代表某频域内的时域变化。
[0065]
声发射信号小波变换的尺度方程φ
ae
(t)和小波方程可以表示为:
[0066][0067]
hc,gc分别表示为低通和高通滤波器的系数:
[0068][0069]
最终,选用db3作为小波基函数,声发射信号x
ae
(t)的wpd分解可以表示为:
[0070][0071]
式中,x
ae
(t)为声发射信号,q表示声发射信号离散小波分解的层数,m表示第q层分解下的序号,为第q层第m节点的高频子带,为第q层第m节点的低频子带,t为时间。
[0072]
更具体的,本实施例中,eemd方法是基于emd改进的信号分解算法,通过在离散声发射信号序列中加入一系列符合正态分布的白噪声构成叠加信号的合集,能够将信号分解为多个固有模态函数(imf)和残差项。其具体步骤为:
[0073]
(1)将采集的离散声发射信号序列x
ae
(t)中加入一系列符合正态分布的白噪声n(t),构成叠加信号的合集s;
[0074]
(2)求解信号合集s中的每一个信号经历多次分解之后剩余未筛选声发射信号,并标注信号曲线的极值点位置;
[0075]
(3)采用三次样条曲线将所有极大值点连接为上包络线,极小值点连接为下包络线;
[0076]
(4)求取上下包络线均值,并用剩余信号减去包络线均值得到的信号差值作为imf作为判断条件;
[0077]
(5)若步骤(3)所获差值满足判断条件,迭代停止;若不是imf,重复步骤(1)~(4)直至满足判断条件;
[0078]
(6)对信号合集s中每一个叠加信号的相同阶imf分量进行加权平均得到最终的imf分量;
[0079]
(7)最后计算残差项,如果其结果满足设定阈值(停止准则),筛选结束;否则,继续完成上述步骤直至停止。
[0080]
由于wpd和eemd方法能够将离散声发射信号序列分别分解为小波域下的多个时频信号子带和imf信号子带,每一个信号子带蕴含着与cfrp 机器人砂带磨削相关的信息。为了能够的将信息以最直观的形式表征出来,本发明充分考虑声发射信号特性,选取了声发射信号在时域空间下的8个特征和频域空间下的7个特征,同时选取的特征将作为深度学习模型的样本输入。
[0081]
声发射信号时域特征包括均值,均方根,方差,标准差,峰差,波峰因素,峰度和偏度等8个特征。声发射信号频域特征包括功率谱密度均值,功率谱密度标准差,功率谱密度均方根,功率谱密度峰度,功率谱密度偏度,功率谱密度波峰因素和功率谱密度峰值频率等7个特征,因此每一个信号子带共计提取特征15个。
[0082]
步骤四,构建基于ga-dbn的cfrp表面粗糙度预测模型,将所述训练样本作为所述预测模型的输入,相应cfrp工件表面粗糙度作为输出,对所述预测模型进行训练,得到训练后的cfrp表面粗糙度预测模型,并采用测试样本对训练后的cfrp表面粗糙度预测模型进行
验证。更具体的,通过最大互信息和最小冗余度方法(mrmr)对提取的时频特征进行评估筛选,建立遗传算法改进下的深度置信网络(ga-dbn)的cfrp表面粗糙度预测模型。本实施例中选用最大互信息最小冗余量(mrmr)方法用于表征声发射信号的多变量特征与目标的联系紧密度。mrmr方法通过 wpd和eemd分解后的多维声发射信号特征合集,分别计算单个特征与 cfrp表面粗糙度的相关程度以及不同特征之间相关程度的平均值;然后通过评估函数计算不同特征之间的mrmr分值,并判断其是否大于预设值;如果满足预设条件便将作为模型输入样本;重复以上过程直至完成所有特征的筛选,最后将所有筛选出的特征作为输入特征合集送入深度学习模型训练。
[0083]
该方法能直接分析数据本身的联系程度,能保证提取的声发射信号特征合集与cfrp材料表面粗糙度之间最大的相关性以及不同信号特征之间信息冗余度最小,最后基于评价分数排序选取与目标信息重合最多的特征。
[0084]
mrmr信号特征筛选流程如图2所示,对于声发射信号经过wpd和 eemd分解之后的多维信号特征集合t
ae
={s1,s2,s3...sm}而言,单个特征变量 si(i=1,2,3
…
m)与cfrp表面粗糙度ra之间的相关程度d可以用二者之间的互信息表示:
[0085]
d=i(si,ra)
[0086]
式中,i为特征变量序号,m为特征变量数目,i(si,ra)为si与ra之间的互信息。
[0087]
另外,特征合集t
ae
中不同声发射信号特征之间的冗余度r可以用特征变量si与其它特征变量sj(j=1,2,3
…
m)的互信息总和的平均值表示:
[0088][0089]
式中,i为特征变量序号,m为特征变量数目,si和sj分别为特征合集中两个不同的信号特征变量,i(si,sj)为si和sj之间的互信息,t
ae
为特征合集。
[0090]
mrmr方法得出最终评估函数可表征为:
[0091][0092]
式中,m(d,r)为特征之间的最大互信息与最小冗余度。
[0093]
步骤五,采用cfrp表面粗糙度预测模型对cfrp工件表面粗糙度进行预测。本步骤中,将筛选的多维时频特征作为模型输入样本实现对cfrp 表面粗糙度的精准预测。通过以上方法,能够实时预测其表面粗糙度,无需在加工过程中将工件拆卸进行重复检测,能够减少测量时间,便于操作人员第一时间进行加工参数调整,极大的提高加工效率,降低人工检测成本。本实施例中,选用dbn用于机器人砂带磨削cfrp表面粗糙度的预测时,首先就是要选取合适的超参数对dbn回归模型进行搭建。dbn所需要的配置的超参数主要包括隐藏层层数、隐藏层节点数、预训练学习率、微调学习率、预训练次数和微调次数等。通过ga算法选取dbn模型的超参数,根据这些最优参数配置dbn的网络参数。优化超参数能够保证模型迭代速率更快,学习性能更强,预测结果有着更高的精度。
[0094]
本实施例中,ga流程图如图3所示,其具体实现步骤如下:
[0095]
(1)初始化:随机生成n个个体并将个体作为初始种群进行遗传迭代。
[0096]
(2)个体评价:根据算法选取的适应度函数计算经过m次遗传迭代后种群个体的适
应度值p(xi)(i=0,1,
…
,n),从中选出适应度值最高的个体 x
max
。
[0097]
(3)选择运算:基于步骤(2)将所选的适应度高的优化个体直接遗传给下一代,其中个体被选中的概率为
[0098]
(4)交叉运算:基于交叉算子,从迭代多次的子种群中随机选取不同的个体进行交叉遗传,产生不同于原有个体基因信息的新个体。重复多次交叉运算过程,产生不同基因重组种群。
[0099]
(5)变异运算:对遗传迭代过程中个体的某些基因信息进行改变或者翻转,产生新的变异个体。然后将该变异个体送入步骤(2)经历m次遗传迭代,产生新一代变异种群,并从中选取适应度值最高的个体x
*max
。
[0100]
(6)终止判别:当遗传次数达到终止条件,运算停止,输出最优参数个体。
[0101]
本实施例中,dbn由三个受限玻尔兹曼机(rbm)和一个回归层(或者分类层)构成,网络最底层的rbm可见层接收系统输入的初始化样本数据,之后通过单个rbm的算法对初始数据进行训练并将数据输出到第一个隐藏层,随后将第一个隐藏层的输出作为输入数据送入第二个rbm可见层,重复以上步骤,直至样本数据依次在堆叠rbm完成逐层特征学习,最顶层的网络层完成数据的回归预测或者分类任务。
[0102]
dbn的训练过程分为两个阶段:基于rbm的无监督预训练和有监督的调优训练。首先,利用rbm完成对样本数据的自下而上的逐层学习,之后利用bp算法进行误差的自上而下传播,更新整个网络参数。训练流程如图4所示。
[0103]
无监督预训练:基于rbm的数据训练算法求出最能产生训练样本的概率分布。单独无监督地训练每一层rbm网络,确保特征向量映射到不同特征空间时,都尽可能多地保留特征信息;经过多层rbm的重复迭代,利用前向传播算法完成对原始数据的多次训练,同时在产生训练样本的概率分布初始化网络参数。该过程能够极大减少样本训练的时间,提高模型的预测精度,在数据特征提取上相比一些其他深度学习模型有优势。
[0104]
有监督的调优训练:根据之前网络的预训练得到输出值与数据实际标签值进行比较,通过bp算法自上而下完成误差迭代,训练过程中完成对网络内部权重和偏置等参数的调整优化。
[0105]
如图5显示了ga-dbn模型对cfrp表面粗糙度预测算法流程。
[0106]
(1)通过mrmr方法将筛选的多维声发射信号时频特征作为模型输入样本;
[0107]
(2)采用5折交叉验证,并在数据输入模型时对原始数据进行归一化处理;ga算法选取最优超参数,并确定dbn网络的最终结构;
[0108]
(3)输入样本经过多层堆叠的rbm完成无监督的预训练学习得到预期输出结果;之后通过bp算法进行有监督的微调,计算模型的回归误差,并实现权重和偏置等模型参数的迭代更新;
[0109]
(4)判断模型迭代次数,直至其满足预设条件后模型输出结果;
[0110]
(5)输出cfrp表面粗糙度的预测结果,并与真实值进行分析对比,评估ga-dbn模型的预测性能。
[0111]
按照本发明的另一个方面,还提供了一种系统,该系统用于实现基于声发射信号的cfrp磨抛加工表面粗糙度预测方法。
[0112]
本实施例的方法,将筛选出的信号特征子集作为模型输入样本,引入 ga算法选取最优超参数,确定dbn模型的最佳网络结构,通过模型的训练和网络参数的迭代更新,实现对cfrp表面粗糙度的精准预测,实际预测效果如图6所示。通过实时监测加工状态来提高零件表面加工质量。
[0113]
对比了ga-dbn与支持向量回归(svr)、反向传播神经网络(bp)、随机深林(rf)三个模型在相同数据集上的预测表现,其中ga-dbn模型的rmse和mape分别为0.173和3.86%,预测效果显著优于其他三个模型,预测精度更高,泛化性能更好,各模型预测效果对比如图7和图8所示。
[0114]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1