一种基于人工智能的医疗器械生产智能监管系统的制作方法
本发明涉及医疗器械生产监管,具体是一种基于人工智能的医疗器械生产智能监管系统。
背景技术:
1、医疗器械是指直接或者间接用于人体的仪器、设备、器具、体外诊断试剂及校准物、材料以及其他类似或者相关的物品,医疗器械包括医疗设备和医用耗材,目的主要是疾病的诊断、预防、监护、治疗或者缓解,在医疗器械的生产过程中,需要对医疗器械产品的相关生产线进行监管;
2、目前在进行对应医疗器械产品的生产线监管时,难以将对应生产线各个工序进行全面监测管控,并对各个工序进行综合评估分析以进行工序异常的及时准确预警,不利于保证对应生产线各个工序的安全高效生产,以及难以将对应生产线每日的产品质量状况进行精准评估并科学规划后续的日产量,不利于保证对应生产线所生产医疗器械产品的生产效率和产品质量;
3、针对上述的技术缺陷,现提出一种解决方案。
技术实现思路
1、本发明的目的在于提供一种基于人工智能的医疗器械生产智能监管系统,解决了现有技术难以将对应生产线各个工序进行全面监测管控,不利于保证对应生产线各个工序的安全高效生产,且难以将对应生产线每日的产品质量状况进行精准评估并科学规划后续的日产量,不利于保证生产效率和产品质量的问题。
2、为实现上述目的,本发明提供如下技术方案:
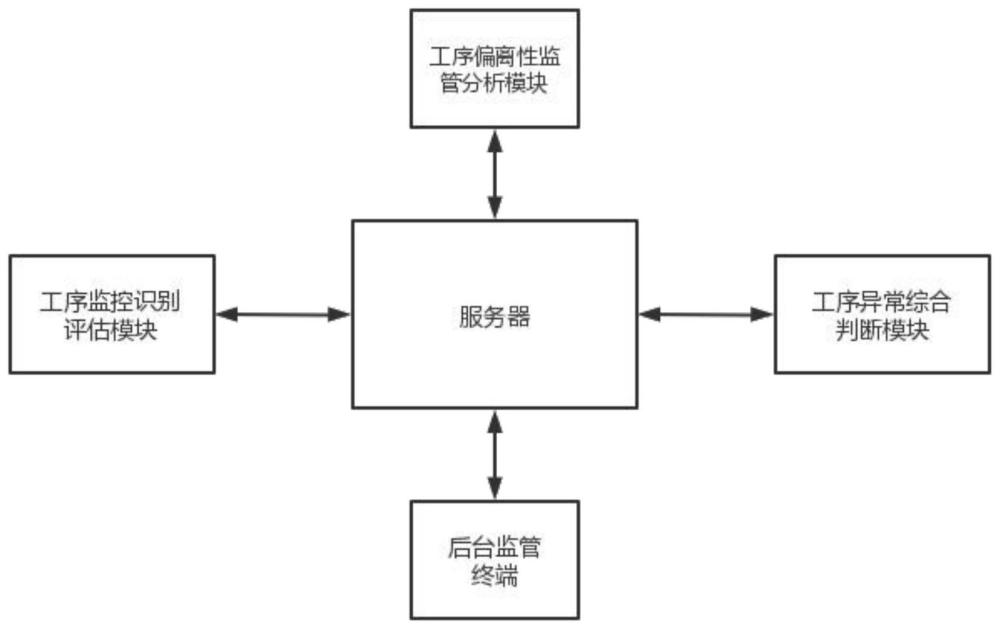
3、一种基于人工智能的医疗器械生产智能监管系统,包括服务器、工序偏离性监管分析模块、工序监控识别评估模块以及工序异常综合判断模块;服务器获取到对应医疗器械的生产线以及对应生产线的所有生产工序,将对应生产工序标记为分析对象i,i={1,2,…,n},n表示对应生产线中生产工序的数量且n为大于1的自然数;工序偏离性监管分析模块获取到对应分析对象i的环境偏差数据和设备运行数据,并据此进行工序偏离性监管分析,通过工序偏离性监管分析以生成分析对象i的偏离判定符号pl1或pl2,且将工序偏离判定符号pl1或pl2经服务器发送至工序异常综合判断模块;
4、工序监控识别评估模块将对应分析对象i的所处区域进行监控,基于监控影像以识别对应分析对象i中的风险操作,据此通过分析以将对应操作人员标记为优级操作人员、良级操作人员或劣级操作人员,以及通过分析生成对应分析对象i的监控判定符号jk1或jk2,且将监控判定符号jk1或jk2经服务器发送至工序异常综合判断模块;工序异常综合判断模块将对应分析对象i进行综合判断分析,通过综合判断分析以生成工序监管异常信号或工序监管正常信号,将工序监管异常信号或工序监管正常信号经服务器发送至后台监管终端。
5、进一步的,工序偏离性监管分析的具体分析过程包括:
6、获取到分析对象i的环境偏差数据,环境偏差数据包括分析对象i所处区域的环境温度偏差值、环境湿度偏差值、环境风力偏差值以及环境粉尘偏差值,若环境温度偏差值、环境湿度偏差值、环境风力偏差值以及环境粉尘偏差值中存在至少一项超过对应预设阈值,则生成偏离判定符号pl1,若环境温度偏差值、环境湿度偏差值、环境风力偏差值以及环境粉尘偏差值均未超过对应预设阈值,则将环境温度偏差值、环境湿度偏差值、环境风力偏差值以及环境粉尘偏差值进行归一化计算以得到初偏分析系数,将初偏分析系数与预设初偏分析系数阈值进行数值比较;
7、若初偏分析系数超过预设初偏分析系数阈值,则生成偏离判定符号pl1;若初偏分析系数未超过预设初偏分析系数阈值,则获取到分析对象i的设备运行数据,设备运行数据包括分析对象i所对应生产设备在运行过程中产生的噪音系数和振动系数;若噪音系数和振动系数中存在至少一项超过对应预设阈值,则生成偏离判定符号pl1,若噪音系数和振动系数均未超过对应预设阈值,则将噪音系数相较于对应预设阈值的差值以及振动系数相较于对应预设阈值的差值分别标记为音阈差值系数和振阈差值系数,将音阈差值系数和振阈差值系数进行数值计算获取到设备评估系数,将设备评估系数与预设设备评估系数阈值进行数值比较,若设备评估系数未超过预设设备评估系数阈值,则生成偏离判定符号pl1,若设备评估系数未超过预设设备评估系数阈值,则生成偏离判定符号pl2。
8、进一步的,工序监控识别评估模块的具体运行过程包括:
9、通过监控摄像头将对应分析对象i所处区域进行监控,通过监控影像获取到分析对象i所处区域中操作人员的动作行为,并进行对应操作人员的动作行为识别以标记出不符合对应工序要求的动作行为,将不符合对应工序要求的动作行为标记为风险操作,以及获取到对应风险操作所属操作类别和对应操作类别的操作危险系数,将对应操作人员对应操作类别的风险操作数量与对应操作危险系数相乘以得到动作判定值,将对应操作人员所有操作类别的动作判定值进行求和计算以得到动作再析值;
10、将动作再析值与预设动作再析值范围进行数值比较,若动作再析值超过预设动作再析值范围的最大值,则判断对应操作人员操作极不规范并将其标记为劣级操作人员,若动作再析值位于预设动作再析值范围内,则判断对应操作人员操作良好并将其标记为良级操作人员,若动作再析值未超过预设动作再析值范围的最小值,则判断对应操作人员操作优秀并将其标记为优级操作人员;
11、若分析对象i所处区域中存在劣级操作人员,则生成监控判定符号jk1;若分析对象i所处区域中不存在劣级操作人员,则将良级操作人员的数量与优级操作人员的数量进行比值计算以得到监控识别系数,将监控识别系数与预设监控识别系数阈值进行数值比较,若监控识别系数超过预设监控识别系数阈值,则生成监控判定符号jk1,若监控识别系数未超过预设监控识别系数阈值,则生成监控判定符号jk2。
12、进一步的,工序异常综合判断模块的具体运行过程包括:
13、获取到对应分析对象i的工序偏离判定符号pl1或pl2以及监控判定符号jk1或jk2,若获取到pl1∩jk1、pl1∩jk2或pl2∩jk1,则生成对应分析对象i的工序监管异常信号;若获取到pl2∩jk2,则采集到对应分析对象i的废水生成量数据、废气生成量数据以及废料产生量数据,将废水生成量数据、废气生成量数据以及废料产生量数据进行数值计算以得到工序异常值,将工序异常值与对应分析对象i的医疗器械加工效率量值进行比值计算以得到工序表现值,将工序表现值与预设工序表现阈值进行数值比较,若工序表现值超过预设工序表现阈值,则生成工序监管异常信号,否则生成对应分析对象i的工序监管正常信号。
14、进一步的,若生成工序监管异常信号,则将对应分析对象i标记为非规范工序,若生成工序监管正常信号,则将对应分析对象i标记为规范工序,将对应生产线中非规范工序的数量与规范工序的数量进行比值计算以得到生产监管系数;将生产监管系数与预设生产监管系数阈值进行数值比较,若生产监管系数超过预设生产监管系数阈值,则生成对应生产线的全面维护整顿信号,将全面维护整顿信号经服务器发送至后台监管终端。
15、进一步的,服务器与产品质量检测汇总模块以及生产效率科学规划模块均通信连接,其中,产品质量检测汇总模块将对应生产线的医疗器械产品进行质量检测,将所有检测项目数据均达到预设数据要求的产品标记为无瑕疵产品,若对应医疗器械产品中存在未达到预设数据要求的检测项目数据,则通过产品差异分析以将对应医疗器械产品标记为高偏差产品或低偏差产品;
16、将对应生产线每日的无瑕疵产品数量、高偏差产品数量和低偏差产品数量进行数值计算以得到生产线对应加工日的日产质量系数;将日产质量系数与预设日常质量系数进行数值比较,若日产质量系数超过预设日产质量系数阈值,则生成产线加工不合格信号,否则生成产线加工合格信号,将对应生产线的产线加工不合格信号或产线加工合格信号经服务器发送至后台监管终端;生产效率科学规划模块将对应生产线的加工效率进行监管规划分析,通过分析以确定对应生产线的优选产量范围,并将优选产量范围经服务器发送至后台监管终端。
17、进一步的,产品差异分析的具体分析过程如下:
18、采集到对应医疗器械产品中未达到预设数据要求的检测项目数量,且将对应未达到预设数据要求的检测项目数据相较于对应预设数据要求的偏差值标记为检测差异值,将检测差异值与对应预设检测差异阈值进行数值比较,若检测差异值超过对应预设检测差异阈值,则将对应未达到预设数据要求的检测项目标记为超险项目,将超险项目的数量与未达到预设数据要求的检测项目数量进行赋权求和计算获取到产品差异值,将产品差异值与预设产品差异阈值进行数值比较,若产品差异值超过预设产品差异阈值,则将对应医疗器械产品标记为高偏差产品,若产品差异值未超过预设产品差异阈值,则将对应医疗器械产品标记为低偏差产品。
19、进一步的,监管规划分析的具体分析过程如下:
20、设定天数为p1的生产监管周期,在生产天数达到p1时,采集到对应生产线在生产监管周期内每个加工日的医疗器械生产量和日产质量系数,按照日产质量系数的数值由大到小进行加工日排序;获取到位于前t1的加工日和位于后t1的加工日标记为分析日,且t1<p1/3,将所有分析日的医疗器械生产量建立效质集合,将效质集合进行方差计算以得到日产差异系数,将日产差异系数与预设日产差异系数阈值进行数值比较;
21、若日产差异系数未超过预设日产差异系数阈值,则判断生产效率对产品质量带来的不利影响小,则将生产监管周期内加工日中医疗器械生产量的最大值和最小值组成的范围标记为优选产量范围;若日产差异系数超过预设日质差异系数阈值,则判断生产效率对产品质量带来的不利影响大,则将排序后位于后t1加工日的医疗器械生产量的平均值和最小值所组成的范围标记为优选产量范围。
22、与现有技术相比,本发明的有益效果是:
23、1、本发明中,通过将对应分析对象i进行工序偏离性监管分析,实现医疗器械生产线各个工序的设备和所处区域环境的有效检测分析,以便及时进行相应设备的检查维护和相应区域的环境调控,且将对应分析对象i的所处区域进行监控,基于监控影像以识别对应分析对象i中的风险操作,据此通过分析以将对应操作人员标记为优级操作人员、良级操作人员或劣级操作人员并生成对应分析对象i的相应监控判定符号,实现各个工序的人员操作监管识别,从而在保证医疗器械产品安全生产的同时提升产品质量和生产效率;以及通过将对应分析对象i进行综合判断分析,以生成工序监管异常信号或工序监管正常信号,工序异常状况分析结果更加精准,对应管理得以及时且针对性的作出相应改善应对措施,从而有效保证对应生产线各个工序的安全高效生产,以及提升所生产的医疗器械产品质量;
24、2、本发明中,通过将对应生产线的医疗器械产品进行质量检测,据此生成对应生产线对应加工日的产线加工不合格信号或产线加工合格信号,以提醒对应管理人员相应生产线的生产质量状况,以便对应管理人员及时作出相应的应对措施而保障后续的产品加工质量;且通过将对应生产线的加工效率进行监管规划分析,以确定对应生产线的优选产量范围,实现后续对应生产线日加工效率的科学规划,在保证对应生产线所生产医疗器械的产品质量的同时提升生产效率,智能化程度高。
- 还没有人留言评论。精彩留言会获得点赞!