钢卷带头的定位系统、方法及存储介质与流程
本技术涉及轧钢,特别涉及一种钢卷带头的定位系统、方法及存储介质。
背景技术:
1、在冷轧车间,钢卷作为一种带钢半成品,会在钢厂内通过一系列物料运输流程进入到下一步工序。常见的运输方式有通过立式吊具进行吊运或通过过渡小车进行运送。钢卷带头的焊接有利于后续的生产操作,对钢卷内圈带头进行焊接可以防止吊运过程中卷芯松动导致芯部钢卷损坏,利于钢卷拆捆带操作后完成自动上卷操作以及作为成品卷出库要求等。钢卷内圈点焊的操作方式普遍为手动电弧焊的方式,该操作方式需要消耗大量人力,因此诞生了半自动或自动的氩弧焊方式。
2、由于半自动或自动的氩弧焊方式需要对钢卷带头进行定位,而非成品卷内部容易出现各种钳口压痕以及内圈不平整等问题,当下采用的一些利用激光测距定位带头的方法,十分容易受到干扰,导致定位不准确。
技术实现思路
1、为了解决上述问题,本技术提供了一种钢卷带头的定位系统、方法及存储介质,能够准确定位钢卷带头的位置,提高钢铁带头焊接的效率,节省人力资源。
2、第一方面,本技术提供了一种钢卷带头的定位系统,所述系统包括采集模块和处理模块:
3、所述采集模块,用于:沿待点焊钢卷的轴向,采集所述待点焊钢卷的视频;
4、所述处理模块,用于:对所述视频中的当前帧图像进行预处理,对预处理后的当前帧图像进行感兴趣域选定,得到环形感兴趣域以及所述环形感兴趣域的圆心位置;对所述环形感兴趣域内的图像进行边缘检测和直线检测,确定满足预设直线特征的多条候选直线段;
5、其中,所述环形感兴趣域内包含所述待点焊钢卷的端面区域和钢卷内圈区域,所述端面区域在所述钢卷内圈区域的外环;
6、根据钢卷内圈的带头特征对所述多条候选直线段的斜率进行筛选,确定带头直线段,所述带头特征为:沿钢卷内圈呈轴向;
7、根据所述圆心位置和所述带头直线段计算带头角度,所述带头角度指示带头在所述钢卷内圈内的点焊位置。
8、在一种可能实施方式中,所述定位系统还包括:光源模块;
9、所述光源模块用于:从所述待点焊钢卷的一端,对钢卷内圈进行打光;
10、所述采集模块用于:从所述待点焊钢卷的一端,沿所述待点焊钢卷的轴向,采集包含所述钢卷内圈区域的视频。
11、在一种可能实施方式中,所述光源模块是位于所述采集模块所在侧的面光源,用于通过定向打光增大所述视频中端面区域和钢卷内圈区域之间的对比度。
12、在一种可能实施方式中,所述处理模块用于:
13、对所述当前帧图像进行灰度转换和滤波,通过边缘检测确定当前帧图像中的端面外圈圆环边缘和钢卷内圈边缘,根据所述端面外圈圆环边缘和钢卷内圈边缘,选定所述环形感兴趣域;
14、对所述环形感兴趣域中的图像进行直线检测,获得所述环形感兴趣域内满足预设直线特征的像素点集合,根据所述像素点集合拟合得到多条候选直线段;
15、根据所述多个候选直线段的斜率,得到在预设偏差范围内沿钢卷内圈为轴向的一个或多个候选带头直线段;
16、计算所述圆心位置到各个所述候选带头直线段的最短直线距离,将所述最短直线距离最小的候选带头直线段,确定为所述带头直线段。
17、在一种可能实施方式中,所述处理模块用于:
18、根据所述圆心位置以及所述带头直线段中靠近所述环形感兴趣最外圈一侧的端点,确定带头位置指引线,根据所述带头位置指引线的斜率和预设的角度转换关系,得到带头角度,所述角度转换关系根据所述待点焊钢卷的规格以及视频采集角度预先设定。
19、在一种可能实施方式中,所述处理模块还用于:
20、向点焊控制设备返回所述带头角度;
21、所述采集模块还用于:获取所述点焊控制设备根据所述带头角度进行点焊后的钢卷图像,建立已焊带头图像数据集;
22、所述处理模块还用于:根据所述已焊带头图像数据集计算定位效果信息,所述定位效果信息描述所述定位角度的准确性。
23、第二方面,提供一种钢卷带头的定位方法,所述方法包括:
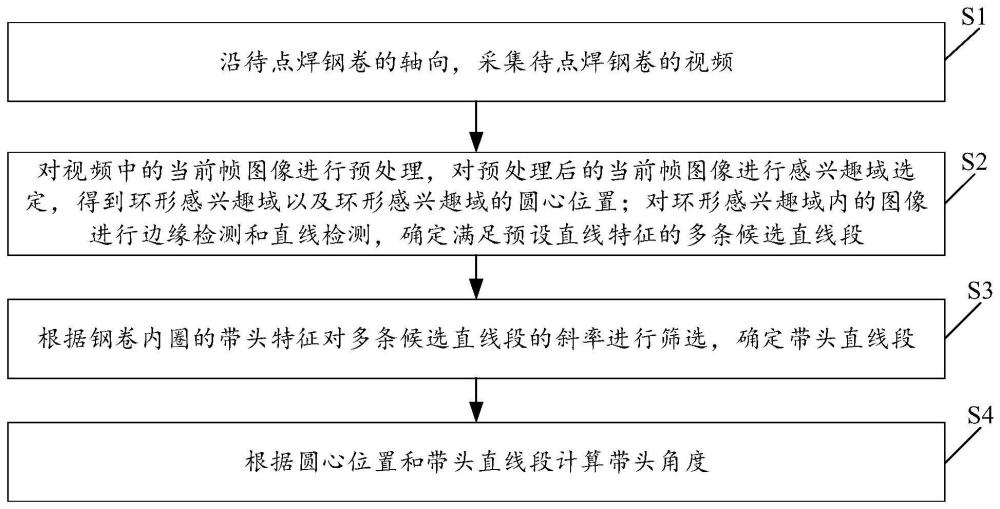
24、s1、沿待点焊钢卷的轴向,采集所述待点焊钢卷的视频;
25、s2、对所述视频中的当前帧图像进行预处理,对预处理后的当前帧图像进行感兴趣域选定,得到环形感兴趣域以及所述环形感兴趣域的圆心位置;对所述环形感兴趣域内的图像进行边缘检测和直线检测,确定满足预设直线特征的多条候选直线段;其中,所述环形感兴趣域内包含所述待点焊钢卷的端面区域和钢卷内圈区域,所述端面区域在所述钢卷内圈区域的外环;
26、s3、根据钢卷内圈的带头特征对所述多条候选直线段的斜率进行筛选,确定带头直线段,所述带头特征为:沿钢卷内圈呈轴向;
27、s4、根据所述圆心位置和所述带头直线段计算带头角度,所述带头角度指示带头在所述钢卷内圈内的点焊位置。
28、在一种可能实施方式中,所述步骤s2包括:
29、s21、对所述当前帧图像进行灰度转换和滤波,通过边缘检测确定当前帧图像中的端面外圈圆环边缘和钢卷内圈边缘,根据所述端面外圈圆环边缘和钢卷内圈边缘,选定所述环形感兴趣域;
30、s22、对所述环形感兴趣域中的图像进行直线检测,获得所述环形感兴趣域内满足预设直线特征的像素点集合,根据所述像素点集合拟合得到多条候选直线段;
31、所述步骤s3包括:s31、根据所述多个候选直线段的斜率,得到在预设偏差范围内沿钢卷内圈为轴向的一个或多个候选带头直线段;
32、s32、计算所述圆心位置到各个所述候选带头直线段的最短直线距离,将所述最短直线距离最小的候选带头直线段,确定为所述带头直线段。
33、在一种可能实施方式中,所述步骤s4包括:
34、根据所述圆心位置以及所述带头直线段中靠近所述环形感兴趣最外圈一侧的端点,确定带头位置指引线,根据所述带头位置指引线的斜率和预设的角度转换关系,得到带头角度,所述角度转换关系和所述待点焊钢卷的规格以及视频采集角度。
35、第三方面,提供一种计算设备,该计算设备包括存储器和处理器,所述存储器存储有至少一段程序,所述至少一段程序由处理器执行以实现如第二方面提供的钢卷带头的定位方法。
36、第四方面,提供一种计算机可读存储介质,该存储介质中存储有至少一段程序,该至少一段程序由处理器执行以实现如第二方面提供的钢卷带头的定位方法。
37、本技术提供的技术方案至少包括如下技术效果:
38、本技术技术方案中,沿待点焊钢卷的轴向采集视频;对视频中的当前帧图像进行预处理后,选定环形感兴趣域并确定圆心位置,环形感兴趣域内包含待点焊钢卷的端面区域和钢卷内圈区域;再从环形感兴趣域中确定多条候选直线段,并根据沿钢卷内圈呈轴向的带头特征筛选得到带头直线段;最后根据圆心位置和带头直线段,计算出指示点焊位置的带头角度。本技术的技术方案基于视觉识别技术,结合带头在钢卷内圈的图像特征进行筛选,可排除钳口压痕、内圈不平整等带来的干扰,实现带头的精准定位,有效提高检测效率,节省人力物力。
- 还没有人留言评论。精彩留言会获得点赞!