焊接图像的处理方法、装置和焊接控制系统与流程
本发明涉及图像处理领域,具体而言,涉及一种焊接图像的处理方法、装置、计算机可读存储介质和焊接控制系统。
背景技术:
1、户外气保焊焊接主要用于大型结构件的高强钢焊接,在焊接的过程中会产生大量的烟尘和飞溅,被熔池传感器捕捉后会影响实际的观测效果。
2、目前熔池图像的处理常见于实验室数据采集,工程化应用限受到限制,工程化应用中熔池图像观测和特征参数提取所面临的问题:
3、1.熔池图像中含有大量的烟尘和飞溅影响观测效果;
4、2.焊接过程中熔池区域和电弧区域无法有效的区分;
5、3.熔池图像的关键参数改变会产生不同类型的缺陷,需要提取关键参数判断缺陷类型;
6、4.熔池轮廓识别时会受工件反光区域的影响,焊丝融化程度较高时无法有效的捕捉焊丝位置;
7、5.焊丝图像中摆动的幅度与焊枪实际调节幅度的一致准确度。
技术实现思路
1、本技术的主要目的在于提供一种焊接图像的处理方法、装置、计算机可读存储介质和焊接控制系统,以至少解决现有技术中难以实时确定焊接质量的问题。
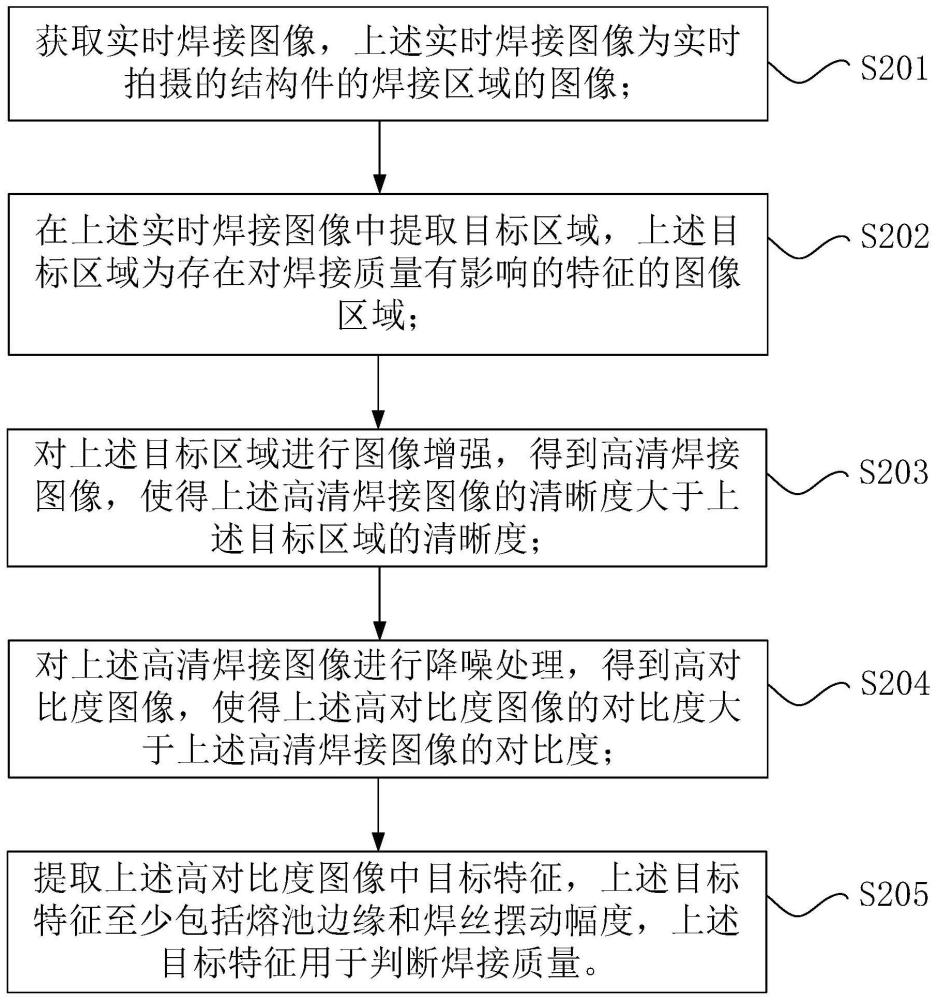
2、为了实现上述目的,根据本技术的一个方面,提供了一种焊接图像的处理方法,包括:获取实时焊接图像,所述实时焊接图像为实时拍摄的结构件的焊接区域的图像;在所述实时焊接图像中提取目标区域,所述目标区域为存在对焊接质量有影响的特征的图像区域;对所述目标区域进行图像增强,得到高清焊接图像,使得所述高清焊接图像的清晰度大于所述目标区域的清晰度;对所述高清焊接图像进行降噪处理,得到高对比度图像,使得所述高对比度图像的对比度大于所述高清焊接图像的对比度;提取所述高对比度图像中目标特征,所述目标特征至少包括熔池边缘和焊丝摆动幅度,所述目标特征用于判断焊接质量。
3、可选地,在所述实时焊接图像中提取目标区域,包括:获取选择框,所述选择框为焊接人员对所述实时焊接图像框选操作生成的;提取所述选择框的框选区域,得到所述目标区域。
4、可选地,在所述实时焊接图像中提取目标区域,还包括:检测所述实时焊接图像的所有的像素点的亮度,得到多个亮度;提取所述亮度大于亮度阈值的所述像素点组成所述目标区域。
5、可选地,对所述目标区域进行图像增强,得到高清焊接图像,使得所述高清焊接图像的清晰度大于所述目标区域的清晰度,包括:对所述目标区域的像素点灰度值进行白平衡处理,得到白平衡图像;对所述白平衡图像的像素点的灰度值进行重构,得到所述高清焊接图像,使得所述高清焊接图像的像素点的灰度值均小于灰度阈值。
6、可选地,对所述白平衡图像的像素点的灰度值进行重构,得到所述高清焊接图像,使得所述高清焊接图像的像素点的灰度值均小于灰度阈值,包括:将所述白平衡图像进行分块,得到多个第一分块;删除各所述第一分块的第一目标像素点,得到多个空白点,所述第一目标像素点为所述第一分块中第一目标灰度值对应的像素点,所述第一目标灰度值为所述第一分块中数量大于第一阈值的所述像素点的灰度值;采用双线性插值法计算各所述第一分块中的所述空白点的灰度值,以填充所有的所述空白点得到灰度重构图像;将所述灰度重构图像中各所述第一分块分别进行分块,得到多个第二分块,所述第二分块的数量大于所述第一分块的数量;删除各所述第二分块的第二目标像素点,所述第二目标像素点为所述第二分块中第二目标灰度值对应的像素点,所述第二目标灰度值为所述第二分块中数量大于第二阈值的所述像素点的灰度值;采用双线性插值法计算各所述第二分块中的所述空白点的灰度值,以填充所有的所述空白点得到所述高清焊接图像。
7、可选地,对所述高清焊接图像进行降噪处理,得到高对比度图像,包括:采用暗通道对所述高清焊接图像进行去雾处理,得到所述高对比度图像,使得所述高对比度图像的像素点的灰度值等于所述高清焊接图像在所述暗通道中的灰度值,所述暗通道为所述高清焊接图像在rgb三个通道中灰度值最小的通道。
8、可选地,提取所述高对比度图像中目标特征,包括:对所述高对比度图像的噪声点进行过滤,得到待识别图像;识别所述待识别图像的前景和背景,得到前景区域和后景区域;将所述前景区域和所述后景区域进行划线分割,得到熔池边缘轮廓;将所述熔池边缘轮廓进行曲线拟合得到椭圆形的所述熔池边缘。
9、可选地,提取所述高对比度图像中目标特征,还包括:将多个所述高对比度图像输入焊丝轮廓识别网格,得到多个焊丝轮廓,所述高对比度图像的原始图像为相同角度和相同焦距拍摄的所述实时焊接图像,所述焊丝轮廓识别网格为采用多个标注焊丝轮廓的焊接图像训练神经网络得到的;根据多个所述焊丝轮廓的位置关系计算焊丝的最大摆动幅度,得到所述焊丝摆动幅度。
10、可选地,在提取所述高对比度图像中目标特征之后,所述方法还包括:在焊接过程中,确定多个熔池边缘的切线得到熔合线,多个所述熔池边缘为同一焊层的多个焊道对应的所述熔池边缘;根据所述熔合线确定焊层宽度参数,所述焊层宽度参数为所述熔合线与坡口焊道线的距离;在所述焊层宽度参数与预定宽度不相同的情况下,确定当前焊层产生偏差。
11、可选地,在焊接过程中,确定多个熔池边缘的切线得到熔合线之后,所述方法还包括:计算所述熔合线的弯曲度;在所述弯曲度大于弯曲阈值的情况下,发出弯曲警报。
12、根据本技术的另一方面,提供了一种焊接图像的处理装置,包括:获取单元,用于获取实时焊接图像,所述实时焊接图像为实时拍摄的结构件的焊接区域的图像;第一处理单元,用于在所述实时焊接图像中提取目标区域,所述目标区域为存在对焊接质量有影响的特征的图像区域;第二处理单元,用于对所述目标区域进行图像增强,得到高清焊接图像,使得所述高清焊接图像的清晰度大于所述目标区域的清晰度;第三处理单元,用于对所述高清焊接图像进行降噪处理,得到高对比度图像,使得所述高对比度图像的对比度大于所述高清焊接图像的对比度;第四处理单元,用于提取所述高对比度图像中目标特征,所述目标特征至少包括熔池边缘和焊丝摆动幅度,所述目标特征用于判断焊接质量。
13、根据本技术的再一方面,提供了一种计算机可读存储介质,所述计算机可读存储介质包括存储的程序,其中,在所述程序运行时控制所述计算机可读存储介质所在设备执行任意一种所述的方法。
14、根据本技术的又一方面,提供了一种焊接控制系统,包括:一个或多个处理器,存储器,以及一个或多个程序,其中,所述一个或多个程序被存储在所述存储器中,并且被配置为由所述一个或多个处理器执行,所述一个或多个程序包括用于执行任意一种所述的方法。
15、应用本技术的技术方案,上述焊接图像的处理方法中,首先,获取实时焊接图像,上述实时焊接图像为实时拍摄的结构件的焊接区域的图像;然后,在上述实时焊接图像中提取目标区域,上述目标区域为存在对焊接质量有影响的特征的图像区域;之后,对上述目标区域进行图像增强,得到高清焊接图像,使得上述高清焊接图像的清晰度大于上述目标区域的清晰度;之后,对上述高清焊接图像进行降噪处理,得到高对比度图像,使得上述高对比度图像的对比度大于上述高清焊接图像的对比度;最后,提取上述高对比度图像中目标特征,上述目标特征至少包括熔池边缘和焊丝摆动幅度,上述目标特征用于判断焊接质量。该方法通过获取实时焊接图像并对实时焊接图像进行提取目标区域、图像增强和降噪处理的图像处理后,提取图像中的目标特征,即熔池边缘和焊丝摆动幅度,从而根据熔池边缘和焊丝摆动幅度判断焊接质量,即可实现实时判断焊接质量,避免出现焊接缺陷,解决了现有技术中难以实时确定焊接质量的问题。
- 还没有人留言评论。精彩留言会获得点赞!