一种基于保鲜规则的火腿肠产线成品区智能排产方法
本发明涉及生产线排产领域,尤其是一种基于保鲜规则的火腿肠产线成品区智能排产方法。
背景技术:
1、火腿肠生产线成品区有三个工序,依次为结扎工序、杀菌工序和包装工序。在结扎工序处,按生产计划需求在原料区运送过来的火腿肠肉馅经过不同结扎线加工变成不同类型火腿肠半成品,将装满定量吨数结扎后的火腿肠半成品通过rgv小车送进杀菌锅中进行高温杀菌,完成同一生产订单的多个杀菌锅所生产的火腿肠,在包装工序都送至同一条包装线上包装。由于每条结扎线对应多个杀菌锅,多个结扎线对应多组杀菌锅,具有一对多的对应关系;每组杀菌锅杀菌过后的火腿肠都送入一条包装线,具有多对一的对应关系,所以火腿肠生产车间成品区车间的生产工艺路径具有分支汇聚的特点。结扎工序具有流程车间的生产方式,其结扎线连续生产,对于不同种类的火腿肠结扎线对应的结扎速度是不同的,每条结扎线对应杀菌锅数量是不同的,而杀菌锅的杀菌时间以及符合杀菌标准的杀菌重量是固定的,因此结扎出来的火腿肠生产任务被杀菌工序分成不同数量的杀菌子任务,一个生产订单在杀菌工序上生产工时被分割成多个时间片段,使得其杀菌工序具有离散车间的生产方式,这就导致杀菌子任务开工时间与实际杀菌锅接收杀菌子任务开工时间有所差异。若产线上杀菌锅数量足够完成该订单的杀菌任务但有杀菌锅空闲,会导致设备使用率低、其他产线生产负荷大等问题出现;若产线上杀菌锅数量不足以完成该订单的杀菌任务,会产生火腿肠半成品结扎后未能及时送进杀菌锅出现变质情况,为了避免火腿肠变质所造成成品率降低以及减少火腿肠运送冷库所浪费的时间,该情况还要考虑是否要将火腿肠半成品送入冷库。由于杀菌锅的完工时间有所差异,不同包装线对不同种类的火腿肠包装速度不同,但包装工序具有流程车间的生产方式,因此这个生产订单的生产任务在包装工序的生产时间维度上依旧呈现出切片的状态。如何合理分配生产订单到不同产线进行生产以及如何根据多种生产场景,根据半成品保鲜规则来提高设备利用率、防止半成品变质以及保证生产连续性是当下研究待解决的问题。
技术实现思路
1、本发明的目的是提供一种基于保鲜规则的火腿肠产线成品区智能排产方法,通过建立数学模型构造不同生产方式中加工对象工时计算方法,利用群智能算法优化生产订单在产线的上线序,找到订单与产线最优分配关系,对于多种生产场景根据保鲜规则判断是否将火腿肠半成品送入冷库暂存,对杀菌锅开工时间进行调整,最后得出成品区总完工时间。本发明对火腿肠食品车间生产过程进行排产优化,减少缓冲等待时间、保持生产连续性、提高设备利用率,防止产品变质。
2、本发明的技术方案为:一种基于保鲜规则的火腿肠产线成品区智能排产方法,其具体步骤如下
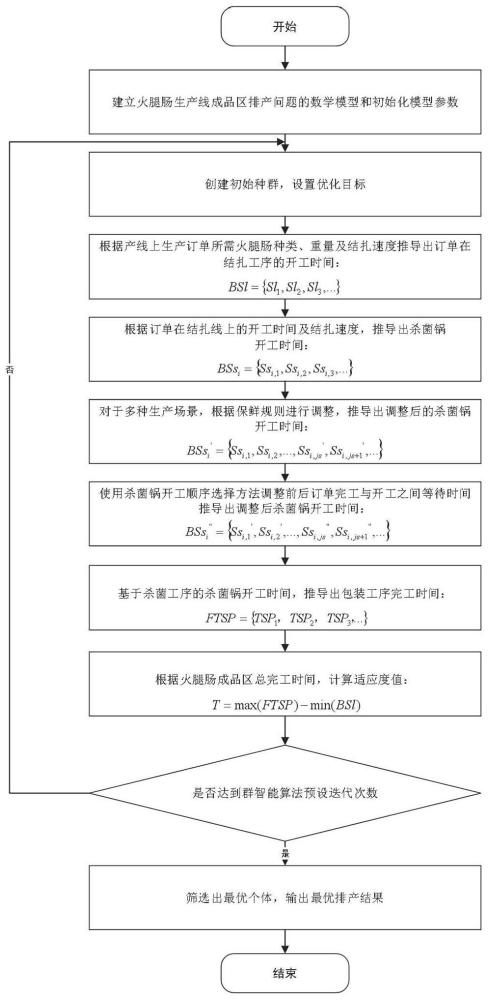
3、步骤1建立火腿肠生产线成品区排产问题的数学模型和初始化模型参数
4、步骤2创建初始种群,设置优化目标
5、利用群智能算法创建初始的种群,种群中个体代表生产订单在多个结扎线上分配关系,依据上线序顺序将生产订单分配的到多条结扎线上进行生产,其优化目标为总完工时间最少。
6、步骤3根据产线上生产订单所需火腿肠种类、重量及结扎速度推导出订单在结扎工序的开工时间
7、由于结扎工序具有典型流程车间的生产特征,在完成一个订单的生产过程中结扎线保持连续生产的状态,因此,可根据生产速度和订单中产品重量,得出订单jobi结扎时间并根据该任务被分配到结扎线上的开工时间sli得出该任务的完工时间cli=sli+tli,ml,因此生产订单在结扎线上的开工时间集合为bsl={sl1,sl2,sl3,...},完工集合为fcl={cl1,cl2,cl3,...}。
8、步骤4根据订单在结扎线上的开工时间及结扎速度,推导出杀菌锅开工时间
9、按订单生产的火腿肠半成品在结扎后会攒够符合杀菌标准的重量再送入杀菌工序中的杀菌锅进行高温杀菌,也就是将结扎工序连续生产过程中产出的火腿肠半成品总重量按照杀菌锅容量分成多个杀菌任务的子集合,具有离散车间的特征。生产订单jobi中经过结扎后的火腿肠半成品使用杀菌锅进行杀菌工作的子任务数量每个杀菌子任务对应杀菌锅杀菌一次,杀菌锅的开工时间间隔为结扎后攒够符合杀菌标准的重量ws的时间其中生产订单jobi第js+1次杀菌的开始时间ssi,js+1应大于等于相邻的第js次杀菌的开始时间ssi,js加上杀菌间隔时间tisk,ml,ssi,js+1≥ssi,js+tisk,ml,火腿肠半成品在杀菌锅的杀菌时间为ts。第一个杀菌锅开工时间为ssi,1=sl1+tisk,ml,则生产订单jobi的火腿肠半成品结扎后分成多个杀菌锅开工时间集合为bssi={ssi,1,ssi,2,ssi,3,...},每个生产订单对应杀菌锅的最早开工时间集合为bss={ss1,1,ss2,1,ss3,1,...}。
10、步骤5对于多种生产场景,根据保鲜规则进行调整,推导出调整后的杀菌锅开工时间
11、由于每条结扎线对应的杀菌锅数量不同,生产工艺路径具有分支汇聚的特点,生产生产订单在经结扎后被分成的杀菌子任务数量与该条结扎线上杀菌锅数量进行匹配后会出现部分杀菌锅空闲、杀菌锅不足等生产场景发生,这与生产订单所需生产火腿肠数量、该订单所在产线杀菌锅数量以及结扎线对火腿肠种类结扎速度差异有关,杀菌锅数量不足场景会导致火腿肠半成品结扎后运送到杀菌工序未能及时进行高温杀菌出现变质,产生浪费,完工时间延长等弊端,此时需要考虑是否要将这些等待的火腿肠半成品送入冷库暂存,防止变质,在这里根据半成品保鲜规则对其进行判断约束,问题场景发生时做出有利判别来防止变质的同时不影响正常生产流程。
12、步骤6使用杀菌锅开工顺序选择方法调整前后订单完工与开工之间等待时间,推导出调整后杀菌锅开工时间
13、当同一条产线上前一个生产订单在结扎线上完成结扎任务后,下一个生产订单就会投入生产。但如果下一个生产订单结扎攒够一个杀菌容量,但前一个生产订单的杀菌任务未完成且杀菌锅顺序执行杀菌任务情况时,会出现前后订单完工与开工之间的等待时间:sli+1-cli≠0
14、此时使用杀菌锅开工顺序选择方法将下一个生产订单的杀菌子任务优先选择空闲且不再被分配前一个生产订单的杀菌子任务的杀菌锅中进行高温杀菌,防止半成品等待导致变质,保证生产连续性;待所有杀菌锅结束前一个生产订单杀菌任务,都进行下一个生产订单杀菌任务后,从下一个生产订单杀菌子任务上线杀菌锅的顺序重新对该产线上杀菌锅进行排序,若接下来上线的生产订单不出现上述情况时,依旧采用调整后的杀菌锅顺序进行生产;若接下来上线生产订单出现上述情况则重复使用杀菌锅开工顺序选择方法对杀菌锅顺序进行重新排序,以此类推,使得下一个生产订单开始时间等于上一个生产订单完工时间sli'=cli-1,保持生产连续性,得到调整后订单在结扎工序的开工时间bsl'={sl1',sl2',sl3',...},完工时间fcl'={cl1',cl2',cl3',...};调整后新的杀菌锅开工时间:
15、bssi”={ssi,1',ssi,2',...,ssi,js”,ssi,js+1”,...}
16、步骤7基于杀菌工序的杀菌锅开工时间,推导出包装工序完工时间
17、由于火腿肠生产线每条产线上所对应的杀菌锅与其包装线是多对一的关系,生产订单的杀菌子任务在杀菌锅中完成高温杀菌后都送到包装线进行包装,由于包装工序具有流程车间特点,tyk种类的火腿肠在包装线上线入口的吸料速度为vpk,ml,杀菌工序完成的一锅火腿肠在包装线上线入口的吸料时间火腿肠经过包装线的时间为tt,因此生产订单jobi在包装工序operp的完工时间:
18、
19、因此生产订单在包装工序的完工时间集合为:
20、ftsp={tsp1,tsp2,tsp3,...}
21、步骤8根据火腿肠成品区总完工时间,计算适应度值
22、火腿肠成品区总完工时间为最后完成生产订单任务产线的完工时间与最开始进行结扎工序的生产订单的所在产线的开工时间差值,即t=max(ftsp)-min(bsl),并以其作为评估个体的适应度函数,适应度值越小则表示结果越优。
23、步骤9判断是否已经达到群智能算法预设的迭代次数,筛选出最优个体,输出最优排产结果
24、若未达到群智能算法预设的迭代次数,返回步骤2;若达到预设的迭代次数,群智能算法计算每代群体的最优适应度值,选出其中最优的个体,对最优个体所代表的生产订单上线序进行生产,输出优化排产结果。
25、所述步骤1的数学模型和初始化模型参数,具体为初始化模型参数:
26、火腿肠生产线成品区排产问题模型的参数设置包括:生产订单编号i,生产订单杀菌次数js,火腿肠种类编号k,结扎线编号ml,包装线编号mp,杀菌锅编号mst,第i个生产订单jobi,结扎工序operl,杀菌工序opers,包装工序operp;
27、建立排产问题的数学模型:
28、火腿肠生产车间成品区的结扎工序operl中包含nml条结扎线,生产订单jobi被安排在结扎线wslml上进行结扎工作,ml∈{1,...,nml},订单需要生产tyk种火腿肠wi,k吨,在结扎工序operl中,vlk,ml表示生产订单jobi中火腿肠在制品在结扎线wslml上的结扎速度;火腿肠生产车间成品区的杀菌工序opers中包含nms个杀菌锅,由于结扎线与杀菌锅是一对多的关系(1:nmsml),结扎工序operl的每条结扎线wslml与固定数量nmsml的杀菌锅配合工作,因此结扎线wslml对应的杀菌锅为wssml,mst,mst∈{1,nmsml}。每次装入杀菌锅进行杀菌的火腿肠半成品重量为ws;包装工序operp上tyk种类的火腿肠在包装线上线入口的吸料速度(包装速度)为vpk,ml,火腿肠经过包装线的时间为tt。
29、所述步骤5中多种生产场景,一般针对火腿肠成品区生产过程中杀菌工序上杀菌子任务与杀菌锅数量的三种情况:
30、情况一:
31、产线上杀菌锅数量足够,也就是使用一轮杀菌锅可以完成该订单的杀菌任务,此时生产具有连续性,不会产生半成品等待时间,无需调整杀菌锅开工时间。
32、情况二:
33、产线上杀菌锅数量不足,也就是需要多使用几轮杀菌锅才能完成该订单的杀菌任务,但各杀菌锅顺序执行,杀菌时间等于结扎线攒够一个杀菌容量时间,不会出现半成品等待时间,无需调整杀菌锅开工时间。
34、情况一、二由于结扎工序与杀菌工序之间的生产节拍相匹配,不存在半成品等待时间,因此生产订单jobi的火腿肠半成品结扎后在杀菌工序杀菌锅开工时间集合为bssi={ssi,1,ssi,2,ssi,3,...},分配在该产线的生产订单对应杀菌锅的最早开工时间集合为bss={ss1,1,ss2,1,ss3,1,...}。
35、情况三:
36、产线上杀菌锅数量不足,需要多使用几轮杀菌锅才能完成该订单的杀菌任务,但是上一轮未完成,下一轮杀菌任务已经开始执行情况下,会产生半成品等待时间,这种情况下会出现六种生产场景,需要通过保鲜规则对其进行判断是否需要将半成品送入冷库暂存。
37、所述步骤5中的保鲜规则,具体如下:
38、规则1:如果当前杀菌锅无空余,杀菌锅完成其当前杀菌任务的最小剩余时间小于或等于15分钟,且当前该品类的火腿肠半成品存量大于单个杀菌锅的容量,则火腿肠半成品堆垛在杀菌工序的缓冲区中等待。
39、规则2:如果当前杀菌锅无空余,杀菌锅完成其当前杀菌任务的最小剩余时间小于或等于15分钟,且当前该品类的火腿肠半成品存量小于单个杀菌锅的容量,在杀菌锅最小剩余时间内,预计半成品堆垛的重量可以攒够杀菌锅一锅杀菌的容量,则火腿肠半成品堆垛在杀菌工序的缓冲区中等待。
40、规则3:
41、如果等待杀菌的半成品火腿肠堆垛(某种类型的半成品火腿肠等待时间中最大等待时间的堆垛)已等待超过15分钟,且多个杀菌锅(结扎线对应的杀菌锅)完成其当前杀菌任务的剩余时间中最小的剩余时间大于剩余保鲜时间(保鲜时间(防腐的时间限制)减去堆垛等待时间),则该堆垛转运到冷库暂存。
42、规则4:
43、如果等待杀菌的半成品火腿肠堆垛(某种类型的半成品火腿肠等待时间中最大等待时间的堆垛)已等待超过15分钟,当前该品类的火腿肠半成品存量大于单个杀菌锅的容量,则该堆垛转运到冷库暂存。
44、根据情况三,使用保鲜规则判断以下生产场景是否需要将火腿肠半成品堆垛转运到冷库暂存:
45、步骤5.1杀菌锅完成当前杀菌任务的最小剩余时间是否满足tsr≤15:是,则判断当前该品类的火腿肠半成品存量大于单个杀菌锅的容量ws:是,符合生产场景一,则火腿肠半成品堆垛在杀菌工序的缓冲区中等待,无需调整杀菌锅开工时间。
46、步骤5.2杀菌锅完成当前杀菌任务的最小剩余时间是否满足tsr≤15:是,则判断当前该品类的火腿肠半成品存量大于单个杀菌锅的容量ws:否,则判断在杀菌锅最小剩余时间tsr内,预计半成品堆垛的重量可以攒够杀菌锅一锅杀菌的容量ws:是,符合生产场景二,则火腿肠半成品堆垛在杀菌工序的缓冲区中等待,无需调整杀菌锅开工时间。
47、步骤5.3杀菌锅完成当前杀菌任务的最小剩余时间是否满足tsr≤15:是,则判断当前该品类的火腿肠半成品存量大于单个杀菌锅的容量ws:否,则判断在杀菌锅最小剩余时间tsr内,预计半成品堆垛的重量可以攒够杀菌锅一锅杀菌的容量ws:否,符合生产场景三,则火腿肠半成品堆垛转运到冷库暂存,调整杀菌锅开工时间。
48、步骤5.4杀菌锅完成当前杀菌任务的最小剩余时间是否满足tsr≤15:否,则判断多个杀菌锅完成其当前杀菌任务的剩余时间中最小的剩余时间大于剩余保鲜时间tsr>tp-tsk:是,符合生产场景四,则火腿肠半成品堆垛转运到冷库暂存,调整杀菌锅开工时间。
49、步骤5.5杀菌锅完成当前杀菌任务的最小剩余时间是否满足tsr≤15:否,则判断多个杀菌锅完成其当前杀菌任务的剩余时间中最小的剩余时间大于剩余保鲜时间tsr>tp-tsk:否,则判断当前该品类的火腿肠半成品存量大于单个杀菌锅的容量ws:是,符合生产场景五,则火腿肠半成品堆垛转运到冷库暂存,调整杀菌锅开工时间。
50、步骤5.6杀菌锅完成当前杀菌任务的最小剩余时间是否满足tsr≤15:否,则判断多个杀菌锅完成其当前杀菌任务的剩余时间中最小的剩余时间大于剩余保鲜时间tsr>tp-tsk:否,则判断当前该品类的火腿肠半成品存量大于单个杀菌锅的容量ws:否,符合生产场景六,则火腿肠半成品堆垛在杀菌工序的缓冲区中等待,无需调整杀菌锅开工时间。
51、情况三由于结扎线连续生产的火腿肠半成品运送到杀菌工序时杀菌设备无空余,从而产生了产生半成品等待时间:开始第js次杀菌子任务前出现杀菌锅设备占满情况,需要等待时,其杀菌子任务运送到杀菌工序的时间点为ssi,js,此时由于杀菌锅是顺序执行杀菌子任务,因此杀菌锅完成其当前杀菌任务的最小剩余时间为tsr=ts-(js-1)tisk,ml=ts-(ssi,js-ssi,1)。保鲜时间为tp,等待杀菌的半成品火腿肠堆垛(某种类型的半成品火腿肠等待时间中最大等待时间的堆垛)等待时间为tsk。根据送入冷库往返时间调整杀菌锅开工时间,最后得到调整后的杀菌锅开工时间集合为:
52、bssi'={ssi,1,ssi,2,...,ssi,js',ssi,js+1',...}。
53、本发明的有益技术效果:能够缩短火腿肠成品区生产时间;解决因订单分配不合理导致的设备利用率过高或过低的问题;防止火腿肠变质,减少浪费,提高火腿肠产线的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!