一种焊接装置的防错报警方法、系统、设备和介质与流程
本发明涉及检测报警,特别涉及一种焊接装置的防错报警方法、系统、设备和介质。
背景技术:
1、钢帘线焊接是钢帘线厂家非常重要的环节,也是最容易产生质量缺陷的环节之一,在生产过程中尤为重要,焊接的质量决定了客户在使用该产品的过程中的使用体验,有缺陷的或者不合格的焊点在客户处使用会造成严重的后果,制成轮胎后有爆胎风险,危害极大,所以检测焊点是否合格极其重要。焊接关键点就是在焊点破断力,焊点破断力不达标即不合格焊点,但现实中,焊接时由操作工操作焊机自由完成,定期对焊接产品及操作工本人进行抽检考核,操作工焊接后是否经过拉力测试及拉力测试是否到达标准值不能受控。
2、以上问题丞待解决。
技术实现思路
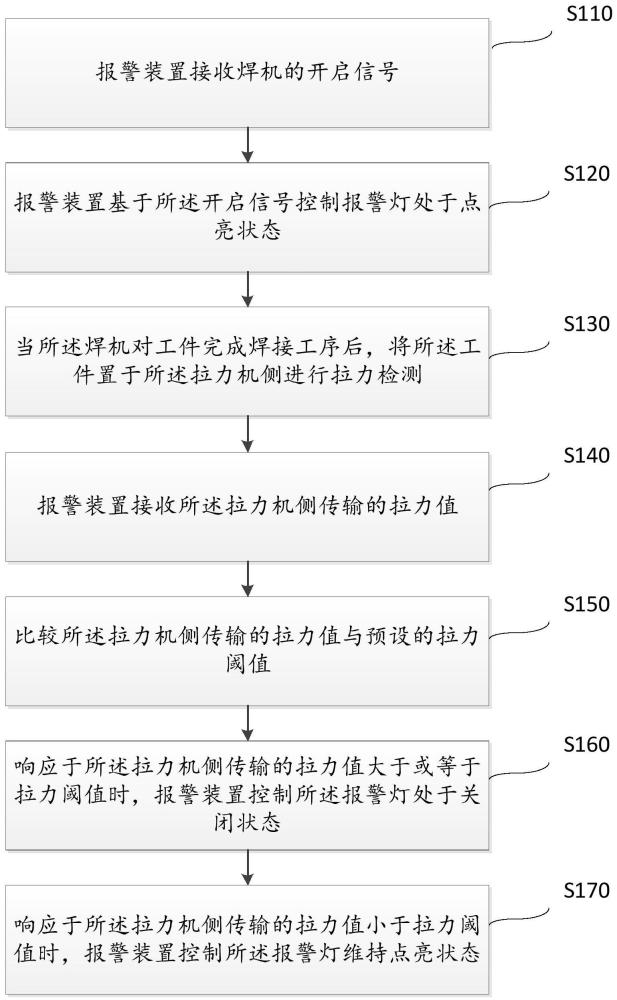
1、为了解决现有技术中至少其中一个技术问题,一方面,本发明实施例提供了一种焊接装置的防错报警方法,所述焊接装置包括焊机拉力机和报警装置,所述方法包括:报警装置接收焊机的开启信号;报警装置基于所述开启信号控制报警灯处于点亮状态;当所述焊机对工件完成焊接工序后,将所述工件置于所述拉力机侧进行拉力检测;报警装置接收所述拉力机侧传输的拉力值;比较所述拉力机侧传输的拉力值与预设的拉力阈值;响应于所述拉力机侧传输的拉力值大于或等于拉力阈值时,报警装置控制所述报警灯处于关闭状态;响应于所述拉力机侧传输的拉力值小于拉力阈值时,报警装置控制所述报警灯维持点亮状态。
2、可选的,所述报警装置接收焊机的开启信号包括:所述焊机配置有开启按钮,所述开启按钮下端配置有压力传感器,当压力传感器接收到压力信号时,向所述报警装置发送电信号。
3、可选的,所述报警装置接收所述拉力机侧传输的拉力值包括:所述拉力机侧配置有拉力传感器;基于所述拉力传感器检测到拉力机对工件在拉力检测过程中产生的拉力值;将所述拉力值发送至报警装置。
4、可选的,所述比较所述拉力机侧传输的拉力值与预设的拉力阈值包括:所述报警装置中集成有plc控制器;plc控制器基于接收到的拉力机侧传输的拉力值与预先存储的拉力阈值进行比较。
5、可选的,所述方法还包括:响应于所述拉力机侧传输的拉力值大于或等于预设的拉力阈值时,所述plc控制器控制所述报警灯处于关闭状态;响应于所述拉力机侧传输的拉力值小于预设的拉力阈值时,所述plc控制器控制所述报警灯维持点亮状态。
6、可选的,所述方法还包括:在拉力机侧对工件进行拉力检测的过程中,焊机处于锁定状态;当焊机接收到开启指令时,焊机不能正常工作;当拉力机侧对工件完成检测后,报警装置控制所述报警灯处于关闭状态,报警装置控制焊机处于解锁状态;当焊机接收到开启指令时,焊机可以正常工作。
7、第二方面,本发明还提供了一种焊接装置的防错报警系统,所述系统包括焊机拉力机和报警装置;所述焊机拉力机包括焊机和拉力机;所述焊机用于对工件进行焊接;所述拉力机用于对焊接后的工件进行拉力检测;所述拉力机配置有拉力传感器,用于检测拉力机对工件进行拉力检测的过程中产生的拉力值;所述报警装置用于通过报警灯进行报警。
8、可选的,所述报警装置包括信号传输单元、接收单元、比较单元、控制单元以及显示单元;所述信号传输单元用于传输电信号;所述接收单元用于接收开启焊机发送的电信号以及拉力传感器发送的拉力值;所述比较单元用于基于接收到的拉力值与预设的拉力阈值进行比较,并基于比较结果发送与之对应的控制信号;所述控制单元用于基于接收到的控制信号向所述显示单元发送控制指令;所述显示单元用于基于接收到的控制指令使报警灯处于开启或关闭状态。
9、第三方面,本发明提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有一个或一个以上的指令,所述一个或一个以上的指令内焊接装置的处理器执行时实现上述的焊接装置的防错报警方法。
10、第四方面,本发明提供了一种电子设备,包括:存储器和处理器;所述存储器中存储有至少一条程序指令;所述处理器通过加载并执行所述至少一条程序指令以实现上述的焊接装置的防错报警方法。
11、本发明实施例提供的技术方案带来的有益效果是:焊接装置包括焊机拉力机和报警装置,所述方法包括:报警装置接收焊机的开启信号;报警装置基于所述开启信号控制报警灯处于点亮状态;当所述焊机对工件完成焊接工序后,将所述工件置于所述拉力机侧进行拉力检测;报警装置接收所述拉力机侧传输的拉力值;比较所述拉力机侧传输的拉力值与预设的拉力阈值;响应于所述拉力机侧传输的拉力值大于或等于拉力阈值时,报警装置控制所述报警灯处于关闭状态;响应于所述拉力机侧传输的拉力值小于拉力阈值时,报警装置控制所述报警灯维持点亮状态。通过加装报警装置与焊机拉力机联动,减少因人为引起的焊接操作问题。
技术特征:
1.一种焊接装置的防错报警方法,其特征在于,所述焊接装置包括焊机拉力机和报警装置,所述方法包括:
2.根据权利要求1所述的焊接装置的防错报警方法,其特征在于,所述报警装置接收焊机的开启信号包括:
3.根据权利要求1所述的焊接装置的防错报警方法,其特征在于,所述报警装置接收所述拉力机侧传输的拉力值包括:
4.根据权利要求1所述的焊接装置的防错报警方法,其特征在于,所述比较所述拉力机侧传输的拉力值与预设的拉力阈值包括:
5.根据权利要求4所述的焊接装置的防错报警方法,其特征在于,所述方法还包括:
6.根据权利要求1所述的焊接装置的防错报警方法,其特征在于,所述方法还包括:
7.一种焊接装置的防错报警系统,其特征在于,所述系统包括焊机拉力机和报警装置;
8.根据权利要求7所述的焊接装置的防错报警系统,其特征在于,所述报警装置包括信号传输单元、接收单元、比较单元、控制单元以及显示单元;
9.一种计算机可读存储介质,所述计算机可读存储介质中存储有一个或一个以上的指令,其特征在于,所述一个或一个以上的指令内焊接装置的处理器执行时实现权利要求1至6中任一所述的焊接装置的防错报警方法。
10.一种电子设备,其特征在于,包括:存储器和处理器;所述存储器中存储有至少一条程序指令;所述处理器通过加载并执行所述至少一条程序指令以实现权利要求1-6中任一项所述的焊接装置的防错报警方法。
技术总结
本发明公开了一种焊接装置的防错报警方法,焊接装置包括焊机拉力机和报警装置,所述方法包括:报警装置接收焊机的开启信号;报警装置基于所述开启信号控制报警灯处于点亮状态;当所述焊机对工件完成焊接工序后,将所述工件置于所述拉力机侧进行拉力检测;报警装置接收所述拉力机侧传输的拉力值;比较所述拉力机侧传输的拉力值与预设的拉力阈值;响应于所述拉力机侧传输的拉力值大于或等于拉力阈值时,报警装置控制所述报警灯处于关闭状态;响应于所述拉力机侧传输的拉力值小于拉力阈值时,报警装置控制所述报警灯维持点亮状态。通过加装报警装置与焊机拉力机联动,减少因人为引起的焊接操作问题。
技术研发人员:何方剑,严华,钱国平,陈亮
受保护的技术使用者:张家港市骏马钢帘线有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!