一种预锂化极片、预锂化极片制备方法以及锂离子电池与流程
[0001]
本发明涉及锂离子电池技术领域,更具体的说,本发明涉及一种预锂化极片、预锂化极片制备方法以及锂离子电池。
背景技术:
[0002]
由于在聚合物锂电池的首次充电过程中,有机电解液会在石墨等负极表面还原分解,形成固体电解质相界面(sei)膜,永久地消耗大量来自正极的锂,造成首次循环的库仑效率(ice)偏低,降低了聚合物锂电池的容量和能量密度。为了解决这个问题,人们开始研究预锂化技术,经过人们不断的研究,目前预锂化工艺主要包括以下四种,电化学预锂化法、化学预锂化法、金属锂贴片法以及稳定的金属锂粉末法。
[0003]
现有采用这些方法的工艺能够实现给锂离子电池补锂的功能,但是由于工艺自身的缺陷,不能够实现对于锂离子电池的连续补锂,在安全性能和强度方面也不太好。
技术实现要素:
[0004]
为了克服现有技术的不足,本发明提供一种预锂化极片、预锂化极片制备方法以及锂离子电池,以解决现有技术中补锂极片不能够实现持续补锂、安全性能及强度不够的问题。
[0005]
本发明解决其技术问题所采用的技术方案是:一种预锂化极片的制备方法,其改进之处在于,该制备方法包括以下的步骤:
[0006]
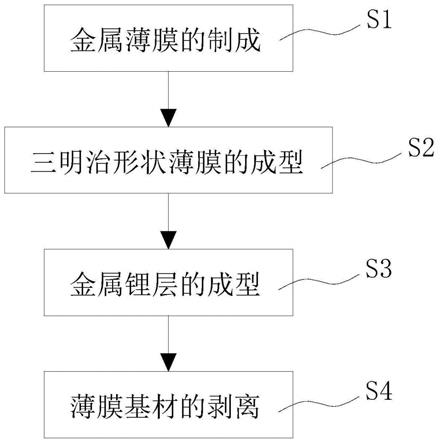
s1、金属薄膜的制成,在薄膜基材的两面分别镀上金属层,形成金属薄膜,在金属薄膜的上表面和下表面涂布活性材料浆液,并对其进行烘烤,活性材料浆液形成活性材料层;
[0007]
s2、三明治形状薄膜的成型,取两片薄膜基材,分别设置在金属薄膜上表面的活性材料层和下表面的活性材料层上,并通过涂布复合机复合后形成三明治结构薄膜;
[0008]
s3、金属锂层的成型,采用离子铣技术将上、下两层薄膜基材的表面刻蚀出多个阵列分布的待镀区,且待镀区贯穿于薄膜基材和活性材料层;在薄膜基材的表面镀上金属锂,金属锂填充待镀区,在薄膜基材的外表面形成金属锂层;
[0009]
s4、薄膜基材的剥离,采用剥离机,对金属薄膜上表面的薄膜基材与活性材料层之间、金属薄膜下表面的薄膜基材与活性材料层之间实现剥离,在活性材料层上形成多个阵列分布的补锂区,得到预锂化极片。
[0010]
进一步的,所述的步骤s1中,采用真空镀膜法在薄膜基材的两面分别镀上金属层,采用涂布复合设备将活性材料浆液涂布在金属薄膜的上表面和下表面。
[0011]
进一步的,所述的步骤s1和步骤s2中,薄膜基材为pp、pe或者pet,薄膜基材的厚度为3-4μm。
[0012]
进一步的,所述的金属层为铜层,该金属层的厚度为600-1000nm。
[0013]
进一步的,所述的步骤s1中,烘烤温度为80-90℃,烘烤时间为1-2分钟。
[0014]
进一步的,在所述的步骤s2之后还包括将三明治结构薄膜高温熟化的步骤。
[0015]
进一步的,所述的步骤s3中,薄膜基材外表面金属锂层的厚度为100-200nm。
[0016]
进一步的,所述的步骤s4中,补锂区呈长方形,其长度为100nm,宽度为30nm,相邻的补锂区的间距为20-30nm。
[0017]
进一步的,所述的步骤s4中,所述活性材料层与补锂区的厚度相同,为50-100nm。
[0018]
进一步的,所述的步骤s4之后还包括步骤:
[0019]
s5、保护层的成型,在干燥惰性气体条件下,在活性材料层外表面和补锂区上涂覆一层保护层,该保护层为多孔纳米氧化锆。
[0020]
进一步的,所述保护层的厚度为1-2μm。
[0021]
另外,本发明还提供了一种预锂化极片,其改进之处在于:包括薄膜基材、金属层、活性材料层以及补锂区;
[0022]
所述的薄膜基材的上表面和下表面均镀有金属层,所述金属层的外表面上贴附有活性材料层,且活性材料层上阵列分布有贯穿的通孔,所述的补锂区设置在活性材料层的通孔内,且补锂区与金属层的外表面相接触。
[0023]
进一步的,所述的补锂区呈长方形,且长方形的长度为相邻补锂区间距的三倍以上。
[0024]
进一步的,所述补锂区的长度为100nm,宽度为30nm,相邻补锂区的间距为20-30nm。
[0025]
进一步的,所述活性材料层与补锂区的厚度相同,为50-100nm。
[0026]
进一步的,所述活性材料区和补锂区的外表面设置有保护层,该保护层的材质为多孔纳米氧化锆。
[0027]
进一步的,所述保护层的厚度为1-2μm。
[0028]
进一步的,所述的补锂区的材质为金属锂。
[0029]
进一步的,所述薄膜基材的材质为pp、pe或者pet。
[0030]
进一步的,所述薄膜基材的厚度为3-4μm。
[0031]
进一步的,所述的金属层为铜层,且金属层的厚度为600-1000nm。
[0032]
另外,本发明还提供了一种锂离子电池,其改进之处在于,该锂离子电池的负极片由上述的预锂化极片的制备方法得到。
[0033]
本发明的有益效果是:相较于传统通过静电控制的方式喷洒li粉和在负极表面覆盖一层薄li箔的方式进行补锂的方式以及直接将金属锂当作负极的锂电池的方法,本发明的锂离子电池安全性能更高,还能够为锂电池提供丰富的锂源,实现了安全与能量密度的完美平衡,并且采用本发明的这种活性材料区和补锂区间隔设置以及补锂区表面涂敷上多孔纳米氧化锆的方式,也极大的提高了极片的强度。
附图说明
[0034]
图1为本发明的一种预锂化极片的制备方法的流程示意图。
[0035]
图2为本发明的金属薄膜涂布活性材料浆液后的结构示意图。
[0036]
图3为本发明的三明治形状薄膜的剖面示意图。
[0037]
图4为本发明的金属锂层成型后的结构示意图。
[0038]
图5为本发明的薄膜基材剥离后的结构示意图。
[0039]
图6为本发明保护层成型后的预锂化极片的结构示意图。
[0040]
图7为本发明的预锂化极片的活性材料层表面的结构示意图。
具体实施方式
[0041]
下面结合附图和实施例对本发明进一步说明。
[0042]
以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,专利中涉及到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少联接辅件,来组成更优的联接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
[0043]
实施例1
[0044]
参照图1所示,本发明揭示了一种预锂化极片的制备方法,通过该制备方法所制得的预锂化极片,能够克服现有技术中补锂极片不能够实现持续补锂、安全性能及强度不够的问题。具体的,在本实施例中该预锂化极片的制备方法包括以下的步骤:
[0045]
s1、金属薄膜的制成,在薄膜基材10的两面分别镀上金属层20,形成金属薄膜,在金属薄膜的上表面和下表面涂布活性材料浆液,并对其进行烘烤,烘烤温度为80℃,烘烤时间为2分钟;活性材料浆液形成活性材料层30;如图2所示,即为步骤s1所得到的半成品的截面示意图;
[0046]
本方案中,采用真空镀膜法在薄膜基材10的两面分别镀上金属层20,该金属层20为铜层,铜层的厚度为600nm;采用涂布复合设备将活性材料浆液涂布在金属薄膜的上表面和下表面;由于真空镀膜法和涂布复合设备属于现有技术中较为常见的技术,因此本实施例中不再对真空镀膜法和涂布复合设备进行详细的说明;
[0047]
另外,步骤s1中,活性材料浆液由可嵌锂活性材料、导电剂、粘结剂以及溶剂n-甲基吡咯烷酮组成,其质量比为2:1:1:2;其中,可嵌锂活性材料为人造石墨、天然石墨、钛酸锂、硅碳材料中的一种,导电剂为乙炔黑、碳纳米管中的一种,粘结剂为pvdf。
[0048]
s2、三明治形状薄膜的成型,取两片薄膜基材10,分别设置在金属薄膜上表面的活性材料层30和下表面的活性材料层30上,并通过涂布复合机复合后形成三明治结构薄膜;本实施例中,步骤s1和步骤s2中的薄膜基材10相同,均为pet,且薄膜基材10的厚度为3μm;如图3所示,即为三明治形状薄膜的剖面示意图;
[0049]
s3、金属锂层的成型,采用离子铣技术将上、下两层薄膜基材10的表面刻蚀出多个阵列分布的待镀区,且待镀区贯穿于薄膜基材10和活性材料层30;在薄膜基材10的表面镀上金属锂,金属锂填充待镀区,在薄膜基材10的外表面形成金属锂层40;如图4所示,即为金属锂层40成型后的结构示意图,金属锂层40覆盖在薄膜基材10上,且填充了待镀区后,则可以直接与金属层30相接触;
[0050]
需要说明的是,在步骤s3之前,还包括将三明治结构薄膜高温熟化的步骤,以便于在薄膜基材10的表面刻蚀出待镀区;
[0051]
该步骤中,薄膜基材10外表面金属锂层40的厚度为100nm;
[0052]
s4、薄膜基材10的剥离,采用剥离机,对金属薄膜上表面的薄膜基材10与活性材料层30之间、金属薄膜下表面的薄膜基材10与活性材料层30之间实现剥离,在活性材料层30上形成多个阵列分布的补锂区401,得到预锂化极片;如图5所示,即为薄膜基材10剥离后的结构示意图;
[0053]
本实施例中,补锂区401呈长方形,其长度为100nm,宽度为30nm,相邻的补锂区401的间距为20nm;另外,所述活性材料层30与补锂区401的厚度相同,为50nm。
[0054]
另外,所述的步骤s4之后还包括步骤:
[0055]
s5、保护层的成型,在干燥惰性气体条件下,在活性材料层30外表面和补锂区401上涂覆一层保护层,该保护层为多孔纳米氧化锆60;保护层的厚度为1μm。涂敷一层多孔碳纳米薄膜的目的在于,一方面,能够防止金属锂和空气中的水等反应,另一方面多孔纳米氧化锆也可以增加正极片的强度。如图6所示,即为保护层成型后的预锂化极片的结构示意图。
[0056]
实施例2
[0057]
参照图1所示,本发明揭示了一种预锂化极片的制备方法,通过该制备方法所制得的预锂化极片,能够克服现有技术中补锂极片不能够实现持续补锂、安全性能及强度不够的问题。具体的,在本实施例中该预锂化极片的制备方法包括以下的步骤:
[0058]
s1、金属薄膜的制成,在薄膜基材10的两面分别镀上金属层20,形成金属薄膜,在金属薄膜的上表面和下表面涂布活性材料浆液,并对其进行烘烤,烘烤温度为90℃,烘烤时间为1分钟;活性材料浆液形成活性材料层30;如图2所示,即为步骤s1所得到的半成品的截面示意图;
[0059]
本方案中,采用真空镀膜法在薄膜基材10的两面分别镀上金属层20,该金属层20为铜层,铜层的厚度为1000nm;采用涂布复合设备将活性材料浆液涂布在金属薄膜的上表面和下表面;由于真空镀膜法和涂布复合设备属于现有技术中较为常见的技术,因此本实施例中不再对真空镀膜法和涂布复合设备进行详细的说明;
[0060]
另外,步骤s1中,活性材料浆液由可嵌锂活性材料、导电剂、粘结剂以及溶剂n-甲基吡咯烷酮组成,其质量比为2:1:1:2;其中,可嵌锂活性材料为人造石墨、天然石墨、钛酸锂、硅碳材料中的一种,导电剂为乙炔黑、碳纳米管中的一种,粘结剂为pvdf。
[0061]
s2、三明治形状薄膜的成型,取两片薄膜基材10,分别设置在金属薄膜上表面的活性材料层30和下表面的活性材料层30上,并通过涂布复合机复合后形成三明治结构薄膜;本实施例中,步骤s1和步骤s2中的薄膜基材10相同,均为pe,且薄膜基材10的厚度为4μm;如图3所示,即为三明治形状薄膜的剖面示意图;
[0062]
s3、金属锂层40的成型,采用离子铣技术将上、下两层薄膜基材10的表面刻蚀出多个阵列分布的待镀区,且待镀区贯穿于薄膜基材10和活性材料层30;在薄膜基材10的表面镀上金属锂,金属锂填充待镀区,在薄膜基材10的外表面形成金属锂层40;如图4所示,即为金属锂层40成型后的结构示意图;
[0063]
需要说明的是,在步骤s3之前,还包括将三明治结构薄膜高温熟化的步骤,以便于在薄膜基材10的表面刻蚀出待镀区;
[0064]
该步骤中,薄膜基材10外表面金属锂层40的厚度为200nm;
[0065]
s4、薄膜基材10的剥离,采用剥离机,对金属薄膜上表面的薄膜基材10与活性材料层30之间、金属薄膜下表面的薄膜基材10与活性材料层30之间实现剥离,在活性材料层30上形成多个阵列分布的补锂区401,得到预锂化极片50;如图5所示,即为薄膜基材10剥离后的结构示意图;
[0066]
本实施例中,补锂区401呈长方形,其长度为100nm,宽度为30nm,相邻的补锂区401的间距为30nm;另外,所述活性材料层30与补锂区401的厚度相同,为100nm。
[0067]
另外,所述的步骤s4之后还包括步骤:
[0068]
s5、保护层的成型,在干燥惰性气体条件下,在活性材料层30外表面和补锂区401上涂覆一层保护层,该保护层为多孔纳米氧化锆60;保护层的厚度为2μm。涂敷一层多孔碳纳米薄膜的目的在于,一方面,能够防止金属锂和空气中的水等反应,另一方面多孔纳米氧化锆也可以增加正极片的强度。如图6所示,即为保护层成型后的预锂化极片50的结构示意图。
[0069]
实施例3
[0070]
基于上述预锂化极片的制备方法,本发明提供了一种预锂化极片,参照图6、图7所示,该预锂化极片包括薄膜基材10、金属层20、活性材料层30以及补锂区401;所述的薄膜基材10的上表面和下表面均镀有金属层20,所述薄膜基材10的材质为pp,其厚度为3.5μm,所述的金属层20为铜层,且金属层20的厚度为800nm。所述金属层20的外表面上贴附有活性材料层30,且活性材料层30上阵列分布有贯穿的通孔,所述的补锂区401设置在活性材料层30的通孔内,且补锂区401与金属层20的外表面相接触;本实施例中,所述活性材料层30与补锂区401的厚度相同,为75nm;并且,所述的补锂区401的材质为金属锂。
[0071]
其中,所述的活性材料层30由活性材料浆液制得,活性材料浆液由可嵌锂活性材料、导电剂、粘结剂以及溶剂n-甲基吡咯烷酮组成,其质量比为2:1:1:2;其中,可嵌锂活性材料为人造石墨、天然石墨、钛酸锂、硅碳材料中的一种,导电剂为乙炔黑、碳纳米管中的一种,粘结剂为常规的pvdf。
[0072]
作为较佳的实施例,如图7所示,所述的补锂区401呈长方形,且长方形的长度为相邻补锂区401间距的三倍以上;而本实施例中,所述补锂区401的长度为100nm,宽度为30nm,相邻补锂区401的间距为25nm。另外,所述活性材料区和补锂区401的外表面设置有保护层,该保护层的材质为多孔纳米氧化锆60;所述保护层的厚度为1.5μm。
[0073]
实施例4
[0074]
基于上述预锂化极片的制备方法,本发明提供了一种预锂化极片,参照图6、图7所示,该预锂化极片包括薄膜基材10、金属层20、活性材料层30以及补锂区401;所述的薄膜基材10的上表面和下表面均镀有金属层20,所述薄膜基材10的材质为pp,其厚度为3.75μm,所述的金属层20为铜层,且金属层20的厚度为700nm。所述金属层20的外表面上贴附有活性材料层30,且活性材料层30上阵列分布有贯穿的通孔,所述的补锂区401设置在活性材料层30的通孔内,且补锂区401与金属层20的外表面相接触;本实施例中,所述活性材料层30与补锂区401的厚度相同,为80nm;并且,所述的补锂区401的材质为金属锂。
[0075]
其中,所述的活性材料层30由活性材料浆液制得,活性材料浆液由可嵌锂活性材料、导电剂、粘结剂以及溶剂n-甲基吡咯烷酮组成,其中,可嵌锂活性材料为人造石墨、天然石墨、钛酸锂、硅碳材料中的一种,导电剂为乙炔黑、碳纳米管中的一种,粘结剂为常规的
pvdf。
[0076]
作为较佳的实施例,如图7所示,所述的补锂区401呈长方形,且长方形的长度为相邻补锂区401间距的三倍以上;而本实施例中,所述补锂区401的长度为100nm,宽度为30nm,相邻补锂区401的间距为28nm。另外,所述活性材料区和补锂区401的外表面设置有保护层,该保护层的材质为多孔纳米氧化锆60;所述保护层的厚度为1μm。
[0077]
基于上述的实施例,本发明还提供了一种锂离子电池,该锂离子电池的负极片由所述预锂化极片的制备方法得到。
[0078]
本发明的预锂化极片,一方面,相较于传统通过静电控制的方式喷洒li粉和在负极表面覆盖一层薄li箔的方式进行补锂的方式以及直接将金属锂当作负极的锂电池的方法,本发明的锂离子电池安全性能更高,还能够为锂电池提供远远不断的锂源,实现了安全与能量密度的完美平衡,并且采用本发明的这种活性材料区和补锂区401间隔设置以及补锂区401表面涂敷上多孔纳米氧化锆60的方式,也极大的提高了极片的强度。
[0079]
另外,本发明还提供了安全性能测试和能量密度测试的相关数据。
[0080]
本发明的实验品电池的制备:
[0081]
其中负极极片采用本发明上述的预锂化极片,正极极片由磷酸铁锂、正极导电剂乙炔黑、粘结剂pvdf以及正极集流体铝箔构成;电解液由锂盐lipf6、溶剂碳酸二甲酯以及添加剂氟代碳酸乙烯酯组成;此后,按照正常的锂离子电池生产工艺,制成锂离子电池。
[0082]
对比例电池的制备:
[0083]
负极极片上面完全覆盖活性材料,没有本发明预锂化极片的结构,其他完全一样,组装成对比例的实验电池。
[0084]
针刺实验方法:采用常规的测试方法,将电池充满后,用φ7mm的耐高温钢针,以23mm/s的速度,从垂直于电池极板的方向贯穿,钢针停留在电池中1h,无异常现象为合格。
[0085]
过充实验:采用常规的测试方法,在25
°
下现用0.5c充至将电池充至半满后,再以1c倍率的电流恒流充2h后停止,电池不冒烟、不起火为合格。
[0086]
实验数据如下:
[0087]
实验品过充实验针刺实验1无异常现象不冒烟、不起火2无异常现象不冒烟、不起火3无异常现象不冒烟、不起火
[0088]
能量密度的测试方法为:在室温25℃条件下,将电池静置30分钟后,先以0.7c恒流充电至4.35v,恒压充电至电流为0.05c;静置3分钟,以0.5c恒流放电至3.0v,测得此时的能量。其中能量密度的计算公式为:能量密度=电池的能量除以电池的体积。
[0089]
其测试数据如下:
[0090]
样品能量密度实验品1810wh/l实验品2823wh/l对比例1730wh/l对比例2742wh/l
[0091]
强度测试:
[0092]
将本发明的预锂化样品固定于抗拉强度测量仪的上端及下端的夹子。以100mm/min的速度测量拉伸强度。沿着上端和下端方向施加力,将试片拉断时的强度标为拉伸强度,单位为kgf/cm2。测试结果如下表所示。
[0093]
样品抗拉伸强度实验品15.213实验品25.734对比例13.445对比例23.673
[0094]
结合实验的数据,由此可见,采用本发明的预锂化极片在能量密度、拉伸强度和安全性能方面都较好。
[0095]
以上是对本发明的较佳实施进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本申请权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1