一种高可靠度柔性连接的集流器及其制备方法与流程
[0001]
本发明属于精密型电子元器件技术领域,具体涉及一种高可靠度柔性连接的集流器及其制备方法。
背景技术:
[0002]
框架陀螺仪广泛应用于导弹武器系统,用于测量弹体的飞行姿态。由于弹体在飞行时存在姿态变化,而框架陀螺仪的内外框系统在惯性空间中姿态保存不变,因此在内外框系统和弹体之间存在相对转动关系,如何在相对转动情况下,在不扭伤传递线的前提下实现内外框信号向弹上数据采集系统的可靠传递,并且对框架陀螺仪性能影响较小,是一个技术难题。
[0003]
目前,普遍的方法是采用滑环来实现内外框信号的可靠传递。微型滑环是传统框架陀螺仪的一个重要部件,由滑环、刷丝和固定架组成,安装在陀螺仪的外框轴上,用于向内框电位计提供电压信号,并将内框电位计信号传出。框架陀螺仪对微型滑环的主要要求包括:
[0004]
(1)外形尺寸小、传输环数多。由于空间有限,微型滑环的最大直径不大于φ4mm,高度不大于11mm(包括安装部分高度3.8mm),但需要传递4路电信号,技术难度大;
[0005]
(2)接触可靠性高,要保证所有的线路连续接通,尤其是在弹体强烈振动环境下,微型滑环和刷丝不能脱开;
[0006]
(3)各通道导电性要好,保证阻抗小,电气噪音小;
[0007]
(4)滑动磨损小,保证不能影响陀螺仪的寿命;
[0008]
(5)压力适中,不要对外框轴造成较大的摩擦力矩,以免内框漂移过大。
[0009]
目前,框架陀螺仪采用微型滑环来传递电信号的过程中存在以下问题:
[0010]
a.为了确保良好的导电性能,滑环制作中常常使用紫铜、黄铜、钱币银或金材料作为导电环材料,而且在导电环表面上还需镀多层贵金属,致使工艺难度大、成本较高;
[0011]
b.由于滑环外形尺寸小、环数多,加工难度大,废品率高;
[0012]
c.为了保证接触可靠,刷丝与滑环的接触压力要较大,从而给外框带来了较大的摩擦力矩,致使陀螺仪漂移较大;
[0013]
d.抗振动能力差;在较强振动环境中,尤其是纵向强振动时,刷丝较容易与滑环脱开,致使输出信号出现较大毛刺,影响制导精度;
[0014]
e.使用过程中人工成本高,需要手工反复调整刷丝与滑环各导电环的位置,而且最下部的滑环因空间位置有限刷丝调整难度最大。
[0015]
综上所述,在连续相对旋转场合中,滑环是解决框架陀螺仪制导信号传递的一种方法,但在相对旋转幅度不大的场合时,滑环就不一定是最好的信号传递方法,因为这种方法对传递信号品质和陀螺仪漂移都有较大影响。
技术实现要素:
[0016]
针对上述现有技术中存在的缺陷,本发明提供了一种高可靠度柔性连接的集流器及其制备方法,所述集流器用于框架陀螺仪上传递电信号,在整个弹体飞行姿态测量中,能够可靠、稳定工作,信号传输品质好,陀螺仪漂移小,抗振动能力强,使导弹制导精度大大增强。结合说明书附图,本发明的技术方案如下:
[0017]
一种高可靠度柔性连接的集流器,由三根引线、柔性线路板以及刚性连接件组成;
[0018]
所述柔性线路板为十字形结构,柔性线路板的正反面对称布置有四组焊盘,柔性线路板同一面上的四个焊盘两两绝缘,柔性线路板正反面对称设置的每组焊盘通过金属化导电过孔两两镜像对称导通;
[0019]
有两根引线分别与柔性线路板上两组焊盘中的正面焊盘焊接导通,另一根引线与柔性线路板上第三组焊盘中的反面焊盘焊接导通;
[0020]
所述柔性线路板安装在刚性连接件内,柔性线路板两翼从刚性连接件伸出,第四组焊盘位于柔性线路板顶部,所述柔性线路板顶部向下弯折形成v形结构后焊接于刚性连接件上实现与外界导通。
[0021]
进一步地,所述刚性连接件包括:主体螺杆、小型绝缘体、固定螺母和镀金螺帽;
[0022]
所述柔性线路板置于主体螺杆中部的线路板安装槽内,线路板安装槽侧面铺设有绝缘膜,柔性线路板顶部向下弯折形成v形结构后与线路板安装槽顶部的主体螺杆焊接面焊接,且在柔性线路板的引线焊接位置与主体螺杆之间套有热缩绝缘管,与柔性线路板相连的三根引线经主体螺杆尾部的引线过孔穿过;
[0023]
所述小型绝缘体套装在主体螺杆外侧,且柔性线路板的两翼穿过小型绝缘体上对称开设的两个对称细缝;
[0024]
所述固定螺母与主体螺杆尾部螺纹连接;
[0025]
所述镀金螺帽与主体螺杆头部螺纹连接,且主体螺杆头部设置的导电圆柱伸出镀金螺帽。
[0026]
更进一步地,所述主体螺杆的与固定螺母之间形成的尾部空隙内灌封有胶粘剂;
[0027]
所述主体螺杆的头部与小型绝缘体的头部之间形成的头部空隙内灌封有胶粘剂;
[0028]
所述主体螺杆与镀金螺帽相配合的螺纹部位处涂有螺纹锁固胶。
[0029]
更进一步地,所述对称细缝的长度为4.2mm至4.7mm,缝宽为0.15mm至 0.20mm。
[0030]
更进一步地,所述导电圆柱19的直径为1mm,轴向长度为0.4mm至0.8mm。
[0031]
进一步地,所述三根引线和刚性连接件分别与框架陀螺仪内电路相连;所述柔性线路板5上的四个焊盘分别通过游丝与框架陀螺仪外电路相连,进而形成内外对应的四个独立的导通电路。
[0032]
一种高可靠度柔性连接的集流器的制备方法,制备过程具体如下:
[0033]
步骤一:将三根引线分别与柔性线路板上的焊盘进行焊接,确保焊接电路导通且柔性线路板同一面上的四个焊盘两两绝缘;
[0034]
步骤二:把热缩绝缘管套装在步骤一中焊接有引线的柔性线路板上,使热缩绝缘管覆盖柔性线路板正面和反面的焊盘及焊盘上的焊接点后,将十字形的柔性线路板顶部凸出部分向柔性线路板正面弯折成“v”型;
[0035]
步骤三:将三根引线穿过主体螺杆尾部的引线过孔,调整柔性线路板使其左右对
称,将弯折后的柔性线路板顶部的“v”型面紧贴在主体螺杆的主体螺杆焊接面上并进行锡焊,确保焊接电路导通且柔性线路板同一面上的四个焊盘两两绝缘;
[0036]
步骤四:将安装柔性线路板的主体螺杆套装进小型绝缘体内,并进行头尾封装。
[0037]
进一步地,所述步骤四具体过程如下:
[0038]
首先,将三根引线穿过小型绝缘体的内孔,调整柔性线路板的两翼,使其插入到小型绝缘体两侧的对称细缝中,推动主体螺杆6头部的法兰台阶外端面,带动柔性线路板的两翼沿着小型绝缘体两侧的对称细缝运动到位后,将三根引线穿过固定螺母的内孔,并将固定螺母与主体螺杆的尾部拧紧;
[0039]
接着,在主体螺杆头部的法兰台阶外端面和小型绝缘体头部间的头部空隙内灌封胶粘剂,灌封高度与小型绝缘体端面平齐,同时在主体螺杆的头部螺纹处涂螺纹锁固胶,随即拧入镀金螺帽;
[0040]
然后,将镀金螺帽拧紧到位,使主体螺杆上的导电圆柱伸出小型绝缘体外后,将三根引线倒立向上,在固定螺母和小型绝缘体尾部间的尾部空隙内灌封胶粘剂,灌封高度不高出小型绝缘体的端面;
[0041]
最后,将组装完成的集流器置于常温下,使胶粘剂和螺纹锁固胶固化。
[0042]
更进一步地,完成所述集流器制备后,进行最终电气测量,确保焊接电路导通且柔性线路板同一面上的四个焊盘两两绝缘。
[0043]
更进一步地,完成所述步骤一后,检查柔性线路板的正面和反面外观,确保焊点大小适中,无锡须毛刺,无焊液残留,无腐蚀和锈斑缺陷;
[0044]
完成所述步骤四后,检查制备完成的集流器外观,确保集流器外形无歪斜,集流器外部无胶液残留、无腐蚀和锈斑缺陷。
[0045]
与现有技术相比,本发明的有益效果在于:
[0046]
1、本发明采用了柔性线路板多微带触点双面导通技术,使所述集流器安装在框架陀螺仪上需要把线路板两翼弯折90
°
后,仍能保持线路板正、反面各分布的4个焊盘导电回路同时导通,传输信号载流量大,导电回路多。
[0047]
2、本发明采用了柔性线路板的刚性化固定技术,使伸出所述集流器的小型绝缘体外的两翼线路板仍保持柔性导通,而包含在所述集流器内的柔性线路板,通过与主体螺杆锡焊导通连接,再与固定螺母和镀金螺帽刚性连接,并辅以胶粘剂和螺纹锁固胶,使之成为一个刚性的主体。
[0048]
3、本发明采用了小型绝缘体细缝加工成型技术,使所述集流器的柔性线路板两翼从长4.2~4.7mm、宽0.15~0.20mm的两个对称细缝中伸出来,而胶粘剂不会从该细缝中流出来,不但保证了所述集流器的结构完整和封闭性,而且有助于后序工作的散热和透气。
[0049]
4、本发明采用了微细螺纹加工成型及固定技术,用成型后的m1.4精细螺纹把镀金螺帽和所述集流器的本体部分刚性连接起来,有效避免了镀金螺帽在后序工作中的脱落问题。
[0050]
5、本发明采用了密封固定及防松脱技术,综合采用胶粘剂和高强度螺纹锁固胶相结合的办法,使所述集流器的各个零部件,在固定螺母与主体螺杆的 m2螺纹副、主体螺杆与镀金螺帽的m1.4螺纹副作用下,有机地刚性连接起来,提高了所述集流器工作的稳定性和抗振动、耐冲击能力,从而提高了框架陀螺仪信号传输品质,解决了陀螺仪漂移等问题。
[0051]
6、本发明采用了柔性线路板焊盘表面镀膜技术,重点在焊接部位镀有耐高温、易焊性极好的合金膜,使才对称细缝处焊接游丝时不虚焊,并与焊锡结合紧密,无气泡产生。
附图说明
[0052]
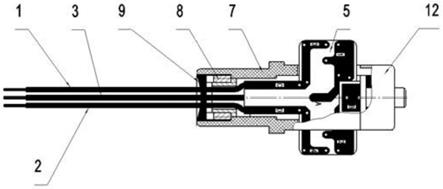
图1为本发明所述高可靠度柔性连接的集流器的主视图;
[0053]
图2为本发明所述高可靠度柔性连接的集流器的俯视图;
[0054]
图3为本发明所述高可靠度柔性连接的集流器中,柔性线路板正面布线示意图;
[0055]
图4为本发明所述高可靠度柔性连接的集流器中,柔性线路板反面布线示意图;
[0056]
图5为本发明所述高可靠度柔性连接的集流器中,除柔性线路板和引线外外其余刚性连接件的安装位置关系示意图。
[0057]
图中:
[0058]
1第一引线,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2第二引线,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3第三引线
[0059]
4绝缘管,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5柔性线路板,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6主体螺杆,
[0060]
7小型绝缘体,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8固定螺母,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9尾部空隙,
[0061]
10头部空隙,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11头部螺纹,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12镀金螺帽,
[0062]
13第三引线焊接位置,
ꢀꢀꢀ
14主体螺杆焊接位置,
ꢀꢀꢀꢀꢀꢀ
15尾部螺纹,
[0063]
16引线过孔,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17主体螺杆焊接面,
ꢀꢀꢀꢀꢀꢀꢀꢀ
18对称细缝,
[0064]
19导电圆柱;
[0065]ⅰ正面一号焊盘,
ꢀꢀꢀꢀꢀꢀꢀꢀⅱ
正面二号焊盘,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀⅲ
正面三号焊盘,
[0066]ⅳ正面四号焊盘;
[0067]
ⅰ’
反面一号焊盘,
ꢀꢀꢀꢀꢀꢀⅱ’
反面二号焊盘,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀⅲ’
反面三号焊盘,
[0068]
ⅳ’
反面四号焊盘;
[0069]
a正面一号焊盘焊接位,
ꢀꢀ
b正面二号焊盘焊接位,
ꢀꢀꢀꢀꢀ
c正面三号焊盘焊接位,
[0070]
d正面四号焊盘焊接位;
[0071]
a
’
反面一号焊盘焊接位, b
’
反面二号焊盘焊接位,
ꢀꢀꢀꢀ
c
’
反面三号焊盘焊接位,
[0072]
d
’
反面四号焊盘焊接位。
具体实施方式
[0073]
为清楚、完整地描述本发明所述技术方案及其具体工作过程,结合说明书附图,本发明的具体实施方式如下:
[0074]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0075]
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第
一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0076]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0077]
实施例一:
[0078]
本实施例一公开了一种高可靠度柔性连接的集流器,所述集流器由三根引线、柔性线路板以及刚性连接件组成,其中,所述柔性线路板安装在刚性连接件中,三根引线分别与柔性线路板上对应的焊盘连接。
[0079]
如图1所示,所述三根引线分别为绿色的第一引线1、红色的第二引线2 和白色的第三引线3;
[0080]
如图3和图4所示,所述柔性线路板5为“十字形”结构,沿着柔性线路板 5正反面的十字型轮廓分别依次布置有四个带有导电回路的焊盘;
[0081]
分布在柔性线路板5正面的依次分别为:正面一号焊盘ⅰ、正面二号焊盘ⅱ、正面三号焊盘ⅲ和正面四号焊盘ⅳ;
[0082]
分布在柔性线路板5反面的依次分别为:反面一号焊盘
ⅰ’
、反面二号焊盘
ⅱ’
、反面三号焊盘
ⅲ’
和反面四号焊盘
ⅳ’
;
[0083]
所述正面一号焊盘ⅰ与反面一号焊盘
ⅰ’
、正面二号焊盘ⅱ与反面二号焊盘
ⅱ’
、正面三号焊盘ⅲ和反面三号焊盘
ⅲ’
、正面四号焊盘ⅳ和反面四号焊盘
ⅳ’
均对称布置在所述柔性线路板5的正反面,且在所述柔性线路板5上分布设有数量不等的金属化导电过孔,以使对称分布在柔性线路板5正反面的四组焊盘的导电回路两两镜像对称导通;
[0084]
如图3所示,所述柔性线路板5上,位于柔性线路板5正面的正面三号焊盘ⅲ与绿色的第一引线1焊接实现电路导通,正面四号焊盘ⅳ与红色的第二引线2焊接实现电路导通;
[0085]
如图4所示,位于柔性线路板5反面的反面一号焊盘
ⅰ’
与白色的第三引线 3焊接实现电路导通;
[0086]
如图2所示,所述柔性线路板5安装于刚性连接件内后,“十字形”的柔性线路板5头部向正面弯折形成“v形”结构后与刚性连接件中的主体螺杆6焊接实现电路导通;且在柔性线路板5的引线焊接位置与主体螺杆6之间套有热缩的绝缘管4,实现柔性线路板5与主体螺杆6之间的绝缘保护。
[0087]
如图1、图2和图5所示,所述刚性连接件包括:主体螺杆6、小型绝缘体 7、固定螺母8和镀金螺帽12;
[0088]
所述主体螺杆6的中部开有设置安装柔性线路板5的线路板安装槽,所述线路板安装槽侧面铺设有一层带胶绝缘膜,用于柔性线路板5与主体螺杆6侧面之间的绝缘保护,所述线路板安装槽顶部设有主体螺杆焊接面17;所述主体螺杆6的头部加工有头部螺纹11,所述头部螺纹11为规格为m1.4的精细螺纹,在头部螺纹11的顶部同轴设有一个导电圆柱19,所述导电圆柱19的直径为 1mm,长度为0.4mm至0.8mm;所述主体螺杆6的尾部将各有尾部螺
纹15,所述尾部螺纹15为规格为m2的螺纹,且所述尾部螺纹15的中心开有引线过孔16;
[0089]
所述小型绝缘体7为套筒结构,在小型绝缘体7的上部沿径向对称地开有两个对称细缝18,所述对称细缝18沿轴向开设,所述对称细缝18的长度为 4.2mm至4.7mm,对称细缝18的缝宽为0.15mm至0.20mm;
[0090]
所述柔性线路板5安装在主体螺杆6中部的线路板安装槽内后,“十字形”的柔性线路板5头部向正面弯折形成“v形”结构后焊接于主体螺杆焊接面17 上,三条分别与柔性线路板5焊接后的引线从引线过孔16穿过,所述小型绝缘体7套置在安装有柔性线路板5的主体螺杆6外侧,“十字形”的柔性线路板5 的两侧翼从小型绝缘体7的两个对称细缝18伸出;
[0091]
如图1所示,所述固定螺母8与主体螺杆6的尾部螺纹15螺纹配合连接,实现固定螺母8与主体螺杆6的固定连接,在主体螺杆6的尾部与固定螺母8 之间形成尾部空隙9,在所述尾部空隙9内灌封有胶粘剂;如图2所示,所述镀金螺帽12与主体螺杆6的头部螺纹11螺纹配合连接,实现镀金螺帽12与主体螺杆6的固定连接,且所述镀金螺帽12套置在小型绝缘体7头部的法兰台阶上,在主体螺杆6的头部、小型绝缘体7的头部与镀金螺帽12之间形成头部空隙10,在所述头部空隙10内灌封有胶粘剂;且在主体螺杆6的头部与镀金螺帽12相配合的螺纹部位处涂有高强度螺纹锁固胶;所述镀金螺帽12与主体螺杆6的头部螺纹11螺纹配合连接后,主体螺杆6上的导电圆柱19伸出于镀金螺帽12之外,伸出的导电圆柱19用于和框架陀螺仪的电刷连接,使电刷通过镀金螺帽12、主体螺杆6和柔性线路板5上的焊盘回路形成导电通路;
[0092]
上述固定螺母8和镀金螺帽12分别与主体螺杆6的尾部和头部连接,并采用胶剂进行封装,使所述集流器的所有零部件浑然成为一个坚固的整体。
[0093]
所述集流器中,主体螺杆6顶部的镀金螺帽12与第一引线1、第二引线2 和第三引线3分别与框架陀螺仪内电路相连,柔性线路板5上包括:正面一号焊盘ⅰ、正面二号焊盘ⅱ、反面三号焊盘
ⅲ’
、反面四号焊盘
ⅳ’
在内的四个焊盘分别通过游丝与框架陀螺仪外电路相连,形成内外对应的四个独立的导通电路,形成了稳定、可靠的信号传输系统。
[0094]
实施例二:
[0095]
本实施例二公开了一种高可靠度柔性连接的集流器的制备方法,如图1-图 5所示,具体制备过程如下:
[0096]
步骤一:焊接柔性线路板5与引线;
[0097]
如图3所示,在柔性线路板5的正面三号焊盘ⅲ下方的正面三号焊盘焊接位c处焊接绿色的第一引线1,在柔性线路板5的正面四号焊盘ⅳ下方的正面四号焊盘焊接位d处焊接红色的第二引线2,在柔性线路板5的反面一号焊盘
ⅰ’
下方的反面一号焊盘焊接位a
’
处焊接白色的第三引线3,焊接位置如图2中第三引线焊接位置13处,然后进行电气测量和外观检查:
[0098]
测量正面三号焊盘ⅲ和反面三号焊盘
ⅲ’
应均与绿色的第一引线1导通;
[0099]
测量正面四号焊盘ⅳ和反面四号焊盘
ⅳ’
应均与红色的第二引线2导通;
[0100]
测量正面一号焊盘ⅰ和反面一号焊盘
ⅰ’
应均与白色的第三引线3导通;
[0101]
测量正面一号焊盘ⅰ、正面二号焊盘ⅱ、正面二号焊盘ⅲ和正面四号焊盘ⅳ中,两两焊盘间应均不导通,且两两焊盘间的绝缘电阻值在200mω以上;
[0102]
测量反面一号焊盘
ⅰ’
、反面二号焊盘
ⅱ’
、反面二号焊盘
ⅲ’
和反面四号焊盘
ⅳ’
中,两两焊盘间应均不导通,且两两焊盘间的绝缘电阻值在200mω以上;
[0103]
检查柔性线路板5的正、反面外观,应焊点大小适中,无锡须毛刺,无焊液残留,无腐蚀和锈斑等缺陷;
[0104]
步骤二:在柔性线路板外侧套装热塑绝缘管,并弯折柔性线路板顶部成v 形;
[0105]
如图2所示,把热缩绝缘管4套进上述步骤一中焊接好引线的柔性线路板 5上,使热缩绝缘管4完全覆盖住柔性线路板5正面和反面的焊盘及焊盘上的焊接点,然后,如图3和图4所示,把十字形的柔性线路板5顶部凸出部分,在位于正面二号焊盘ⅱ上的正面二号焊盘焊接位b处,向柔性线路板正面弯折成“v”型,如图1所示;
[0106]
步骤三:安装主体螺杆与柔性线路板;
[0107]
如图5所示,在主体螺杆6的线路板安装槽侧面铺设一层和平台面积大小一样的带胶绝缘膜,再把上述步骤二中弯折后的柔性线路板5装入到主体螺杆 6的线路板安装槽内;
[0108]
所述柔性线路板安装过程具体如下:
[0109]
首先,如图1和图5所示,让三根引线穿过主体螺杆6尾部的引线过孔16,缓慢调整柔性线路板5,使其左右对称;然后,如图2和图5所示,将弯折后的柔性线路板5顶部的“v”型面紧贴在主体螺杆6的主体螺杆焊接面17上;最后,将弯折后的柔性线路板5顶部的“v”型面锡焊连接在主体螺杆6的主体螺杆焊接面17上,如图2所示,柔性线路板5与主体螺杆6之间在主体螺杆焊接位置14进行锡焊;
[0110]
柔性线路板安装完成后进行电气测量项:
[0111]
测量正面二号焊盘ⅱ和反面二号焊盘
ⅱ’
应均与主体螺杆6导通;
[0112]
测量正面一号焊盘ⅰ、正面二号焊盘ⅱ、正面二号焊盘ⅲ和正面四号焊盘ⅳ中,两两焊盘间应均不导通,且两两焊盘间的绝缘电阻值在200mω以上;
[0113]
测量反面一号焊盘
ⅰ’
、反面二号焊盘
ⅱ’
、反面二号焊盘
ⅲ’
和反面四号焊盘
ⅳ’
中,两两焊盘间应均不导通,且两两焊盘间的绝缘电阻值在200mω以上;
[0114]
步骤四:将安装柔性线路板的主体螺杆套装进小型绝缘体内,并进行头尾封装;
[0115]
首先,将三根引线穿过小型绝缘体7的内孔,调整柔性线路板5的两翼,使其插入到小型绝缘体7两侧的对称细缝18中,缓慢推动主体螺杆6头部的法兰台阶外端面,带动柔性线路板5的两翼沿着小型绝缘体7两侧的对称细缝18 运动到位后,将三根引线穿过固定螺母8的内孔,并用专用工具将固定螺母8 与主体螺杆6的尾部拧紧;
[0116]
接着,在主体螺杆6头部的法兰台阶外端面和小型绝缘体7头部间的头部空隙10内灌封胶粘剂,灌封高度与小型绝缘体7端面平齐,同时在主体螺杆7 的头部螺纹11处涂少许高强度螺纹锁固胶,随即拧入镀金螺帽12;
[0117]
然后,将镀金螺帽12拧紧到位后,主体螺杆6上的导电圆柱19伸出暴露在小型绝缘体7外,将三根引线倒立向上,在固定螺母8和小型绝缘体7尾部间的尾部空隙9内灌封胶粘剂,灌封高度以不高出小型绝缘体7的端面为宜;
[0118]
最后,将组装完成的集流器放入专用固定夹具内,在常温下,使胶粘剂和螺纹锁固胶固化24小时;
[0119]
完成上述集流器组装后,进行最终电气测量和外观检查:
[0120]
测量正面一号焊盘ⅰ和反面一号焊盘
ⅰ’
应均与白色的第三引线3导通;
[0121]
测量正面二号焊盘ⅱ和反面二号焊盘
ⅱ’
应均与主体螺杆6上的导电圆柱 19导
通;
[0122]
测量正面三号焊盘ⅲ和反面三号焊盘
ⅲ’
应均与绿色的第一引线1导通;
[0123]
测量正面四号焊盘ⅳ和反面四号焊盘
ⅳ’
应均与红色的第二引线2导通;
[0124]
测量正面一号焊盘ⅰ、正面二号焊盘ⅱ、正面二号焊盘ⅲ和正面四号焊盘ⅳ中,两两焊盘间应均不导通,且两两焊盘间的绝缘电阻值在200mω以上;
[0125]
测量反面一号焊盘
ⅰ’
、反面二号焊盘
ⅱ’
、反面二号焊盘
ⅲ’
和反面四号焊盘
ⅳ’
中,两两焊盘间应均不导通,且两两焊盘间的绝缘电阻值在200mω以上;
[0126]
检查制备好的集流器外观,集流器外形应无歪斜,集流器外部无胶液残留、无腐蚀和锈斑等缺陷存在。
[0127]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
[0128]
以上所述本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所作出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1