一种端子压接模具的制作方法
[0001]
本申请涉及加工设备技术领域,尤其涉及一种端子压接模具。
背景技术:
[0002]
端子压接模具将可导电的端子压接在线材上,并使得线材能够方便连接其他接口。通常由装置的冲头带动上刀片向下运动与底座上的下刀片合在一起完成线材的压接。上刀片分为上外刀和上内刀,下刀片分为下外刀和下内刀,其中上外刀和下外刀共同完成端子和线材的绝缘压脚区的压接,上内刀和下内刀共同完成端子的导体压接区压接。
[0003]
在压接端子和线材的时候,由于各种因素会存在一定概率的压接不良,如少芯线、端子变形等,这会使得压接力会出现微小的变化,从而影响线材的连接质量。为了判断压接是否发生异常、排除不良品,可以对压接力进行检测,即通过对比压接正常时与压接异常时的压接力差异,来判断是否具有不良品。
[0004]
压接力检测主要通过压力传感器来实现,但目前压力传感器测量到相应的压力数据后输出的是模拟信号,该模拟信号为小信号,易受干扰,不适合长距离传输,即需要额外的信号转换装置将其转换后送回主机,才能让主机设备判断压接质量是否合格以及反馈给操作员相关情况。
技术实现要素:
[0005]
本申请提供一种端子压接模具,能够解决其两路传感器信号不方便传输、无法直接与现有主机设备连接使用的问题。
[0006]
为了实现上述目的,本申请采用了以下技术方案:
[0007]
一种端子压接模具,其特征在于:包括:
[0008]
机架;
[0009]
安装座,包括第一安装座和第二安装座,第一安装座和第二安装座安装在机架的下端;
[0010]
刀具,包括上内刀、上外刀、下内刀和下外刀,上内刀和上外刀可升降地安装在机架的上端,下内刀安装在第一安装座上,下外刀安装在第二安装座上;下内刀与上内刀上下对齐,下外刀与上外刀上下对齐;
[0011]
传感器,包括第一传感器和第二传感器,第一传感器与第一安装座连接,第二传感器与第二安装座连接,第一传感器和第二传感器分别用于检测第一安装座和第二安装座受到的压力,并对应生成第一信号和第二信号;
[0012]
以及预处理模块,预处理模块用于接收和预处理第一信号和第二信号,并用于向主机设备分别输出第一预处理信号和第二预处理信号。
[0013]
进一步地,预处理模块包括接收单元、处理单元和发送单元,发送单元为有线通讯装置或无线通讯装置,有线通讯装置或无线通讯装置用于将第一预处理信号和第二预处理信号传送给主机设备。
[0014]
进一步地,处理单元用于进行预处理,预处理包括放大信号、滤波以及转换信号。
[0015]
进一步地,第一预处理信号和第二预处理信号为数字信号。
[0016]
第一种实施方式中,第一安装座和第二安装座之间可上下间隔排列。
[0017]
具体地,第一安装座的侧端与第二安装座的侧端平齐,且第一安装座和第二安装座的侧端都具有凸起,下内刀和下外刀上都设有限位孔,第一安装座的凸起卡入下内刀的限位孔内;下内刀还设有避让孔,第二安装座的凸起穿过下内刀的避让孔后卡入下外刀的限位孔内,下内刀的避让孔用于给第二安装座的凸起提供避让空间。
[0018]
第二种实施方式中,第一安装座和第二安装座呈阶梯式结构上下间隔排列,第一安装座位于第二安装座的上方。
[0019]
具体地,第一安装座和第二安装座的侧端都具有凸起,下内刀和下外刀上都设有限位孔,第一安装座的凸起卡入下内刀的限位孔内,第二安装座的凸起卡入下内刀的限位孔内。
[0020]
进一步地,还包括切刀和切刀座,切刀安装在下外刀的外侧,切刀座可拆卸安装在切刀的外侧,切刀座用于向安装座方向压紧切刀、下外刀和下内刀。进一步地,第一传感器安装在第一安装座内的底部,第二传感器安装在第二安装座内的底部。
[0021]
本申请的有益效果是:
[0022]
1)本申请的端子压接模具具有压力采集及预处理模块,第一传感器和第二传感器分别测量第一安装座和第二安装座受到压力后生成第一信号和第二信号,预处理模块对第一信号和第二信号进行处理,然后输出第一预处理信号和第二预处理信号,两个信号可通过协议复合到同一信道上,通过无线或有线通信装置发送到主机设备,既解决了模拟小信号在传输过程中容易受干扰,信号严重失真的问题,也提高了信号传输效率,减少了成本;
[0023]
2)端子压接模具中,下内刀和下外刀分别安装在第一安装座和第二安装座上,第一安装座和第二安装座都分别连接有两个的传感器,两个传感器分别获取两个安装座受到的压力,从而能直接地得到绝缘压脚区和导体压接区的两区域的所受压力,传感器产生的压力信号通过装置中预处理模块进行处理并直接传送至主机设备,便于快速判断压接质量是否合格,更加有效地检测出压接不良品。
附图说明
[0024]
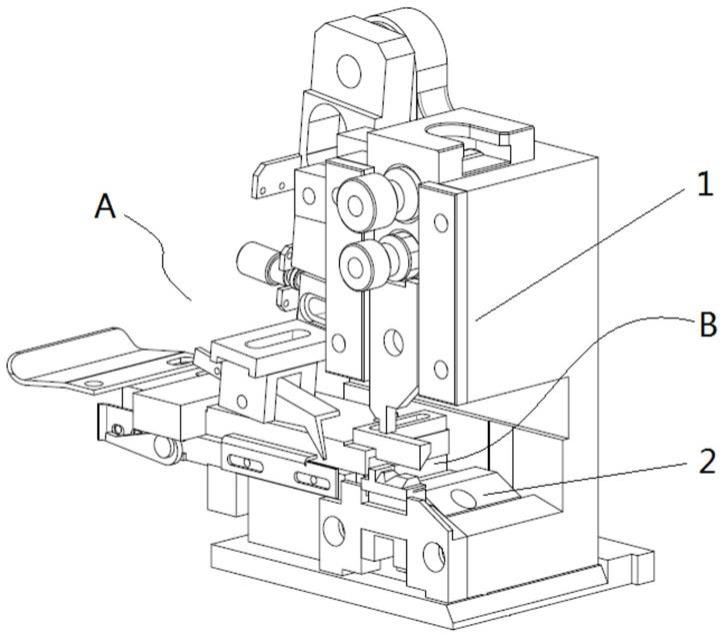
图1为一种线材端子压接模具的立体图;
[0025]
图2为实施例1中一种线材端子压接模具的爆炸图;
[0026]
图3为实施例1中安装下内刀后的安装状态图;
[0027]
图4为实施例1中安装座、下内刀和下外刀的侧面剖视图;
[0028]
图5为第一传感器和第二传感器信号传输的流程图。
具体实施方式
[0029]
下面通过具体实施方式结合附图对本申请作进一步详细说明。
[0030]
如图1所示,一种端子压接模具具有物料传送区a和压接区b,物料传送区a将线材和端子带传送至压接区b,由压接区b对线材和端子进行压接,本申请的安装座、刀具以及传感器安装在了压接区b。端子带上连接有多个端子,压接装置可以在压接区b将每个端子从
端子带上切断,与此同时对端子和线材进行压接。
[0031]
如图1-4所示,一种端子压接模具的包括机架1、安装座2、刀具3和传感器4,机架1是整个装置的主体支撑部分。安装座2包括第一安装座21和第二安装座22,第一安装座21和第二安装座22都安装在机架1的下端。刀具3包括了上内刀、上外刀(上内刀和上外刀附图中未示出)、下内刀31和下外刀32。
[0032]
机架1的上端设有可升降的冲头11,上内刀和上外刀安装在冲头11的底部。下内刀31安装在第一安装座21上,下外刀32安装在第二安装座22上。此外,下内刀31与上内刀上下对齐,下外刀32与上外刀上下对齐,上外刀和下外刀32共同完成端子和线材的绝缘压脚区的压接,上内刀和下内刀31共同完成端子的导体压接区压接。
[0033]
如图4所示,传感器4为压力传感器,传感器4包括了第一传感器41和第二传感器42,第一传感器41和第二传感器42分别用于测量第一安装座21和第二安装座22受到的压力,通过两处受到的压力检测来判断绝缘压脚区和导体压接区的压接质量是否符合标准。第一传感器41测量第一安装座21受到的压力后生成第一信号,第二传感器42测量第二安装座22受到的压力后生成第二信号。
[0034]
如图5所示,一种端子压接模具还包括预处理模块,预处理模块用于接收两个传感器发射的第一信号和第二信号,并对第一信号和第二信号进行处理。预处理模块对信号处理完成后,向主机设备分别输出第一预处理信号和第二预处理信号,此设计无需另外连接信号转换装置,主机设备可直接识别两个预处理信号并进行后续的控制和显示等操作。
[0035]
预处理模块包括模拟信号接收单元、处理单元和发送单元。接收单元用于接收两个传感器传来的第一信号和第二信号。处理单元用于对第一信号和第二信号进行预处理,预处理包括放大信号、滤波以及转换信号,即处理单元内包括了放大器、滤波器和转换器,三者分别对第一信号和第二信号进行放大和过滤,最后将第一信号转换为第一预处理信号,将第二信号转换为第二预处理信号。发送单元为无线通讯装置或有线通讯装置,该无线通讯装置或有线通讯装置将第一预处理信号和第二预处理信号分别传送给主机设备。当然,发送单元也可以通过有线连接的方式连接主机设备并传输预处理信号。
[0036]
本实施方式中,第一预处理信号和第二预处理信号都为数字信号,便于主机设备直接识别和使用。
[0037]
两个安装座2之间可以有多种位置关系,例如第一安装座21和第二安装座22之间上下间隔排列,防止安装座2之间相互影响。具体如下:
[0038]
实施例1:
[0039]
如图2、4所示,第一安装座21的侧端和第二安装座22的侧端平齐,并且第一安装座21和第二安装座的侧端都具有向外延伸的凸起23。下内刀31和下外刀32上都设有能够与凸起卡接的限位孔33。如图4所示,安装时,第一安装座21的凸起23正好能够卡入到下内刀31的限位孔33内;第二安装座22的凸起23比第一安装座21的凸起23的长度更长,第二安装座22的凸起23卡入到下外刀32的限位孔33内。
[0040]
由于下内刀31隔挡在下外刀32和第二安装座22之间,因而在下内刀31上设置有避让孔34。避让孔34的孔径比限位孔33大,由此避让孔34可给凸起23提供足够的避让空间,避免第二安装座22的凸起23与下内刀31接触。即使压接过程中下内刀31整体被动向下移动,由于足够的避让空间,第二安装座22的凸起23也不会与避让孔34的孔壁相接触。上述结构
使得第一安装座21的凸起23仅与下内刀31安装连接,第二安装座22的凸起23仅与下外刀32安装连接。
[0041]
本实施例中,如图2、4所示,下外刀32也设置了避让孔34,当第一安装座21的凸起23安装长度超过了下内刀31的厚度时,下外刀31的避让孔34能够容纳第一安装座21的凸起23,防止该凸起23向外抵压下外刀32。
[0042]
除了两个安装座2的侧端平齐以外,第一安装座21和第二安装座22还可以呈阶梯式结构上下间隔排列,例如第一安装座21位于第二安装座22的上方,第二安装座22的侧端与第一安装座21的侧端呈现阶梯状,具体如下:
[0043]
实施例2:
[0044]
第一安装座21安装在第二安装座22的上方,两者隔开一定距离。第一安装座21的侧端和第二安装座22的侧端都设有凸起23,下内刀31和下外刀32上都设有限位孔33。下内刀31位于第一安装座21的侧端,第一安装座21的凸起23卡入到下内刀31的限位孔33内;下外刀32位于第二安装座22的侧端,第二安装座22的凸起23卡入到下外刀32的限位孔33内。此实施例中,下外刀32的整体高度比下内刀高,保证两把刀具3的顶端刀口平齐。
[0045]
实施例3:
[0046]
两个安装座2仍是以阶梯式结构上下间隔排列,其侧端不再设置凸起,取而代之,第一安装座21和第二安装座22的侧端都具有向外延伸的刀槽,下内刀31的底端嵌入第一安装座21的刀槽内,下外刀32的底端嵌入第二安装座的刀槽内。两把刀具2分别向两个刀槽施加压力,使不同传感器4测量出两个安装座2所受到的压力。
[0047]
一种端子压接模具,还包括切刀5和切刀座6,切刀5安装在下外刀32的外侧,当冲头11向下降时,切刀5将端子从端子带上切断。切刀座6可拆卸安装在切刀5的外侧,切刀座6用于向安装座2方向压紧切刀5、下外刀32和下内刀31。
[0048]
不局限于上述两个安装座2上下排列的方式,第一安装座21和第二安装座22还可以相对设置。
[0049]
实施例4:
[0050]
第一安装座21和第二安装座22相对设置在机架1的下端,并且第一安装座21和第二安装座22都在相对的侧端设置有凸起23。下外刀31和下内刀32均设有限位孔33,第一安装座21的凸起23卡入下内刀31的限位孔33内,第二安装座22的凸起23卡入到下外刀32的限位孔33内,这就相当于两个安装座2将两把刀具3夹在了中间位置。
[0051]
在本实施例中,切刀5设置切刀限位孔,第二安装座22的凸起23依次嵌入切刀5的切刀限位孔以及下外刀32的限位孔33内,使切刀5夹于下外刀32和第二安装座22之间。
[0052]
在实施例1-4中,第一传感器41连接在第一安装座21内部的底部,上内刀被冲头11带动向下压时,下内刀31受力并将该力施加到第一安装座21上,由此第一传感器41测量出导体压接区的压力。同理,上外刀被冲头11带动向下压时,下外刀32受力并将该力施加到第二安装座22上,由此第二传感器42测量出绝缘压脚区的压力。
[0053]
在其他实施方式中,第一安装座和第二安装座的位置关系、传感器与安装座的连接关系可以有其他类型,下内刀与第一安装座的安装方式、下外刀与第二安装座的安装方式也可以有其他方式。
[0054]
以上内容是结合具体的实施方式对本申请所作的进一步详细说明,不能认定本申
请的具体实施只局限于这些说明。对于本申请所属技术领域的普通技术人员来说,在不脱离本申请发明构思的前提下,还可以做出若干简单推演或替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1