一种高阻抗型多芯线束电感的加工工艺的制作方法
[0001]
本申请涉及电感加工技术领域,尤其涉及一种高阻抗型多芯线束电感的加工工艺。
背景技术:
[0002]
半导体器件的发展一直是模块电源发展的动力,它直接推动了模块电源的效率的提高。在开关电源中,输出滤波电感有储能和平滑滤波输出电压的重要作用。为了控制滤波电感的大小,人们引入了电感器这一核心元件。电感器是能够把电能转化为磁能而存储起来的元件。
[0003]
电感器的结构类似于变压器,但只有一个绕组。电感器作为一种可自感的电子元件,具有滤波、抑制瞬间电流、交流电等、降低emi杂讯及功率转换等多种功能特性;因此被广泛应用于电子电路领域,如振荡、调谐、耦合、滤波、延迟与偏转等电路。
[0004]
然而本申请的发明人发现,现有技术主要是通过人工对线圈和端子的结合部用锡焊进行焊接,但是这种操作模式对于人员的要求特别高,人员在操作中容易出错,容易出现次品,导致电感次品率高,工作效率低下。同时现有的电感器生产后的电感的各方面性能较弱,滤波性能较低。
技术实现要素:
[0005]
本申请提供了一种高阻抗型多芯线束电感的加工工艺,以解决现有技术存在的上述问题。
[0006]
为了解决上述技术问题,本申请实施例公开了如下技术方案:
[0007]
本申请提供了一种高阻抗型多芯线束电感的加工工艺,该方法包括:
[0008]
准备电感材料,所述电感材料包括电感线束和磁芯;
[0009]
对所述电感线束进行检验,并保留检验合格的电感线束;
[0010]
利用剥皮机对检验合格的电感线束进行剥皮处理;
[0011]
对剥皮处理后的电感线束和磁芯进行绕线处理;
[0012]
利用端子铆压机对绕线后的电感线束进行铆压端子处理;
[0013]
对磁芯和铆压得到的端子穿套管,并烘烤定型;
[0014]
对产品进行性能测试,并对性能测试合格的产品进行外观检验;
[0015]
对外观检验合格的产品进行喷码,喷码完成后送入包装盘中;经过品质管理人员二次检验后直接入库。
[0016]
可选的,对所述电感线束进行检验,包括:
[0017]
检验电感线束表面的字体,若字体不清楚则不合格;
[0018]
检验电感线束外被的颜色,若色差大于1则不合格;
[0019]
检验电感线束外被的外观,若存在变形、破损、脏污、发白、烧焦和漏铜的情况则不合格;
[0020]
检验电感线束外被的起鼓程度,若起鼓高度大于0.5mm则不合格;
[0021]
检验电感线束外被的划痕情况,若划痕长度大于5mm和/或深度大于0.15mm则不合格;
[0022]
检验电感线束的耐电压情况,若电感线束被600v电压击穿则不合格。
[0023]
可选的,利用剥皮机对检验合格的电感线束进行剥皮处理,包括:
[0024]
工作人员拿住电感线束的一端,将待剥皮端的线头送入预设好的剥皮机,其中,工作人员拿住电感线束的手不能超过夹线头位置;
[0025]
踩踏剥皮机开关进行剥皮;完成剥皮之后用钢尺检查剥线是否与生产图纸相符,并进行剥线缺陷检测。
[0026]
可选的,利用端子铆压机对绕线后的电感线束进行铆压端子处理,包括:
[0027]
送线:将电感线束送入端子铆合区内,铜线位于铆合区域上方。
[0028]
铆压:工作人员的右手食指压住需要铆合的电感线束,右脚踩踏开关;左手转动电感线束角度,并移出铆合好的电感线束,右手食指压住移入铆合区的下一根线材,右脚踩踏开关;重复铆压作业步骤进行作业。
[0029]
可选的,对产品进行性能测试,包括:
[0030]
测试磁芯电气特性和电感线束电气特性。
[0031]
可选的,对性能测试合格的产品进行外观检验,包括:
[0032]
使用ccd检查产品外观是否合格,检验产品的外观,包括破损、暗裂、沾异物、漏铜线和焊接不良。
[0033]
可选的,所述电感线束采用:14awg,1015,vw-1,105℃,600v多芯ul线材;
[0034]
所述磁芯采用t25*15*10cmz40锰锌材质磁芯。
[0035]
与现有技术相比,本申请的有益效果为:
[0036]
本申请提供了一种高阻抗型多芯线束电感的加工工艺,包括:准备电感材料,电感材料包括电感线束和磁芯;对电感线束进行检验,并保留检验合格的电感线束;利用剥皮机对检验合格的电感线束进行剥皮处理;对剥皮处理后的电感线束和磁芯进行绕线处理;利用端子铆压机对绕线后的电感线束进行铆压端子处理;对磁芯和铆压得到的端子穿套管,并烘烤定型;对产品进行性能测试,并对性能测试合格的产品进行外观检验;对外观检验合格的产品进行喷码,喷码完成后送入包装盘中;经过品质管理人员二次检验后直接入库。本申请采用的磁芯可以在较宽的频率范围内保持较高的阻抗,从而提高高频滤波性能。同时电感加工过程中不需要焊锡处理,对操作人员的要求比较低,能够实现自动化流水作业,提高企业的生产效率。
附图说明
[0037]
为了更清楚地说明本申请的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0038]
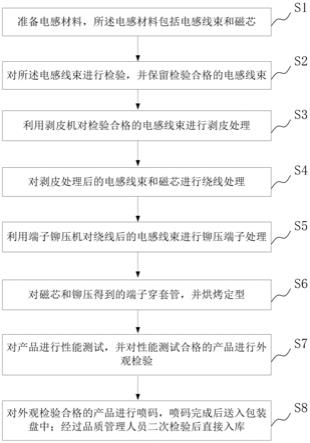
图1为本申请实施例提供的高阻抗型多芯线束电感的加工工艺的整体流程图;
[0039]
图2为本申请实施例铆压后的端子的状态图。
具体实施方式
[0040]
为了使本技术领域的人员更好地理解本申请中的技术方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
[0041]
参见图1,为本申请实施例提供的高阻抗型多芯线束电感的加工工艺的整体流程图,包括以下步骤:
[0042]
s1、准备电感材料,所述电感材料包括电感线束和磁芯;
[0043]
s2、对所述电感线束进行检验,并保留检验合格的电感线束;
[0044]
s3、利用剥皮机对检验合格的电感线束进行剥皮处理;
[0045]
s4、对剥皮处理后的电感线束和磁芯进行绕线处理;
[0046]
s5、利用端子铆压机对绕线后的电感线束进行铆压端子处理;
[0047]
s6、对磁芯和铆压得到的端子穿套管,并烘烤定型;
[0048]
s7、对产品进行性能测试,并对性能测试合格的产品进行外观检验;
[0049]
s8、对外观检验合格的产品进行喷码,喷码完成后送入包装盘中;经过品质管理人员二次检验后直接入库。
[0050]
下面对各个步骤进行详细描述:
[0051]
在步骤s1中,准备电感材料,电感材料包括电感线束和磁芯。
[0052]
其中,电感线束采用:14awg,1015,vw-1,105℃,600v多芯ul线材;磁芯采用t25*15*10cmz40锰锌材质磁芯。
[0053]
磁芯的参数如表1所示
[0054]
表1
[0055][0056]
本发明实施例采用的磁芯,在低频阶段呈现出非常低的感性阻抗值,穿过磁环的低频电流几乎可以无衰减地通过;而在高频段,阻抗增大,其感抗分量仍保持很小,电阻分量迅速增加,此时电阻值大于感抗,主要呈电阻性,相当于一个品质因数很低的电感器,所以可在较宽的频率范围内保持较高的阻抗,从而提高高频滤波性能。
[0057]
在步骤s2中,对所述电感线束进行检验,并保留检验合格的电感线束。
[0058]
具体的,检验方法包括:
[0059]
检验电感线束表面的字体,若字体不清楚则不合格。
[0060]
检验电感线束外被的颜色,若色差大于1则不合格。
[0061]
检验电感线束外被的外观,若存在变形、破损、脏污、发白、烧焦和漏铜的情况则不合格。
[0062]
检验电感线束外被的起鼓程度,若起鼓高度大于0.5mm则不合格。
[0063]
检验电感线束外被的划痕情况,若划痕长度大于5mm和/或深度大于0.15mm则不合格。
[0064]
检验电感线束的耐电压情况,若电感线束被600v电压击穿则不合格。
[0065]
还包括:检验阻燃试样保持垂直。具体为,将电感线束燃烧15秒钟,然后停止15秒钟,反复5次,电感线束的余火焰不能超过60秒钟、不可烧损25%以上、垫在底部的外科用棉不可被落下物引燃。
[0066]
在步骤s3中,利用剥皮机对检验合格的电感线束进行剥皮处理。
[0067]
具体包括:工作人员拿住电感线束的一端,将待剥皮端的线头送入预设好的剥皮机,其中,工作人员拿住电感线束的手不能超过夹线头位置。
[0068]
工作人员踩踏剥皮机开关进行剥皮;完成剥皮之后用钢尺检查剥线是否与生产图纸相符,并进行剥线缺陷检测。
[0069]
需要注意的是,在剥皮处理之前,进行以下检查工作:
[0070]
检查机台是否正常,刀口是否完好无损,工作台面是否干净以及无其它产品,余物。
[0071]
调试好机台,试作2-3条,确认合格后方可批量作业。
[0072]
在剥皮处理时,需要保证:尺寸须在公差范围内;不可剥断导体铜丝;切剥口须平整。
[0073]
在步骤s4中,对剥皮处理后的电感线束和磁芯进行绕线处理。
[0074]
具体的,将电感线束和磁芯组合,做穿磁环处理。
[0075]
设定绕线圈数1ts,绕线前用砂纸将钩针的头部、外侧、内侧的毛刺打磨光滑,固定好产品夹至台钳,拉线时以能拉出铜线的力度为准,不要用力太大拉伤铜线。
[0076]
在步骤s5中,利用端子铆压机对绕线后的电感线束进行铆压端子处理。具体包括:
[0077]
送线:将电感线束送入端子铆合区内,铜线位于铆合区域上方。
[0078]
铆压:工作人员的右手食指压住需要铆合的电感线束,右脚踩踏开关;左手转动电感线束角度,并移出铆合好的电感线束,右手食指压住移入铆合区的下一根线材,右脚踩踏开关;重复铆压作业步骤进行作业。
[0079]
如图2所示,为铆压后端子的状态图,其应该满足的状态设定为:
[0080]
视窗1能看见导体又能看到绝缘体(外皮);
[0081]
视窗2芯线(导体)露出长度0.5-1.5mm(具体依端子大小而定);
[0082]
嵌合部不可变形,卡口片不可变形;
[0083]
芯线铆压栅、被覆固定栅中间沟槽不可有间隙,不可两边带毛刺;
[0084]
喇叭口高度最高不超过导体铆压栅长度的1/8;
[0085]
挤压沟深度不大于0.3mm;
[0086]
料带长度大于0.1—0.5mm;
[0087]
端子上下左右弯曲不大于5
°
;
[0088]
端子扭曲不大于15
°
。
[0089]
在步骤s6中,对磁芯和铆压得到的端子穿套管,并烘烤定型。
[0090]
具体的,采用热缩套管(ul)包住工字磁芯两端,端子处套管型号为:ф8号,25mm;磁环套管型号:ф30号,25mm。
[0091]
烘烤是设定温度为120
±
5℃,时间可以为烘烤30分钟,具体以热缩套管完全收缩好为准。
[0092]
在步骤s7中,对产品进行性能测试,并对性能测试合格的产品进行外观检验。
[0093]
测试包括:磁芯电气特性测试和电感线束电气特性测试。具体的测试方法为现有技术,在此不做赘述。
[0094]
对性能测试合格的产品进行外观检验,包括:
[0095]
使用ccd检查产品外观是否合格,检验产品的外观,包括破损、暗裂、沾异物、漏铜线和焊接不良。
[0096]
在步骤s8中,对外观检验合格的产品进行喷码,喷码完成后送入包装盘中;经过品质管理人员二次检验后直接入库。
[0097]
检查包装时不可有少装或多装,以及混装,标识、字迹模糊不清等不良.使用tf031003吸塑盒将产品线束弯折放到卡槽内,40pcs/盒;每箱共4盒,每层吸塑盒上下各放一纸板,打井字包装,每箱共160pcs产品;纸箱使用tf031003纸箱,每箱产品一窄面粘贴一个外箱贴。
[0098]
综上所述,与现有技术相比,具备以下有益效果:
[0099]
本申请实施例提供了一种高阻抗型多芯线束电感的加工工艺,包括:准备电感材料,电感材料包括电感线束和磁芯;对电感线束进行检验,并保留检验合格的电感线束;利用剥皮机对检验合格的电感线束进行剥皮处理;对剥皮处理后的电感线束和磁芯进行绕线处理;利用端子铆压机对绕线后的电感线束进行铆压端子处理;对磁芯和铆压得到的端子穿套管,并烘烤定型;对产品进行性能测试,并对性能测试合格的产品进行外观检验;对外观检验合格的产品进行喷码,喷码完成后送入包装盘中;经过品质管理人员二次检验后直接入库。本申请采用的磁芯可以在较宽的频率范围内保持较高的阻抗,从而提高高频滤波性能。同时电感加工过程中不需要焊锡处理,对操作人员的要求比较低,能够实现自动化流水作业,提高企业的生产效率。
[0100]
由于以上实施方式均是在其他方式之上引用结合进行说明,不同实施例之间均具有相同的部分,本说明书中各个实施例之间相同、相似的部分互相参见即可。在此不再详细阐述。
[0101]
需要说明的是,在本说明书中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或暗示这些实体或操作之间存在任何这种实际的关系或顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的电路结构、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种电路结构、物品或者设备所固有的要素。在没有更多限制的情况下,有语句“包括一个......”限定的要素,并不排除在包括所述要素的电路结构、物品或者设备中还存在另外的相同要素。
[0102]
本领域技术人员在考虑说明书及实践这里发明的公开后,将容易想到本申请的其他实施方案。本申请旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本申请的一般性原理并包括本申请未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本申请的真正范围和精神由权利要求的内容指出。以上所述的本申请实施方式并不构成对本申请保护范围的限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1