一种天线封口机的制作方法
[0001]
本实用新型属于天线加工领域,具体涉及一种天线封口机。
背景技术:
[0002]
传统的天线封口是采用旋压式,这种封口方式不仅装夹麻烦效率较低,而且由于工件单向受力导致报废率较高,因此封口效果不佳。
[0003]
基于上述问题,申请人提出一种圆周同时受力且一次成型的封口机,该设计不仅能使职工操作很简便、报废率极低,而且效果几乎要提高一倍。
技术实现要素:
[0004]
为了弥补现有技术的不足,本实用新型提供一种天线封口机的技术方案。
[0005]
所述的一种天线封口机,其特征在于包括前端模具驱动组件和后端工件定位组件,前端模具驱动组件包括具有推杆的气缸和设置于推杆上的模具,模具具有用于封口的锥形口,后端工件定位组件包括调节座和插配于调节座上的工件座,工件座用于插配天线。
[0006]
所述的一种天线封口机,其特征在于前端模具驱动组件还包括螺接于推杆上的模具套和锁紧螺母,模具设置于模具套内。
[0007]
所述的后端工件定位组件还包括底座,调节座设置于底座上,工件座上具有与天线形状匹配的阶梯孔,调节座能够在底座上前后调节位置。
[0008]
所述的一种天线封口机,其特征在于底座与调节座之间通过设置的第一凹凸结构滑动配合,两者还通过设置的第一螺钉固定。
[0009]
所述的一种天线封口机,其特征在于第一凹凸结构包括开设于底座上端的第一凹槽和设置于调节座下端的第一凸块,第一凸块嵌入第一凹槽并与之滑动配合。
[0010]
所述的一种天线封口机,其特征在于还包括底板,前端模具驱动组件和后端工件定位组件设置于底板的前后端,底板的中部还设置v形支撑。
[0011]
所述的一种天线封口机,其特征在于底板上开设第一腰型孔,v形支撑的支撑轴插接于该第一腰型孔,支撑轴的两侧设置与第一腰型孔匹配的平面,支撑轴的上下两端分别通过设置的调节螺母和螺母将支撑轴锁紧在底板上。
[0012]
所述的一种天线封口机,其特征在于底座和底板之间通过设置的第二凹凸结构滑动配合,两者还通过设置的第二螺钉固定。
[0013]
所述的一种天线封口机,其特征在于第二凹凸结构包括设置于底板上的第二凹槽和设置于底座下端的第二凸块,第二凸块嵌入第二凹槽并与之滑动配合。
[0014]
与现有技术相比,本实用新型设计合理、结构紧凑,设置了气缸、模具、工件座等结构,能够快速、高效地对天线进行封口,而且装夹方便,报废率低。
附图说明
[0015]
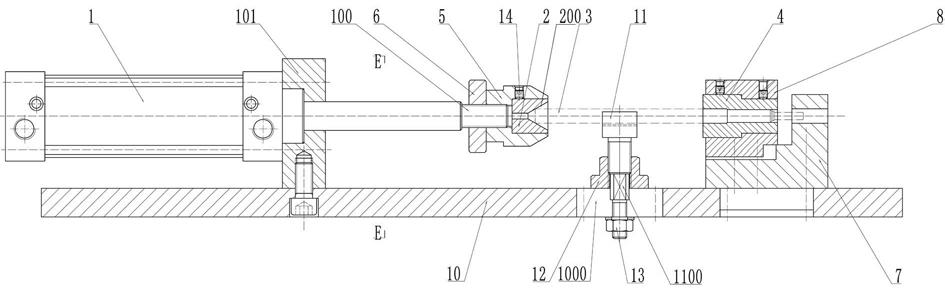
图1为本实用新型结构示意图;
[0016]
图2为图1中e-e剖面图;
[0017]
图3为本实用新型俯视结构示意图;
[0018]
图4为图3中b-b剖面图;
[0019]
图5为图3中c-c剖面图;
[0020]
图6为本实用新型中的v形支撑于底板连接结构示意图。
具体实施方式
[0021]
下面结合附图对本实用新型作进一步说明。
[0022]
如图所示,一种天线封口机,包括前端模具驱动组件和后端工件定位组件,前端模具驱动组件包括具有推杆100的气缸1和设置于推杆100上的模具2,模具2具有用于封口的锥形口200,后端工件定位组件包括调节座8和插配于调节座8上的工件座4,工件座4用于插配天线3。
[0023]
作为本实用新型的优化结构:前端模具驱动组件还包括前后依次螺接于推杆100上的锁紧螺母6和模具套5,模具2通过设置的紧定螺钉14固定于模具套5内。
[0024]
作为本实用新型的优化结构:后端工件定位组件还包括底座7,调节座8设置于底座7上,工件座4上具有与天线3形状匹配的阶梯孔,能够限制天线后移,调节座8能够在底座7上前后调节位置。
[0025]
作为本实用新型的优化结构:底座7与调节座8之间通过设置的第一凹凸结构滑动配合,两者还通过设置的第一螺钉9固定,此外,为使调节座8能够在底座7上前后调节位置,调节座8上开设相应的第二腰型孔,底座7上开设相应的螺孔,第一螺钉9穿过第二腰型孔与螺孔连接,通过第二腰型孔来调节位置。其中,底座7的后端螺接限位螺钉15,限位螺钉15顶住调节座8。
[0026]
作为本实用新型的优化结构:第一凹凸结构包括开设于底座7上端的第一凹槽700和设置于调节座8下端的第一凸块800,第一凸块800嵌入第一凹槽700并与之滑动配合。
[0027]
作为本实用新型的优化结构:本实用新型还包括底板10,前端模具驱动组件和后端工件定位组件设置于底板10的前后端,底板10的中部还设置v形支撑11。此外,气缸1提高设置的气缸座101固定于底板10上。
[0028]
作为本实用新型的优化结构:底板10上开设第一腰型孔1000,v形支撑11的支撑轴1100插接于该第一腰型孔1000,支撑轴1100的两侧设置与第一腰型孔1000匹配的平面,支撑轴1100的上下两端分别通过设置的调节螺母12和螺母13将支撑轴1100锁紧在底板10上。
[0029]
作为本实用新型的优化结构:底座7和底板10之间通过设置的第二凹凸结构滑动配合,两者还通过设置的第二螺钉16固定,此外,为实现使底座7能够在底板10上前后调节位置,底座7上开设相应的第三腰型孔,底板10上开设相应的螺孔,第二螺钉16穿过第三腰型孔与螺孔连接,通过第三腰型孔来调节位置。
[0030]
作为本实用新型的优化结构:第二凹凸结构包括设置于底板10上的第二凹槽1001和设置于底座7下端的第二凸块701,第二凸块701嵌入第二凹槽1001并与之滑动配合。
[0031]
本实用新型有以下特点:
[0032]
1)、模具套安装前必须先将锁紧螺母旋入,模具套定位后用锁紧螺母锁紧。
[0033]
2)模具采用常规的超硬材料制造,模具可以更换,更换时旋松紧定螺钉即可。
[0034]
3)v形支撑的调节有2种,一是前后方向,二是高度调节,前后调节只要旋松螺母就可以了,高度调节在旋松螺母后旋转调节螺母,v型支撑就可以上下移动。
[0035]
4)v型支撑支撑轴的中下部的一段圆柱两侧上铣了2个平面,有2个作用,一是嵌入底板的第一腰型槽防v型支撑旋转,二是防偏位。
[0036]
5)工件座可以更换,旋松紧定第一螺钉就可以取出工件座。
[0037]
6)调节座底部有第一凸块,使调节座在底座上前后移动,可以根据工件的长度不同调节。
[0038]
7)底座的中间、调节座的底部分别设计了凹凸配合以防止调节座偏位。
[0039]
最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1