一种多向压制稀土永磁圆环圆柱的模具工装的制作方法
[0001]
本实用新型属于稀土永磁制备技术领域,具体涉及一种多向压制稀土永磁圆环圆柱的模具工装。
背景技术:
[0002]
现有的稀土永磁的压制通常是在平行压机上进行对置压制,该种压制方法主要存在以下技术问题:1)在模具中装填粉料时显跑道形状,粉料无法分布均匀;2)该种双向对置式压制,其压力分配不均匀;3)在压制成型的过程中,无法实现压制的整体完全同步运动,使得压制的圆环内孔偏心严重;4)由于压制过程中存在两个方向使得烧结之后的压制方向与垂直于压制方向的收缩比例不一致,导致形变量大,给后续加工造成极大的难度以及材料损耗过大。
技术实现要素:
[0003]
针对现有技术中存在的问题,本实用新型设计的目的在于提供一种多向压制稀土永磁圆环圆柱的模具工装。
[0004]
本实用新型通过以下技术方案加以实现:
[0005]
所述的一种多向压制稀土永磁圆环圆柱的模具工装,其特征在于包括:
[0006]
模具:包括多向压头及固定设置在多向压头之间的压头定位块,各多向压头及压头定位块伸向模具中心的端面形成用于装填待压制合金粉料的模腔, 模腔上设置有模具盖板;
[0007]
工装:包括旋转台及旋转台驱动机构,所述旋转台的上表面与多向压头的下表面之间设置有导向机构用于实现多向压头同步离心运动或同步向心运动。
[0008]
优选地,多向压头至少设置有三个,各多向压头面向模腔的侧面为弧形面,各弧形面位于同一圆形面上形成一外圆环。
[0009]
优选地,相邻多向压头之间形成三角形空隙,所述压头定位块的外边缘与三角形空隙相吻合,且各压头定位块伸向模腔方向的顶端形成一内圆环,该内圆环与外圆环为同心圆。
[0010]
优选地,外圆环半径与内圆环半径之间距离差为多向压头离心脱模或向心压制运动的位移距离。
[0011]
优选地,导向机构包括设置在旋转台上表面上的漩涡形导向柱及平行设置在多向压头下表面的多个漩涡形导向槽,所述导向槽与导向柱配合使用。
[0012]
优选地,旋转台驱动机构包括圆锥齿轮及用于驱动圆锥齿轮旋转的液压旋转电机,所述旋转台的下表面边缘设置有与圆锥齿轮相啮合的齿。
[0013]
优选地,多向压头与压头定位块伸向模腔的一端与模腔的底面之间以及多向压头与压头定位块接触的面之间均为紧密接触。
[0014]
本实用新型改变传统跑道形填充粉料的方式,采用近似圆形或圆柱形的填充使粉
料填充更加均匀,多向压制使压力分布呈辐射状,且各多向压头同步运动压制,确保圆环类产品密度更加均匀,有效避免产品因为布粉不均、压制不均造成的密度不均匀引发的变形、偏心、开裂,而且由于外圆均为压制方向,烧结收缩形变量小,产品收缩更加均匀可控,圆度效果更好,利于降低外径磨削量。
附图说明
[0015]
图1为模具结构俯视图;
[0016]
图2为模具装粉初始状态位置图;
[0017]
图3为模具装粉压实后的结构示意图;
[0018]
图4模具初始状态去掉压头定位块后的背面结构示意图;
[0019]
图5初始状态下为多向压头与工装的安装结构示意图;
[0020]
图6为合模压实状态下多向压头与工装的安装结构示意图;
[0021]
图中,1-模具,11-多向压头,12-压头定位块,13-模腔,14-弧形面,15-外圆环,16-三角形空隙,17-内圆环,2-工装,21-旋转台,22-涡旋形导向柱,23-涡旋形导向槽,24-圆锥齿轮,25-齿。
具体实施方式
[0022]
以下结合说明书附图对本实用新型做进一步详细描述,并给出具体实施方式。
[0023]
本实用新型一种多向压制稀土永磁圆环圆柱的模具工装,包括相互配合使用的模具和工装,模具安装到工装上,并确保两者相对做向心或离心运动。该模具工装通过改变装填粉料的模腔形状,确保粉料的填充更加均匀,同时采用呈辐射状的压力进行多向压制,确保圆环圆柱类产品密度更加均匀,有效避免产品因为布粉不均、压制不均造成的密度不均匀引发的变形、偏心、开裂,而且由于外圆均为压制方向,烧结收缩形变量小,产品收缩更加均匀可控,圆度效果更好,利于降低外径磨削量。
[0024]
模具的具体结构,如图1-4所示,包括多向压头及固定设置在多向压头之间的压头定位块,各多向压头及压头定位块伸向模具中心的端面形成用于装填待压制合金粉料的圆环形或圆柱形模腔,模腔上设置有模具盖板,模具盖板图中未画出,多向压头根据需要进行设置,至少设置三个,各多向压头面向模腔的侧面为弧形面,各弧形面位于同一圆形面上形成一外圆环,相邻多向压头之间形成三角形空隙,压头定位块的外边缘与三角形空隙相吻合,且各压头定位块伸向模腔方向的顶端形成一内圆环,该内圆环与外圆环为同心圆。多向压头与压头定位块伸向模腔的一端与模腔的底面之间以及多向压头与压头定位块接触的面之间均为紧密接触,确保粉料在压制过程中的渗漏。
[0025]
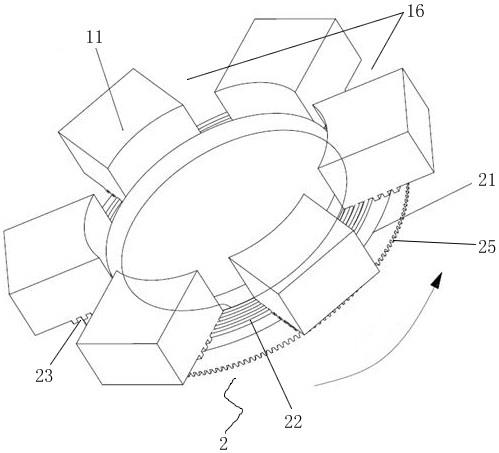
工装的具体结构及与模具安装的结构如图5-6所示,包括旋转台及旋转台驱动机构,旋转台的上表面与多向压头的下表面之间设置有导向机构用于实现多向压头同步离心运动或同步向心运动。导向机构包括设置在旋转台上表面上的漩涡形导向柱及平行设置在多向压头下表面的多个漩涡形导向槽,导向槽与导向柱配合使用。旋转台驱动机构包括圆锥齿轮及用于驱动圆锥齿轮旋转的液压旋转电机,旋转台的下表面边缘设置有与圆锥齿轮相啮合的齿,旋转台驱动机构为常规结构,不做详细描述及标注。
[0026]
本实用新型工作过程,待压制粉料的状态,如图2所示,装填完毕后,开启液压旋转
电机,带动圆锥齿轮转动,从而带动与圆锥齿轮相啮合的旋转台的转动,旋转台在转动过程中,其上设置的漩涡形导向柱沿着各多向压头上设置的涡旋形导向槽进行位置移动,从而使得各多向压头做相对的向心运动直至运动到图3所示的位置,即外圆环半径与内圆环半径相同,退出时,圆锥齿轮反向转动,带动旋转台反向运转,从而使得各多向压头做相对的离心运动,退回的图2的初始位置,顺利完成脱模,此时,压制好的工件可以从模具中轻易的拿出。
[0027]
凡在本实用新型的精神和原则之内,所做的任何修改、等效替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1