一种楔焊劈刀的制作方法
1.本实用新型涉及芯片封装领域,具体是涉及一种楔焊劈刀。
背景技术:
2.芯片的引线键合分为球焊键合与楔焊键合,其中球焊所需焊盘大,引线弧线高,所需芯片的体积也较大。而楔焊键合具有焊盘尺寸小、键合间隙小、引线弧线低、引线长度可控等优点,因而常被应用于小尺寸芯片以及集成芯片等小焊盘芯片上。
3.在自动键合机中,楔焊劈刀通常使用水平进丝的方式,劈刀在头部有一导线孔,在楔焊劈刀的导线孔附近安装一导线管对金丝进行限位,保证高速自动焊接时金丝的稳定性。水平进丝方式的劈刀仅用于平面焊接,当需要特殊的间隙时,采用垂直进丝的方式(即在劈刀刀身加工一通孔用于穿过金丝),以较好适应这些应用场合,但传统的垂直进丝楔形劈刀还至少存有以下缺陷:
4.1、在垂直送丝方式中,引线通过劈刀杆身的通孔延伸至焊接的工作面,由于劈刀焊接时处于高速运动的状态,引线随杆身运动产生抖动与震荡,影响焊接时的定位精度。除此之外,与丝状引线不同,带状引线在通孔中产生运动有时会使其翻转,导致无法继续焊接,需要重新穿线,影响芯片的生产效率。
5.2、在垂直送丝方式中,由于引线的控制性较差,在完成一次焊接后的切断过程中难以控制尾丝长度,造成工艺设计困难。
6.3、垂直进丝方式的进丝角度较大,焊接的引线弧线较高,与横向进丝结构劈刀焊接的弧线对比,其焊接点的根部更加脆弱,焊接强度低。
技术实现要素:
7.本实用新型旨在提供一种楔焊劈刀,以解决现有垂直进丝楔形劈刀因引线随杆身运动产生抖动与震荡而影响定位精度的问题。
8.具体方案如下:
9.一种楔焊劈刀,该楔焊劈刀用于带状引线的焊接,包括底部为焊接端、柱状的杆身,所述焊接端的端面上具有沿该杆身的长度方向开设有的缺口部,该缺口部在杆身的底端上形成一与杆身的轴向大致平行的侧壁,该焊接端的底面上具有工作面,该杆身上具有沿其轴向从该杆身的顶部贯穿至缺口部的第一穿丝孔、以及从侧壁倾斜的贯穿至工作面上的第二穿丝孔,所述侧壁上具有沿杆身轴向延伸且连接第一穿丝孔和第二穿丝孔的弧形凹槽。
10.进一步的,所述弧形凹槽的宽度为带状引线截面长度的1.5~2倍,弧形凹槽的深度为带状引线截面宽度的1~1.5倍。
11.进一步的,所述第二穿丝孔是截面为矩形的通孔,且该第二穿丝孔的矩形截面沿进丝方向逐渐减小。
12.进一步的,所述第二穿丝孔的截面宽度为带状引线截面宽度的2~4倍。
13.进一步的,所述第二穿丝孔的轴线角度为52
°
。
14.进一步的,所述第二穿丝孔的入口为沿进丝方向逐渐减小的锥形孔。
15.进一步的,所述杆身底部的端面在位于第二穿丝孔的出口处与工作面之间还设有一v形通槽,该v形通槽沿侧壁的宽度方向延伸。
16.进一步的,所述工作面与v形通槽的连接处为一圆角。
17.进一步的,所述工作面上具有沿侧壁宽度方向开设的球缺形通槽。
18.本实用新型提供的楔焊劈刀与现有技术相比较具有以下优点:本实用新型提供的楔焊劈刀在第一进丝孔和第二进丝孔之间增加了一弧形凹槽,该弧形凹槽可以限制带状引线在三个方向上的位移,防止带状引线在焊接过程中抖动过于剧烈,同时减小带状引线扭转的可能性,以保证焊接时的定位精度。
附图说明
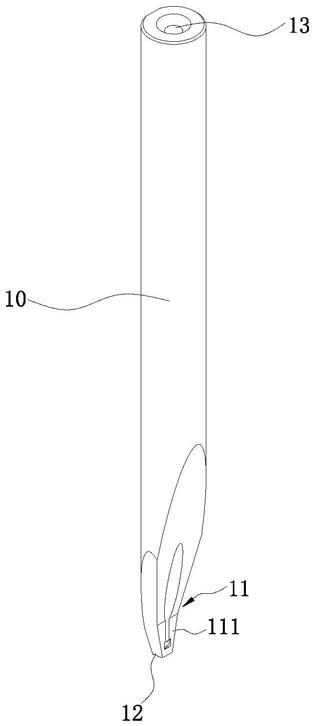
19.图1示出了楔焊劈刀的立体示意图。
20.图2示出了楔焊劈刀头部的放大图。
21.图3示出了楔焊劈刀的剖面示意图。
22.图4示出了楔焊劈刀头部的剖面示意图。
具体实施方式
23.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
24.现结合附图和具体实施方式对本实用新型进一步说明。
25.如图1
‑
图4所示的,本实施例提供了一种楔焊劈刀,该楔焊劈刀用于带状丝线的焊接,这里所述的带状丝线是指其截面为矩形的丝线。该楔焊劈刀包括柱状的杆身10,该杆身10的底端为焊接端;该杆身10焊接端的端面上具有沿该杆身10的长度方向开设有的缺口部11,该缺口部11在杆身10的底端上形成一与杆身10的轴向大致平行的侧壁111,该焊接端的底面上具有工作面12。
26.该杆身10上具有沿其轴向从该杆身10的顶部贯穿至缺口部11的第一穿丝孔13,以及从侧壁111倾斜的贯穿至工作面12上的第二穿丝孔14。其中,侧壁111上具有沿杆身10轴向延伸且过渡连接第一穿丝孔13和第二穿丝孔14的弧形凹槽15,在劈刀移动时,该弧形凹槽15可以限制带状引线在三个方向上的位移,防止带状引线在焊接过程中抖动过于剧烈,同时减小带状引线扭转的可能性,以保证焊接时的定位精度。
27.该弧形凹槽15的尺寸与所使用的带状引线尺寸相关,优选的,弧形凹槽15 的宽度为带状引线截面长度的1.5~2倍,弧形凹槽15的深度为带状引线截面宽度的1~1.5倍。
28.在本实施例中,工作面12上具有沿侧壁111宽度方向开设的球缺形通槽16;该杆身底部端面上在位于第二穿丝孔14的出口处与工作面之间还设有一v形通槽17,该v形通槽17的延伸方向与球缺形通槽16的延伸方向相同,均沿侧壁 111的宽度方向延伸。
29.在本实施例中,为进一步限制带状引线的抖动,第二穿丝孔14是截面为矩形的通
孔,且该第二穿丝孔14的矩形截面沿进丝方向逐渐减小,如此设计可较大程度减小带状引线进入工作面时的角度,并有效防止带状引线的抖动及扭转,当第二穿丝孔14轴线角度为52
°
时,带状引线的进丝角度可限制在55~60
°
,以防止焊点根部较为薄弱。
30.第二穿丝孔14的出口截面尺寸由所使用的带状引线尺寸决定,需要注意的是,第二穿丝孔14应给引线一定活动的空间,否则引线易与孔壁产生过多的摩擦,影响焊点质量甚至断裂。优选的,截面宽度应为带状引线截面宽度的2~4 倍,以有效减小进丝角度,防止抖动及扭转的发生。
31.在本实施例中,第二穿丝孔14的入口为沿进丝方向逐渐减小的锥形孔,以便于穿丝进孔。
32.在本实施例中,工作面12靠近第二穿丝孔14出口的后端上具有一后圆角121,该后圆角在焊接时可增大焊点根部的强度,在焊接结束夹断引线时,后圆角使带状引线的断裂点较为统一,以提高了引线断裂后的尾丝一致性。
33.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1