一种中压防火电缆的制作方法
[0001]
本实用新型涉及电缆,具体是一种中压防火电缆。
背景技术:
[0002]
6kv~35kv的中压电缆是应于各建筑物及工矿环境中的中压供电电缆。近年来,随着人们安全意识的增强及消防安全技术要求的不断提高,各种防火结构的中压电缆应运而生。
[0003]
目前,常见的中压防火电缆主要由缆芯以及依次包覆在缆芯外部的内隔氧层、陶瓷化聚烯烃层/陶瓷化硅橡胶层、外隔氧层、护套层组成,其耐火性能仅能满足于火焰温度750℃~800℃、燃烧时间90min的单纯耐火试验要求,满足不了耐火+敲击振动试验要求及耐火+喷淋试验要求。然而,在实际的火灾环境中,通常会伴随有水喷淋和/或机械振动的情况发生,很显然的,前述常见的中压防火电缆应对突发的复杂多变工况环境的耐火性能是不足的。此外,在实际的大型火灾环境中,火场温度极有可能高达950℃~1000℃,这又从另一方面凸显出了前述常见的中压防火电缆的耐火性能不足。
[0004]
耐火性能不足的防火电缆,满足不了应用建筑物及工矿环境的消防安全等级提升,这尤其以国家重点工程、场馆及高层建筑等环境最为突出。一旦发生失火的突发情况,耐火性能不足的防火电缆将失去正常输电能力,无法为消防救援、人员逃生等提供宝贵时间。鉴于此,有必要研发耐火性能优异(即耐火温度高、耐火时间长、能够应对水喷淋及机械振动等情况)的中压防火电缆。
技术实现要素:
[0005]
本实用新型的技术目的在于:针对上述现有技术的不足,提供一种耐火性能优异(耐火温度达950℃~1000℃、耐火时间达180min、能够应对水喷淋及机械振动等情况)的中压防火电缆。
[0006]
本实用新型的技术目的通过下述技术方案实现:一种中压防火电缆,包括绝缘结构缆芯,所述绝缘结构缆芯的外部由内而外依次包覆有金属隔离层、防火降温层、外包带层和防火护套层。该技术措施以绝缘结构缆芯为基础,通过在其外部合理地排布金属隔离层、防火降温层、防火护套层,使它们之间相互协同而有效增强耐火性能,具体而言,防火护套层具有难燃性或不燃性,导热系数低,在一定程度上相对有效地隔绝了被包覆的内部结构与空气接触,从而可靠地延缓了着火及燃烧的速度,亦延缓了火焰温度向所包覆的内部结构传递;防火降温层在火焰燃烧时,能够形成坚固的防火墙效应,从而相对有效地阻隔了火焰继续向所包覆的内部结构烧灼,起到了隔火降温作用;金属隔离层的熔点高达上千度,其相对有效地阻隔了火焰温度继续向所包覆缆芯传递,可靠地保护了包覆其内的绝缘层和导体,同时该金属隔离层还可以作为导体在短路时的电容电流传输通道,以有效提高输电线路的安全性;这三层防火结构相互协同配合,将整个耐火性能最大化,从而使成品电缆的耐火温度达950℃~1000℃、耐火时间达180min、能够应对水喷淋及机械振动等情况,耐火性
能优异,这尤其是在下述优选方案的辅助之下更为明显。
[0007]
作为优选方案之一,所述金属隔离层为软铜带纵包结构,所述金属隔离层的外壁排布有用作结合所述防火降温层的凸纹结构。该技术措施所选用的软铜带作为隔离层,具有以下几项技术优势:
[0008]
1. 铜的熔点为1083.4℃,软铜带所成型的金属隔离层能够相对有效地阻隔火焰温度继续向所包覆的内部结构传递,可靠地保护绝缘层和导体;
[0009]
2. 软铜带所成型的金属隔离层的柔韧性好,有利于提高成品电缆的柔性,进而有利于成品电缆敷设操作;
[0010]
3. 铜的导电性能优异,当内部导体发生短路时,软铜带所成型的金属隔离层能够可靠地作为电容电流的传输通道,以有效提高输电线路的安全性;
[0011]
此外,金属隔离层外壁所成型的凸纹结构,能够使外部的防火降温层稳定地附着在金属隔离层上,二者的结合性好,有效降低了防火降温层的包覆技术难度,有利于整个电缆顺利制备成型。
[0012]
作为优选方案之一,所述防火降温层为无机矿物质防火泥的挤包结构,所述防火降温层的挤包厚度为3~4mm。该技术措施以无机矿物质防火泥成型的防火降温层,其环保性好,在火焰燃烧时,能够可靠地结壳而形成一层坚固的防火墙,相对有效地阻隔了火焰继续向所包覆的内部结构烧灼,从而有效地起到隔火降温作用。
[0013]
作为优选方案之一,所述防火护套层是由护套层本体和涂覆在所述护套层本体外表面的防火涂料层构成,所述护套层本体为聚烯烃材料的挤包结构,所述防火涂料层为酚醛树脂的涂覆结构。该技术措施以高阻燃、无卤、低烟的聚烯烃为基体,其在一定程度上相对隔绝了被包覆的内部结构与空气接触;在基体外壁形成的难燃性或不燃性的防火涂层,相对有效地延缓了着火及燃烧的速度;此外,外防火护套层的导热系数低,能够相对有效地延缓火焰温度向所包覆的内部结构传递。
[0014]
所述防火电缆的绝缘结构缆芯为单根绝缘导体结构,所述绝缘导体主要由导体以及由内而外依次包覆在所述导体外部的内半导电屏蔽层、绝缘层和外半导电屏蔽层组成,所述导体为多根铜质、铝质或铝合金质的t型单线绞合结构,为了控制成本,优选铝质的t型单线绞合结构,所述内半导电屏蔽层、所述绝缘层和所述外半导电屏蔽层以三层共挤结构成型。或者,所述防火电缆的绝缘结构缆芯为多根绝缘导体的绞合结构,这些绝缘导体的绞合间隙内填充有填充层,所述绝缘结构缆芯的外部紧邻包覆有内包带层;每一根绝缘导体主要由导体以及由内而外依次包覆在所述导体外部的内半导电屏蔽层、绝缘层、外半导电屏蔽层和金属屏蔽层组成,所述导体为多根铜质、铝质或铝合金质的t型单线绞合结构,为了控制成本,优选铝质的t型单线绞合结构,所述内半导电屏蔽层、所述绝缘层和所述外半导电屏蔽层以三层共挤结构成型,所述金属屏蔽层为软铜带绕包结构或铜丝疏绕结构。该技术措施能够使缆芯获得优异的屏蔽性能及绝缘性能;同时,导体的成型结构具有紧压系数高、单丝间隙小等特点,可有效杜绝内半导电屏蔽层的凹陷现象,提升绝缘层的偏心率。
[0015]
作为优选方案之一,所述防火电缆的额定电压为6kv~35kv。
[0016]
本实用新型的有益技术效果是:上述电缆采用铝导体,其耐火温度达950℃以上、耐火时间达180min,采用铜导体或铝合金导体的耐火温度更高(逼近1000℃,尤其铜导体的耐火温度达1000℃)、耐火时间达180min,有效解决了铝导体与耐火性能不能兼容的技术难
题,有利于通过铝导体在达到优异耐火性能的同时降低电缆成本;上述电缆能够应对水喷淋及机械振动等情况,耐火性能优异,同时环保性好。
附图说明
[0017]
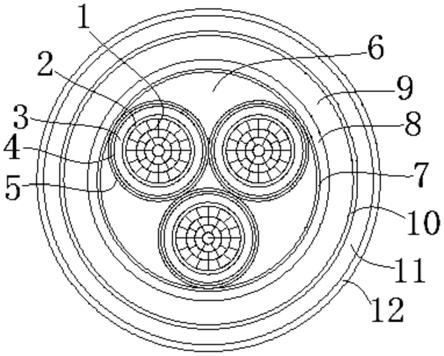
图1是本实用新型的一种结构示意图。
[0018]
图2是本实用新型的另一种结构示意图。
[0019]
图中代号含义:1—导体;2—内半导电屏蔽层;3—绝缘层;4—外半导电屏蔽层;5—金属屏蔽层;6—填充层;7—内包带层;8—金属隔离层;9—防火降温层;10—外包带层;11—护套层本体;12—防火涂料层。
具体实施方式
[0020]
本实用新型涉及电缆,具体是一种中压防火电缆(其额定电压为6kv~35kv),下面以多个实施例对本实用新型的主体技术内容进行详细说明。其中,实施例1结合说明书附图-即图1对本实用新型的技术方案内容进行清楚、详细的阐释;实施例5结合说明书附图-即图2对本实用新型的技术方案内容进行清楚、详细的阐释;其它实施例虽未单独绘制附图,但其主体结构仍可参照实施例1的附图。
[0021]
在此需要特别说明的是,本实用新型的附图是示意性的,其为了清楚本实用新型的技术目的已经简化了不必要的细节,以避免模糊了本实用新型贡献于现有技术的技术方案。
[0022]
实施例1
[0023]
参见图1所示,本实用新型包括绝缘结构缆芯,该绝缘结构缆芯的外部由内而外依次包覆有金属隔离层8、防火降温层9、外包带层10和防火护套层。
[0024]
其中,绝缘结构缆芯为三根绝缘导体的绞合结构,这些绝缘导体的绞合间隙内填充有非吸湿性材料-例如聚烯烃材料的填充层6,这些绞合结构的绝缘导体及填充层6由外部紧邻绕包两层(或者三层;厚度约为0.2mm)的内包带层7束紧成型,该内包带层7为无卤、低烟、阻燃的玻纤带绕包结构。前述的每一根绝缘导体主要由导体1以及由内而外依次包覆在该导体1外部的内半导电屏蔽层2、绝缘层3、外半导电屏蔽层4和金属屏蔽层5组成;导体1为多根铜质的t型单线绞合而成的整圆结构;内半导电屏蔽层2(半导电材料)、绝缘层3(聚乙烯材料)和外半导电屏蔽层4(半导电材料)以三层共挤结构成型;金属屏蔽层5为软铜带的绕包结构。
[0025]
金属隔离层8为软铜带的纵包结构,该纵包的软铜带以无缝焊接形成圆周密封。在金属隔离层8的外壁轧制有基本等距、等深的螺旋状凸纹结构-即轧纹,这些凸纹结构用作结合防火降温层9。
[0026]
防火降温层9为无机矿物质防火泥(以氢氧化镁为主体)的挤包结构,其挤包厚度约为3.5mm(也可以说3mm或4mm等,此厚度要求在满足耐火性能的同时有利于结构紧凑化)。
[0027]
外包带层10为绕包两层(或者三层)的无卤低烟阻燃玻纤带绕包结构,厚度约为0.2mm,其用作对防火降温层9进行束紧定型。
[0028]
防火护套层是由护套层本体11和涂覆在护套层本体11外表面的防火涂料层12构成。护套层本体11为高阻燃、无卤、低烟的聚烯烃材料的挤包结构。防火涂料层12为酚醛树
脂的涂覆结构。
[0029]
上述中压防火电缆的制备方法包括下列工艺步骤:
[0030]
步骤1. 制作绝缘结构缆芯,包括下列具体工艺步骤:
[0031]
步骤
①
. 将铜杆拉制成对应规格的t型单线;
[0032]
步骤
②
. 根据导体的设计结构,将对应规格的多根t型单线绞合压制成圆形截面的导体;
[0033]
获得三根相互独立的前述结构导体;
[0034]
步骤
③
. 按照半导电材料-聚乙烯材料-半导电材料的排布顺序,以三层共挤方式在步骤
②
中的各导体上分别进行挤包,在各导体外部分别形成由内而外依次排布的内半导电屏蔽层、绝缘层和外半导电屏蔽层;
[0035]
获得多根相互独立的绝缘导体;
[0036]
步骤
④
. 将软铜带绕制在步骤
③
中的各绝缘导体上,在各绝缘导体的外部分别形成金属屏蔽层;
[0037]
步骤
⑤
. 将步骤
④
中的各带有金属屏蔽层的绝缘导体,在添加有非吸湿性材料的状态下绞合在一起,使得这些绝缘导体的绞合间隙内形成填充层;
[0038]
在这些绝缘导体和非吸湿性材料的绞合过程中,紧接着在它们绞合结构的外部包覆能够对绞合结构进行定型的内包带层;
[0039]
获得多根绝缘导体绞合结构的绝缘结构缆芯;
[0040]
步骤2. 将软铜带纵包在绝缘结构缆芯的外部、并使软铜带的纵包结构形成重叠区域;
[0041]
步骤3. 采用高温焊枪在软铜带的纵包重叠区域处进行无缝焊接处理,形成金属隔离层;
[0042]
步骤4. 在金属隔离层的外壁轧制螺旋状的凸纹结构;
[0043]
步骤5. 采用单螺杆挤出机,将无机矿物质防火泥以约3.5mm的厚度均匀挤包在金属隔离层的外部,形成防火降温层;
[0044]
在防火降温层挤出成型过程中,紧接着在防火降温层的外部绕包能够对防火降温层进行定型的外包带层;
[0045]
步骤6. 采用单螺杆挤出机,将高阻燃无卤低烟聚烯烃材料均匀挤包在外包带层的外部,形成护套层本体;
[0046]
步骤7. 以涂覆方式,将酚醛树脂均匀的涂抹在护套层本体的外表面,形成防火涂料层。
[0047]
本实施例制得的成品电缆参照英国bs:6387标准和bs:8491标准中的规定,进行了单纯耐火试验、耐火+敲击振动试验、耐火+喷淋试验,试验表明:其耐火温度达988℃、耐火时间达180min,能够经受水喷淋和敲击振动。
[0048]
实施例2
[0049]
本实施例的其它内容与实施例1相同,不同之处在于:导体为铝质,即铝导体。
[0050]
实施例3
[0051]
本实施例的其它内容与实施例1相同,不同之处在于:导体为铝合金质,即铝合金导体。
[0052]
实施例4
[0053]
本实施例的其它内容与实施例1相同,不同之处在于:绝缘导体外部包覆的金属屏蔽层为圆铜丝的疏绕结构。
[0054]
实施例5
[0055]
参见图2所示,本实用新型包括绝缘结构缆芯,该绝缘结构缆芯的外部由内而外依次包覆有金属隔离层8、防火降温层9、外包带层10和防火护套层。
[0056]
其中,绝缘结构缆芯为单根绝缘导体结构,其主要由导体1以及由内而外依次包覆在该导体1外部的内半导电屏蔽层2、绝缘层3和外半导电屏蔽层4组成;导体1为多根铜质的t型单线绞合结构;内半导电屏蔽层2(半导电材料)、绝缘层3(聚乙烯材料)和外半导电屏蔽层4(半导电材料)以三层共挤结构成型。
[0057]
金属隔离层8为软铜带的纵包结构,该纵包的软铜带以无缝焊接形成圆周密封。在金属隔离层8的外壁轧制有基本等距、等深的螺旋状凸纹结构-即轧纹,这些凸纹结构用作结合防火降温层9。该金属隔离层8同时还能够对绝缘导体形成良好的屏蔽。
[0058]
防火降温层9为无机矿物质防火泥(以氢氧化镁为主体)的挤包结构,其挤包厚度约为3.5mm(也可以说3mm或4mm等,此厚度要求在满足耐火性能的同时有利于结构紧凑化)。
[0059]
外包带层10为绕包两层(或者三层)的阻燃玻纤带绕包结构,厚度约为0.2mm,其用作对防火降温层9进行束紧定型。
[0060]
防火护套层是由护套层本体11和涂覆在护套层本体11外表面的防火涂料层12构成。护套层本体11为高阻燃、无卤、低烟的聚烯烃材料的挤包结构。防火涂料层12为酚醛树脂的涂覆结构。
[0061]
上述中压防火电缆的制备方法包括下列工艺步骤:
[0062]
步骤1. 制作绝缘结构缆芯,包括下列具体工艺步骤:
[0063]
步骤
①
. 将铜杆拉制成对应规格的t型单线;
[0064]
步骤
②
. 根据导体的设计结构,将对应规格的多根t型单线绞合压制成圆形截面的导体;
[0065]
步骤
③
. 按照半导电材料-聚乙烯材料-半导电材料的排布顺序,以三层共挤方式在导体外部进行挤包,在导体外部形成由内而外依次排布的内半导电屏蔽层、绝缘层和外半导电屏蔽层;
[0066]
获得单根绝缘导体结构的绝缘结构缆芯;
[0067]
步骤2. 将软铜带纵包在绝缘结构缆芯的外部、并使软铜带的纵包结构形成重叠区域;
[0068]
步骤3. 采用高温焊枪在软铜带的纵包重叠区域处进行无缝焊接处理,形成金属隔离层;
[0069]
步骤4. 在金属隔离层的外壁轧制螺旋状的凸纹结构;
[0070]
步骤5. 采用单螺杆挤出机,将无机矿物质防火泥以约3.5mm的厚度均匀挤包在金属隔离层的外部,形成防火降温层;
[0071]
在防火降温层挤出成型过程中,紧接着在防火降温层的外部绕包能够对防火降温层进行定型的外包带层;
[0072]
步骤6. 采用单螺杆挤出机,将高阻燃无卤低烟聚烯烃材料均匀挤包在外包带层
的外部,形成护套层本体;
[0073]
步骤7. 以涂覆方式,将酚醛树脂均匀的涂抹在护套层本体的外表面,形成防火涂料层。
[0074]
本实施例制得的成品电缆参照英国bs:6387标准和bs:8491标准中的规定,进行了单纯耐火试验、耐火+敲击振动试验、耐火+喷淋试验,试验表明:其耐火温度达992℃、耐火时间达180min,能够经受水喷淋和敲击振动。
[0075]
实施例6
[0076]
本实施例的其它内容与实施例5相同,不同之处在于:导体为铝质,即铝导体。
[0077]
实施例7
[0078]
本实施例的其它内容与实施例5相同,不同之处在于:导体为铝合金质,即铝合金导体。
[0079]
以上各实施例仅用以说明本实用新型,而非对其限制。尽管参照上述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对上述实施例进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1