电芯密度控制装置的制作方法
1.本实用新型涉及电池的电芯成型设备技术领域,尤其是一种电芯密度控制装置。
背景技术:
2.现有的电池成芯设备在填充电池芯的时候,需要挤粉杆和底部的支撑杆相互配合,才能够将粉末挤压成芯,而底部的支撑杆由于安装有压力弹簧,所以能够通过调整弹簧压力的大小来调节支撑杆的施加给电池壳套底部的压力,从而实现调节电芯的密度,但是由于每个工位的电芯挤压对应一个挤粉杆和一个支撑杆,所以在调节的时候需要单个进行调节,具体方法是通过调节支撑杆的底部的螺纹调节器来实现调节,此过程要进行反复的调整和运行测试才能实现,但往往电池生产中,电芯的重量要求会根据用户的订单需要而改变,作为电芯成型密度这个与电芯重量直接相关的参数也可能需要根据订单而相对改变,但一旦需要作上述改变时,则需要重新逐个对支撑杆的弹簧压力进行反复的调整和运行测试,所以调节速度慢,不利于生产效率的提高。
3.因此,还有待于对现有技术进行改进。
技术实现要素:
4.本实用新型的目的是提供一种电芯密度控制装置,旨在于解决现有电池成芯设备的电芯密度调节方式麻烦,需要单个进行调节,并且调节速度慢的技术问题。
5.为实现上述的目的,本实用新型的技术方案为: 一种电芯密度控制装置,其包括定位卡槽、滑套、压力弹簧、压力调节杆、压力调节轨迹块和轨迹块安装座;所述定位卡槽固定在卡槽滑轴顶部,所述卡槽滑轴的底端安装在滑轴耳板上,所述的滑轴耳板通过安装的轴承滚轮与下轨迹槽轮连接;所述卡槽滑轴穿过主工作盘,所述主工作盘固定在旋转轴盘上,所述滑套与定位卡槽对接;所述压力调节杆穿过固定套固定在滑轴耳板上,压力调节杆的上端插入滑套内,压力调节杆可上下运动;所述滑套与压力调节杆之间安装有压力弹簧;所述压力调节轨迹块安装在轨迹块安装座上。
6.所述的电芯密度控制装置,其中,所述压力调节杆的底部设置有用于微调的微调螺丝。
7.所述的电芯密度控制装置,其中,所述压力调节轨迹块包括上坡部分、顶端部分和下坡部分。
8.所述的电芯密度控制装置,其中,所述轨迹块安装座通过螺丝固定在下轨迹槽轮支板上。
9.所述的电芯密度控制装置,其中,所述轨迹块安装座还安装有调节压力调节轨迹块高度的调节螺栓。
10.有益效果:本实用新型可以通过压力调节杆对每个定位卡槽当中电芯成型密度进行微调,使电池电芯成型密度达到生产工艺的精准要求,同时,当生产需要(如订单的年批次转换、工艺要求变更等)进行电芯成型密度改变时,所以只需要简单的调节压力轨迹块的
高度,便可以快速的实现电芯成型密度的控制,无需进行每个工位的单独压力反复调整和测试,操作简单方便,能有效的降低劳动强度和提升生产效率。
附图说明
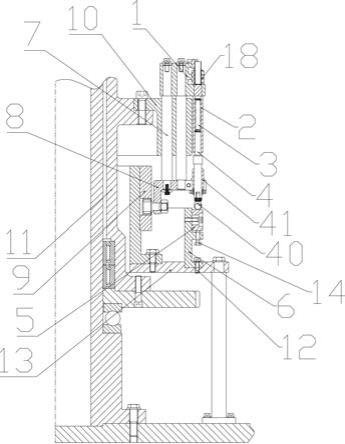
11.图1是本实用新型的的安装示意图。
12.图2是本实用新型中压力调节轨迹块的俯视图。
13.图3是本实用新型中压力调节轨迹块的展开图。
具体实施方式
14.为使本实用新型的目的、技术方案及优点更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。
15.如图1
‑
3所示,本实用新型公开了一种电芯密度控制装置,其包括用于定位电池壳套18的定位卡槽1、滑套2、压力弹簧3、压力调节杆4、压力调节轨迹块5和轨迹块安装座6;所述定位卡槽1固定在卡槽滑轴7的顶部,所述卡槽滑轴7的底端安装在滑轴耳板8上,所述的滑轴耳板8通过安装的轴承滚轮与下轨迹槽轮9连接;所述卡槽滑轴7穿过主工作盘10,并能够相对主工作盘10上下滑动,所述主工作盘10固定在成芯机的旋转轴盘11上,所述滑套2与定位卡槽1对接;所述压力调节杆4穿过固定套41固定在滑轴耳板上,压力调节杆4的上端插入滑套2内,压力调节杆4可上下运动;所述压力调节杆4底端固定安装在滑轴耳板8上,且压力调节杆4的上端插入滑套2内,调节杆4的底部设置有用于微调的微调螺丝40。所述滑套2与压力调节杆4之间安装有压力弹簧3;所述压力调节轨迹块5安装在轨迹块安装座6上。
16.所述的电芯密度控制装置,其中,所述压力调节轨迹块5包括上坡部分50、顶端部分51和下坡部分52;所以压力调节杆到达顶端部分的时候,刚好实现将滑套顶住定位卡槽电池壳套的底部,进而可以配合冲粉轴实现电池芯的挤压。
17.所述的电芯密度控制装置,其中,所述轨迹块安装座6通过螺丝12固定在下轨迹槽轮支板13上。
18.所述的电芯密度控制装置,其中,所述轨迹块安装座6还安装有调节压力调节轨迹块高度的调节螺栓14,所以通过调节螺栓可以快速调节压力轨迹块的高度,进而实现调节压力调节杆施加给电池壳套底部的支撑力,从而达到调节粉芯密度,确保每个电池的粉芯密度调节都是均衡的。
19.本实用新型所述的电芯密度控制装置的工作原理:定位卡槽1、滑套2、压力弹簧3、压力调节杆4、卡槽滑轴7和滑轴耳板8跟随主工作盘10作旋转运动,并在下轨迹槽轮9的驱动下按其设定的曲线轨迹作升降运动。压力调节轨迹块5通过轨迹安装座6压力调节杆4对应的下方位置。当设备运行需要对电池壳体进行电池电芯注入时,定位卡槽1在下轨迹槽轮9的驱动下上升,使定位卡槽1上的电池壳体18跟随上升,提前将电池壳体18被套入电芯注入的模具(粉嘴)上;当电芯粉料开始从模具向电池壳体18压注时,定位卡槽1在下轨迹槽轮9的作用下开始逐渐下降,通过定位卡槽1下降速度和幅度两者与电芯粉料注入量大小之间的配合,初步保证电芯粉料注入电池壳体内部填充的均匀度。在电芯粉料注入电池壳体18的过程中,滑套2、压力弹簧3、压力调节杆4和压力调节轨迹块5形成的压力装置为电池壳体18提供与电芯压注力相反的反向支撑力,该反向支撑力保证了电池壳体18在电芯粉料注入
时,即使在逐渐下降过程也保持对电芯注入的反作用力,从而进一步保证电芯粉料注入电池壳体18内部填充的饱和度。通过独立调整压力调节杆4的底端的微调螺丝40(螺纹旋出或旋入),可改变所对应的压力弹簧3施加在电池壳体18上的反向支撑力大小,从而使该工位保持合适的电芯注入的反作用力;通过调整压力调节轨迹块5的位置(调高或降低),可以整体(全部工位)改变压力弹簧3施加在电池壳体18上的反向支撑力大小,实现一次性整体的对的电芯注入的反作用力的调节,从而获得电池电芯成型压注的良好密度。
20.以上是本实用新型的优选实施方式而已,当然不能以此来限定本实用新型之权利范围,应当指出,对于本技术领域的技术人员来说,不付出创造性劳动对本实用新型技术方案的修改或者等同替换,都不脱离本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1