一种动力电池顶盖的装配结构及动力电池的制作方法
1.本实用新型属于电池生产制造的技术领域,具体涉及一种动力电池顶盖的装配结构及动力电池。
背景技术:
2.随着现代社会的发展和人们环保意识的增强,越来越多的设备选择以锂电池作为电源,如手机、笔记本电脑、电动工具和电动汽车等等,这为锂电池的应用与发展提供了广阔的空间。其中,电动工具和电动汽车等所使用的锂电池一般称之为动力电池。
3.顶盖密封圈结构,一直被广泛使用于动力电池顶盖设置中,通常情况下,密封圈设计于顶盖极柱与顶盖片之间,密封圈村料为氟橡胶,通过压缩量进行密封绝缘,密封圈经压缩后产生反弹力,反弹力会对轴向装配零件进行疲劳冲击,导致零件材料发生塑胶变形,形成间隙造成极柱漏气或松脱,影响电芯安全性能,甚至报废。
技术实现要素:
4.本实用新型的目的之一在于:针对现有技术的不足,提供一种动力电池顶盖的装配结构,能够减少密封圈的反弹力,防止极柱漏气,提高电池的安全性能。
5.为了实现上述目的,本实用新型采用如下技术方案:
6.一种动力电池顶盖的装配结构,包括顶盖片,设置有极柱通孔;极柱组件,包括极柱、上塑胶件及密封圈,所述极柱穿设于所述极柱通孔,所述上塑胶件套设在所述极柱的顶部和所述顶盖片之间,所述密封圈套设在所述极柱的底部和所述顶盖片之间;所述密封圈的端面设置有缺口或减胶孔。
7.作为本实用新型所述的一种动力电池顶盖的装配结构的一种改进,所述密封圈包括本体及设置在所述本体的开口;所述缺口间隔设置在所述本体的内侧壁,或所述缺口的至少部分的围绕所述开口设置。
8.作为本实用新型所述的一种动力电池顶盖的装配结构的一种改进,所述减胶孔设置在所述密封圈的上端面或下端面,多个所述减胶孔围绕所述密封圈设置。
9.作为本实用新型所述的一种动力电池顶盖的装配结构的一种改进,所述极柱包括柱体及设置在所述柱体底部的底板,所述柱体的侧部设置有与所述上塑胶件内壁配合的凹部,所述密封圈的一面抵接于所述顶盖片和所述上塑胶件的底面,所述密封圈的另一面抵接于所述底板。
10.作为本实用新型所述的一种动力电池顶盖的装配结构的一种改进,所述动力电池顶盖的装配结构还包括下塑胶件,所述下塑胶件套设在所述极柱的底部,所述顶盖片、所述上塑胶件、极柱及所述下塑胶件围成用于容置所述密封圈的空间。
11.作为本实用新型所述的一种动力电池顶盖的装配结构的一种改进,所述顶盖片上还设置有防爆阀透气孔和注液孔中的至少一种,所述顶盖片和所述下塑胶件之间安装有防爆阀,所述防爆阀透气孔顶部安装有保护膜。
12.作为本实用新型所述的一种动力电池顶盖的装配结构的一种改进,所述下塑胶件包括第一塑胶件及可相对所述第一塑胶件翻转的第二塑胶件,所述第一塑胶件的两端向外延伸形成所述第二塑胶件,所述第一塑胶件和所述第二塑胶件至少一者的端部设置有卡部和/或扣部,所述第一塑胶件与所述第二塑胶件卡扣连接,所述第一塑胶件设置有所述注液孔配合的注液通孔,第二塑胶件设置有与所述注液通孔配合的注液网,所述注液网与所述第一塑胶件对应一面设置有保护凸起。
13.作为本实用新型所述的一种动力电池顶盖的装配结构的一种改进,所述极柱通孔的顶部设置有第一凹槽,所述第一凹槽和所述上塑胶件至少一者设置有凹孔和/或凸柱,所述上塑胶件和所述第一凹槽凹凸配合,所述极柱通孔的底部设置有第二凹槽,所述下塑胶件设置有嵌于所述第二凹槽的凸沿。
14.作为本实用新型所述的一种动力电池顶盖的装配结构的一种改进,所述极柱分为第一极柱和第二极柱,套设于所述第一极柱的上塑胶件为导电塑胶或绝缘塑胶,套设于所述第二极柱的上塑胶件为绝缘塑胶,所述底板的材质与其电连接的电芯的极片的集流材料相同。
15.作为本实用新型所述的一种动力电池顶盖的装配结构的一种改进,所述极柱、所述上塑胶件及所述密封圈均为方形、圆形或椭圆形。
16.本实用新型的目的之二在于提供一种动力电池,包括上述的动力电池顶盖的装配结构。
17.本实用新型的有益效果在于,本实用新型包括顶盖片,设置有极柱通孔;极柱组件,包括极柱、上塑胶件及密封圈,所述极柱穿设于所述极柱通孔,所述上塑胶件套设在所述极柱的顶部和所述顶盖片之间,所述密封圈套设在所述极柱的底部和所述顶盖片之间;所述密封圈的端面设置有缺口或减胶孔。由于密封圈设计于顶盖极柱与顶盖片之间,密封圈村料为氟橡胶,通过压缩量进行密封绝缘,密封圈经压缩后产生反弹力,反弹力会对轴向装配零件进行疲劳冲击,导致零件材料发生塑胶变形,形成间隙造成极柱漏气或松脱,影响电芯安全性能,甚至报废,因此,在密封圈处于压缩的状态时,密封圈通过过盈配合将极柱固定于顶盖片,起到加紧固定极柱的作用,还使得密封圈分别与极柱和顶盖片紧密配合,有助于提高顶盖结构的密封性,为了减少密封圈经压缩后产生反弹力,在密封圈的端面设置有缺口或减胶孔,能够在密封圈被压缩时,一部分的密封圈的材料往缺口或减胶孔形成的间隙挤压,使得密封圈的横截面积减少,有助于减少密封圈的反弹力,降低反弹力对轴向装配零件冲击,还降低密封圈与顶盖片和极柱轴向接触端变形的概率,从而确保密封圈的密封性能,提高电池安全性能;其中,上塑胶件起到绝缘的作用,当电池发生外部短路时,上塑胶件能够隔离顶盖片,降低电池发生外短路的概率,从而降低回路电流损坏电芯的概率,提高电池的安全性能。本实用新型能够减少密封圈的反弹力,防止极柱漏气,提高电池的安全性能。
附图说明
18.下面将参考附图来描述本实用新型示例性实施方式的特征、优点和技术效果。
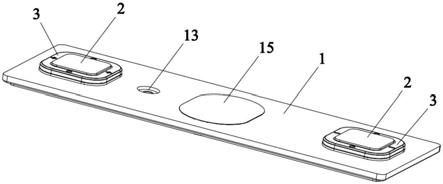
19.图1为本实用新型中实施方式一的结构示意图。
20.图2为本实用新型中实施方式一的分解示意图。
21.图3为本实用新型中实施方式一在压缩前的结构示意图。
22.图4为本实用新型中实施方式一在压缩后的结构示意图。
23.图5为本实用新型中实施方式一的密封圈的底面结构示意图。
24.图6为本实用新型中实施方式二的结构示意图。
25.图7为本实用新型中实施方式二的分解示意图。
26.图8为本实用新型中实施方式二在压缩前的结构示意图。
27.图9为本实用新型中实施方式二在压缩后的结构示意图。
28.图10为本实用新型中实施方式二的剖面分解示意图。
29.图11为本实用新型中实施方式二的密封圈的底面结构示意图。
30.图12为本实用新型中实施方式二的下塑胶件的结构示意图。
31.图13为本实用新型中实施方式二的密封圈的结构示意图。
32.图14为本实用新型中实施方式二的密封圈的剖面结构示意图。
33.其中,附图标记说明如下:
[0034]1‑
顶盖片;11
‑
极柱通孔;12
‑
防爆阀透气孔;13
‑
注液孔;14
‑
防爆阀;15
‑
保护膜;111
‑
第一凹槽;112
‑
第二凹槽;1111
‑
凹孔;
[0035]2‑
极柱;21
‑
柱体;22
‑
底板;211
‑
凹部;201
‑
第一极柱;202
‑
第二极柱;
[0036]3‑
上塑胶件;31
‑
凸柱;
[0037]4‑
密封圈;41
‑
本体;42
‑
开口;
[0038]5‑
缺口;
[0039]6‑
减胶孔;
[0040]7‑
下塑胶件;71
‑
第一塑胶件;72
‑
第二塑胶件;73
‑
凸沿;711
‑
注液通孔;712
‑
卡部;721
‑
注液网;722
‑
扣部;7211
‑
保护凸起。
具体实施方式
[0041]
如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接受的误差范围内,本领域技术人员能够在一定误差范围内解决技术问题,基本达到技术效果。
[0042]
此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0043]
在实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0044]
以下结合附图1~14对本实用新型作进一步详细说明,但不作为对本实用新型的限定。
[0045]
实施方式一
[0046]
一种动力电池顶盖的装配结构,包括顶盖片1,设置有极柱通孔11;极柱组件,包括极柱2、上塑胶件3及密封圈4,极柱2穿设于极柱通孔11,上塑胶件3套设在极柱2的顶部和顶盖片1之间,密封圈4套设在极柱2的底部和顶盖片1之间;密封圈4的端面设置有缺口5。
[0047]
由于密封圈设计于顶盖极柱与顶盖片之间,密封圈村料为氟橡胶,通过压缩量进行密封绝缘,密封圈经压缩后产生反弹力,反弹力会对轴向装配零件进行疲劳冲击,导致零件材料发生塑胶变形,形成间隙造成极柱漏气或松脱,影响电芯安全性能,甚至报废,因此,参见图1至图5所示,在密封圈4处于压缩的状态时,密封圈4通过过盈配合将极2柱固定于顶盖片1,起到加紧固定极柱2的作用,还使得密封圈4分别与极柱2和顶盖片1紧密配合,有助于提高顶盖结构的密封性,为了减少密封圈4经压缩后产生反弹力,在密封圈4的端面设置有缺口5,能够在密封圈4被压缩时,一部分的密封圈4的材料往缺口5形成的间隙挤压,使得密封圈4的横截面积减少,有助于减少密封圈4的反弹力,降低反弹力对轴向装配零件冲击,还降低密封圈4与顶盖片1和极柱2轴向接触端变形的概率,从而确保密封圈4的密封性能,提高电池安全性能;其中,缺口5围绕密封圈4设置,能够保证密封圈4在各个方向上的反弹力均被减弱,降低密封圈4发生受力不均匀的概率;上塑胶件3起到绝缘的作用,当电池发生外部短路时,上塑胶件3能够隔离顶盖片1,降低电池发生外短路的概率,从而降低回路电流损坏电芯的概率,提高电池的安全性能。
[0048]
在根据本实用新型的动力电池顶盖的装配结构中,参见图3和图4所示,密封圈4包括本体41及设置在本体41的开口42,缺口5间隔设置在本体41的内侧壁。于本实施方式中,缺口5为方形,间隔设置体41的内侧壁,即本体41靠近极柱2一侧,在被压缩时,一部分的本体41的材料往缺口挤压,缺口5被料填满,使得密封圈4的横截面积减少,有助于减少密封圈4的反弹力,降低反弹力对轴向装配零件冲击,还降低密封圈4与顶盖片1和极柱2轴向接触端变形的概率。其中,缺口42不限于设置在本体41的上端面,还可设置在本体41的下端面,或上、下端面均设置有缺口42,满足减少密封圈4的反弹力即可,开口42起到供极柱2穿过,本体41起到密封极柱2和顶盖片1的作用,避免电解液通过间隙侵蚀上塑胶件3。
[0049]
在根据本实用新型的动力电池顶盖的装配结构中,参见图2所示,极柱2包括柱体21及设置在柱体21底部的底板22,柱体21的侧部设置有与上塑胶件3内壁配合的凹部211,密封圈4的一面抵接于顶盖片1和上塑胶件3的底面,密封圈4的另一面抵接于底板22。密封圈4的两面分别被上塑胶件3和顶盖片1、密封圈4压缩,使得压缩后密封圈过盈量会往柱体21的内侧及下塑胶件7的方向走料,配合缺口5,一部分的密封圈4的材料往缺口5形成的间隙挤压,释放更多压缩量减少反弹力,从保护极柱密封性能。
[0050]
在根据本实用新型的动力电池顶盖的装配结构中,参见图3和图4所示,动力电池顶盖的装配结构还包括下塑胶件7,下塑胶件7套设在极柱2的底部,顶盖片1、上塑胶件3、极柱2及下塑胶件7围成用于容置密封圈4的空间。下塑胶件7能够避免卷芯或极耳等与顶盖金属直接接触造成短路等安全风险,使得电芯与极柱2之间有一定的安全距离,同时,顶盖片1、上塑胶件3、极柱2及下塑胶件7围成用于容置密封圈4的空间,通过上塑胶件3、顶盖片1及底板22对密封圈4的空间压缩,使得密封圈4往柱体21的内侧及下塑胶件7的方向走料,配合缺口5,一部分的密封圈4的材料往缺口5形成的间隙挤压,使得密封圈4的横截面积减少,有助于减少密封圈4的反弹力,降低反弹力对轴向装配零件冲击,还降低密封圈4与顶盖片1和
极柱2轴向接触端变形的概率,从而确保密封圈4的密封性能。
[0051]
在根据本实用新型的动力电池顶盖的装配结构中,顶盖片1上还设置有防爆阀透气孔12和注液孔13中的至少一种,顶盖片1和下塑胶件7之间安装有防爆阀14,防爆阀透气孔12顶部安装有保护膜15。注液孔13便于将电解液注入到电池内部,防爆阀14能够在电池由于过充、过放、过流及电池内部短路导致电池内压上升时,使电池自动快速泄压,避免电池爆炸导致安全事故的发生,其中,防爆阀透气孔12配合保护膜15,确保防爆阀14的功能能够实现,保护膜15能够防止外部灰尘、水或其它杂质进入防爆阀14,注液孔13配合的注液通孔711,确保注液孔13的功能能够实现。
[0052]
在根据本实用新型的动力电池顶盖的装配结构中,极柱2、上塑胶件3及密封圈4均为方形、圆形或椭圆形。根据实际产品和生产成本的需求,可以将极柱2、上塑胶件3及密封圈4均设计为方形、圆形或椭圆形,但本实用新型不以此为限,极柱2、上塑胶件3及密封圈4也可以不相同,满足对极柱2的绝缘和密封即可。
[0053]
本实用新型的工作原理是:
[0054]
为了减少密封圈4经压缩后产生反弹力,在密封圈4的端面设置有缺口5,能够在密封圈4被压缩时,一部分的密封圈4的材料往缺口5形成的间隙挤压,使得密封圈4的横截面积减少,有助于减少密封圈4的反弹力,降低反弹力对轴向装配零件冲击,还降低密封圈4与顶盖片1和极柱2轴向接触端变形的概率,从而确保密封圈4的密封性能,提高电池安全性能;其中,缺口5围绕密封圈4设置,能够保证密封圈4在各个方向上的反弹力均被减弱,降低密封圈4发生受力不均匀的概率;上塑胶件3起到绝缘的作用,当电池发生外部短路时,上塑胶件3能够隔离顶盖片1,降低电池发生外短路的概率,从而降低回路电流损坏电芯的概率,提高电池的安全性能。
[0055]
实施方式二
[0056]
与实施方式一不同的是:参见图6至图12所示,本实施方式的密封圈4的端面设置有减胶孔6,减胶孔6设置在密封圈4的上端面或下端面,多个减胶孔6围绕密封圈4设置,下塑胶件7包括第一塑胶件71及可相对第一塑胶件71翻转的第二塑胶件72,第一塑胶件71的两端向外延伸形成第二塑胶件72,第一塑胶件71和第二塑胶件72至少一者的端部设置有卡部712和/或扣部722,第一塑胶件71与第二塑胶件72卡扣连接,第一塑胶件71设置有注液孔13配合的注液通孔711,第二塑胶件72设置有与注液通孔711配合的注液网721,注液网721与第一塑胶件71对应一面设置有保护凸起7211。
[0057]
于本实施方式中,参见图8和图9所示,减胶孔6为圆形的盲孔,设在本体41的内侧和外侧之间,在被压缩时,本体41的内侧和外侧的料往减胶孔6挤压,减胶孔6被料填满,使得密封圈4的横截面积减少,有助于减少密封圈4的反弹力,降低反弹力对轴向装配零件冲击,还降低密封圈4与顶盖片1和极柱2轴向接触端变形的概率,其中,减胶孔6设置在密封圈4的上端面或下端面,或上、下端面均设置有减胶孔6,即在密封圈4上形成通孔,满足减少密封圈4的反弹力即可。
[0058]
参见图12所示,仅需翻转第二塑胶件72至第一塑胶件71同向位置处,使得第二塑胶件72在长度方向上的另一端与第一塑胶件71连接,即可完成对第二塑胶件72的安装,完全覆盖住电池连接片,避免电芯和连接片的金属接触,第一塑胶件71和第二翻转件72相当于形成单个零件,不仅装配误差较小,而且便于对第一塑胶件71和第二翻转件72安装定位,
还省去了安装极耳垫板,简化装配步骤,避免在装配过程中发生漏装的情况,有助于简化生产工艺,从而降低制造成本;扣部722配合卡部712,实现第一塑胶件71与第二塑胶件72卡扣连接,且不会占用电池的内部空间,从而给电极组件预留更多的空间,提高电池的能量密度,具体的,扣部722为圆柱体,扣部722的顶部设置有卡台,卡部712为卡孔,卡台的面积稍大于卡孔的面积,便于对扣部722和卡部712进行拆卸和安装,并在第二塑胶件72发生变形或断裂时,可对第二塑胶件72进行更换,有助于降低下塑胶件整体的维修成本,同时,使得第一塑胶件71和第二塑胶件72可拆分,可以一体装配,也分别进行装配,有助于提高下塑胶件的生产的灵活性,但本实用新型不以此为限,因在装配电池时,不同型号或不同尺寸的电池其壳体内的各个部件的排布也会不同,第二塑胶件72翻转后与第一塑胶件71固定连接,固定连接方式还包括粘接、热熔接和超声连接。第一塑胶件71设置与注液孔13匹配的注液通孔711,保证注液效率,便于电解液从电池顶盖的注液孔13,经注液通孔711和注液网721进入到电池内部,注液网721能够拦截从注液孔13掉入的化成钉或异物,有助于提高电池的安全性。具体的,注液网721可以由三角形孔、圆形孔、方形孔等多种形状的孔组成,多个孔可以按照一定的规则进行排列,形成注液通道,满足拦截从注液孔13掉入的化成钉或异物即可;保护凸起7211抵接于极柱通孔711的下方,形成容置化成钉或异物的空间,可以防止化成钉从注液孔13落入第一塑胶件71与第二塑胶件72之间的间隙,有助于提高电池的安全性。
[0059]
其他结构与实施方式一相同,这里不再赘述。
[0060]
实施方式三
[0061]
与实施方式一不同的是:参见图13和图14所示,本实施方式的密封圈4包括本体41及设置在本体41的开口42,缺口5的至少部分的围绕开口42设置。于本实施例中,缺口5围绕围绕开口42设置,使得本体4上端面的内侧形成一圈向下凹的凹槽结构,可通过一体成型或成型后切削形成,有助于简化密封圈4的生产工艺,从而降低密封圈4的生产成本,但本实用新型不以此为限,本体4下端面的内侧也可以形成上述结构,此外,缺口5也可以一部分的围绕开口42设置,即在本体41四个边形成长条型的缺口5,满足减少密封圈4的反弹力即可。
[0062]
实施方式四
[0063]
与实施方式一不同的是:本实施方式的极柱通孔11的顶部设置有第一凹槽111,第一凹槽111和上塑胶件3至少一者设置有凹孔1111和/或凸柱31,上塑胶件3和第一凹槽111凹凸配合,极柱通孔11的底部设置有第二凹槽112,下塑胶件7设置有嵌于第二凹槽112的凸沿73,极柱2分为第一极柱201和第二极柱202,套设于第一极柱201的上塑胶件3为导电塑胶或绝缘塑胶,套设于第二极柱202的上塑胶件3为绝缘塑胶,底板22的材质与其电连接的电芯的极片的集流材料相同。
[0064]
第一凹槽111向下凹陷的结构,上塑胶件3相当于嵌入顶盖片1中,有助于降低上塑胶件3外露的高度,从而降低顶盖的整体高度,提高电池的安全性能;第二凹槽112向上凹陷的结构,第二凹槽112不仅能够紧固密封圈4和下塑胶件7,还能将密封圈4和下塑胶件7嵌入到顶盖片1,起到降低顶盖片1、密封圈4和下塑胶件7的整体高度的作用;采用第一凹槽111和第二凹槽112的设计,保证了顶盖和各组件间的稳固性,省去了铆接的工序,有助于降低生产成本,提高生产效率,此外,这种设计不仅保证电池的功能不受影响,还能减少顶盖占用电池内部的空间,使电池内部能够放置更大的电芯,从而提高电池的能量密度。上塑胶件
3的底部增加凸柱31,用于与第一凹槽111的凹孔1111配合,凸柱31固定于凹孔1111,防止上塑胶件3发生移位,有助于提高上塑胶件3和顶盖片1之间的稳固性,从而提高电池的安全性能。于本实施方式中,第一极柱201作为正极,第二极柱202作为负极,套设于第一极柱201的上塑胶件3为导电塑胶,使得第一极柱201和电池壳体导通,保证壳体和极柱电位一致,即使极柱与外壳发生短路时,不至于产生大电流,从而不会出现打火现象,保证电池的安全性,套设在极柱2上的极柱2也可以均为绝缘塑胶,省去了额外用导电材料制成正极柱上的上塑胶件3,有助于提高上塑胶件3的生产效率,还利于批量化生产上塑胶件3,降低上塑胶件3生产成本,第一极柱201作为正极,底板22和柱体21可均为金属铝,采用一体成型的结构,能够保证电池的质量不受影响,降低第一极柱201的生产成本;第二极柱202作为负极,柱体21可为金属铝,底板22为与其电连接的电芯的极片的集流材料相同,即与负极片对应的金属材料相同,采用复合极柱,能够保证电池的质量不受影响,降低第二极柱202的生产成本。
[0065]
其他结构与实施方式一相同,这里不再赘述。
[0066]
实施方式五
[0067]
一种动力电池,包括实施方式一的动力电池顶盖的装配结构。
[0068]
需要说明的是:电池中用于向外部输出电能的极柱有两个,一个为正极极柱、一个为负极极柱。本实施方式中的电池有两个极柱,分别为第一极柱201、第二极柱202,均设置在顶盖片1上,第一极柱201可以为正极柱也可以为负极柱,相应地,第二极柱202为负极柱或正极柱。电芯包括正极片、隔膜及负极片,可以顺序堆叠并卷绕,正极片包括正极集流体,以及涂覆于正极集流体表面的正极活性材料,负极片包括负极集流体,以及涂覆于负极集流体表面的负极活性材料。第一极耳连接于正极集流体,第二极耳连接于负极集流体,正极集流体的边缘处可具有未被正极活性材料覆盖的空白区,第一极耳可直接通过裁切空白区形成。同样的,第二极耳可直接通过裁切负极集流体的空白区,此外,第一极耳和第二极耳也可以通过焊接分别固定于正极片和负极片的空白区。可采用激光焊接的方式,将第一极耳与第一极柱201连接,第二极耳与第二极柱202连接。
[0069]
实施方式六
[0070]
一种动力电池,包括实施方式二的动力电池顶盖的装配结构。
[0071]
需要说明的是:在使用过程中,电池内的电芯容易出现晃动的情况。如应用在电动汽车的电池在使用过程中,其电池内的电芯容易因为汽车在行进过程中的晃动而出现晃动,为了解决这个问题,将第二塑胶件72和电芯顶面的接触的面积与电芯顶面的总面积之比设为大于预设值。第二塑胶件72与电芯顶面接触的一面为平面结构,若第二塑胶件72和电芯顶面的接触的面积过小,容易造成电芯晃动,第二塑胶件72和电芯顶面的接触的部分可以对电芯起到限位的作用,实现了减少电池内电芯容易出现晃动的情况。
[0072]
实施方式七
[0073]
一种动力电池,包括实施方式三的动力电池顶盖的装配结构。
[0074]
需要说明的是:电池内电芯数量较多或第一极耳较短时,在装配过程中会使用连接片,连接片包括第一连接片和第二连接片。例如,电芯、第一极耳以及第二极耳均至少为两个,每个电芯均连接有第一极耳以及第二极耳。当第一极耳以及第二极耳均至少为两个时,其可以缠绕在第二塑胶件的两侧,例如,第一极耳的折叠部分别位于第二塑胶件的两侧,第一极耳的焊接部均通过第一连接片与第一极柱201连接。第二极耳均通过第二连接片
与第二极柱202连接,实现了提高电池内部连接的稳定性。
[0075]
实施方式八
[0076]
一种动力电池,包括实施方式四的动力电池顶盖的装配结构。
[0077]
根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本实用新型并不局限于上述的具体实施方式,凡是本领域技术人员在本实用新型的基础上所作出的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本实用新型构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1