一种接触器中作动系统与灭弧室固联结构的制作方法
1.本实用新型属于接触器技术领域,尤其涉及一种接触器中作动系统与灭弧室固联结构。
背景技术:
2.作动系统和灭弧室是接触器产品的两大关键部件,两者牢固联接成一体,以使分断动作部件在灭弧室内完成接通分断动作,实现接触器高电压大电流的接通分断功能。
3.目前常用的作动系统与灭弧室固联方式有两种,一是灌胶粘接,而是激光焊接。
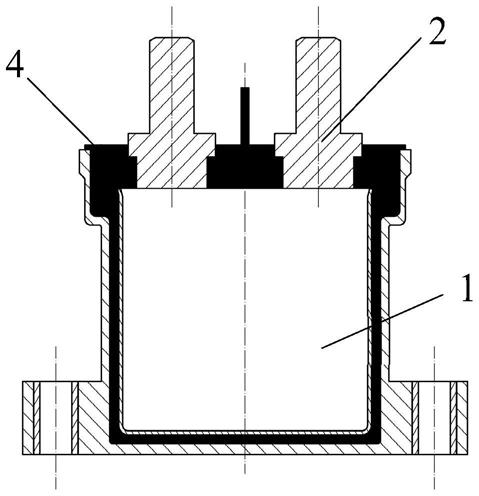
4.灌胶粘接结构如图1所示,将灭弧室和作动系统联接面贴合,一同装入屏蔽罩内,然后在外壳与屏蔽罩和灭弧室上表面灌入环氧类粘接胶液4,待胶液固化后,将灭弧室、作动系统一同固定在外壳内,实现作动系统与灭弧室的固联。
5.灌胶粘接同时实现作动系统、灭弧室同外壳的固联,但存在以下问题:(1)灌胶工艺复杂,包含粘接面清理、胶液混合、脱泡、灌注、加热固化等多道工序,需采用专用灌胶设备并严格控制工艺参数,过程控制要求高,极易因为过程控制不严格造成质量问题。(2)粘接胶成本高,用量少则粘接强度不够,且灌注夹层不能过窄,否则影响流动性造成灌注不均匀,因此胶液用量大,增加接触器产品成本。
6.第二种联接方式是激光焊接5,即在灭弧室和作动系统联接部位采用可焊金属材料,通过激光焊接将灭弧室和作动系统固联为一体,其结构如图2所示。
7.激光焊接固联方式较灌胶粘接方式联接更加牢固,但存在以下问题:(1)工艺复杂,焊接过程控制要求高,参数波动会造成焊接质量良莠不齐;(2)焊接设备成本高,关键部件使用寿命有限,需定期更换,成本高。
8.灌胶粘接或激光焊接这两种方式均需要专用的设备完成固联的工艺过程,且均存在工艺复杂,过程控制要求高的特点,固联质量受零件表面质量和过程参数波动的影响极大,产品工序合格率难以保证。
9.为此,本领域迫切需要研发出一种固联结构能够克服现有技术存在的上述技术问题。
技术实现要素:
10.本实用新型之目的是提供一种接触器中作动系统与灭弧室固联结构,能够解决现有固联方式工艺复杂、过程控制要求高、固联质量受零件表面质量和过程参数波动的影响极大,产品工序合格率难以保证的技术问题。
11.本实用新型提供一种接触器中作动系统与灭弧室固联结构,包括卡锁插榫与卡锁插槽,其中,
12.所述作动系统上与所述灭弧室的接触面设置有卡锁插榫,所述灭弧室上与所述作动系统相对的接触面设置有卡锁插槽,所述灭弧室腔体为弹塑性非金属材料,所述卡锁插榫的侧表面上设置有多级齿状凸起,所述多级齿状凸起沿斜外上方伸出,每级齿状凸起下
表面与下级齿状凸起上表面组合构成灭弧室弹性变形材料容纳沟;
13.所述卡锁插榫的多级齿状凸起连线夹角角度α与所述卡锁插槽的侧表面张开角度α相同。
14.优选地,所述作动系统的金属件下方设置有四个所述卡锁插榫,所述灭弧室上表面与所述卡锁插榫对应位置处开出四个楔形所述卡锁插槽。
15.优选地,还包括压合固联装置,所述压合固联装置包括压头、导向柱与底座,
16.所述底座底部设置有容纳定位槽,所述容纳定位槽用于安装并定位所述灭弧室,所述底座用于承受向下压合力;
17.所述导向柱固定设置在所述底座的四周,所述导向柱用于保持所述压头向下压合和向上释放时与所述底座始终对中;
18.所述压头用于容纳并定位所述作动系统,使其保持向下对中,并在下压力作用下压合作动系统与灭弧室,所述压头四周设置有通孔,所述通孔用于使所述导向柱穿过实现所述压头定位。
19.优选地,所述压合固联装置还包括压合位置检测环,所述压合位置检测环固定设置在所述导向柱上,所述压合位置检测环用于检测所述作动系统上的卡锁插榫与所述灭弧室上的卡锁插槽压合位置,使得两者压合到固定位置并保护被压合零件不产生损伤。
20.优选地,每个所述导向柱上均设置有所述压合位置检测环。
21.优选地,所述通孔数量设置为四个,所述导向柱数量也设置为四个,所述通孔对称分布在所述作动系统的四周,所述导向柱也对称分布在所述底座的四周。
22.优选地,所述灭弧室腔体采用尼龙材质。
23.本实用新型的接触器中作动系统与灭弧室固联结构相比现有技术具有如下有益效果:
24.1、本实用新型通过在作动系统和灭弧室上设计多级卡锁结构,利用灭弧室材料的弹塑性变形实现对作动系统的紧固锁定,不降低联接强度,装配过程简单,无需专用的灌胶设备或激光焊接,工艺成本低,有效降低了产品装配成本,且装配工序一致性和合格率大幅提升。
25.2、本实用新型采用机械压合的工艺方法实现接触器作动系统和灭弧室的固联,工艺过程大大简化,无需采用专用的灌胶设备或激光焊接机,装配过程控制非常简单,装配一致性和质量有效提升,产品装配合格率大幅提高。
附图说明
26.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
27.图1为现有技术中作动系统与灭弧室通过灌胶粘接固联的结构示意图;
28.图2为现有技术中作动系统与灭弧室通过激光焊接固联的结构示意图;
29.图3为本实用新型的接触器整件的结构示意图;
30.图4为本实用新型的接触器中作动系统与灭弧室分开设置的结构示意图;
31.图5为本实用新型的接触器中作动系统与灭弧室通过压合固联装置固联装配的结构示意图;
32.图6为本实用新型的压合固联装置的结构示意图;
33.图7为本实用新型的卡锁插榫与卡锁插槽的结构示意图;
34.图8为压合过程中卡锁插榫与卡锁插槽的结构示意图;
35.图9为压合到固定位置时卡锁插榫与卡锁插槽锁紧状态的结构示意图。
36.附图标记说明:
37.1、作动系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、卡锁插榫
ꢀꢀꢀꢀꢀꢀꢀ
111、齿状凸起
38.12、台阶面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、灭弧室
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、卡锁插槽
39.3、压合固联装置
ꢀꢀꢀꢀꢀꢀꢀꢀ
31、压头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311、通孔
40.32、导向柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33、底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
331、容纳定位槽
41.34、压合位置检测环
ꢀꢀꢀꢀꢀ
4、胶液
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5、激光封焊
具体实施方式
42.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
43.图1为现有技术中作动系统与灭弧室通过灌胶粘接固联的结构示意图,图2为现有技术中作动系统与灭弧室通过激光焊接固联的结构示意图。
44.如图3和4所示,为本实用新型提供的一种接触器中作动系统与灭弧室固联结构,包括卡锁插榫11与卡锁插槽21。其中,作动系统1上与灭弧室2的接触面设置有卡锁插榫11,灭弧室2上与作动系统1相对的接触面设置有卡锁插槽21。
45.灭弧室2腔体采用弹性非金属材料制成,具体是卡锁插槽21及其周围由弹塑性非金属材料制成,例如灭弧室2腔体可以采用尼龙材质。这样设置是为了使得灭弧室2的腔体为弹塑性内壁,压合过程能够发生弹塑形变。
46.如图7至9所示,卡锁插榫11的侧表面上设置有多级齿状凸起111,多级齿状凸起111沿斜外上方伸出,每级齿状凸起111下表面与下级齿状凸起111上表面组合构成灭弧室2弹性变形材料容纳沟。卡锁插榫11的多级齿状凸起111连线夹角角度α与卡锁插槽21的侧表面张开角度α相同。
47.本实用新型采用多级卡锁压合方式进行作动系统1和灭弧室2压合固联,只需使用机械压合操作,无需灌胶设备和激光焊接机,压合固联装置3即可保证压合到位,工艺简单,无过程控制要求,生产率及合格率大大提高。
48.本实用新型的多级卡锁结构相对于一般卡合结构,其固联强度大幅提高,且可根据强度需要选择相应的卡榫级数。试验结果表明,采用多级卡锁结构的固联结构强度优于灌胶粘接固联结构。为此,本实用新型中卡锁插榫11的多级齿状凸起111可以设置为三级卡锁结构或四级卡锁结构,对应卡锁插榫11侧表面上开出三个齿状凸起111与四个齿状凸起111,当然并不限于三级或四级卡锁结构,可以根据具体固联强度设置不同级数的齿状凸起111,进而满足不同强度的固联装配。
49.在本实用新型的进一步实施例中,作动系统1的金属件下方伸出设置有四个卡锁插榫11,灭弧室2上表面与卡锁插榫11对应位置处开出四个楔形卡锁插槽21。或者,还可以在作动系统1的金属件下方两侧对称伸出两个卡锁插榫11,对应地,在灭弧室2上表面与卡锁插榫11对应位置处开出两只楔形卡锁插槽21。或者,还可以在作动系统1与灭弧室2上分别对应设置相同数量的偶数个卡锁插榫11与卡锁插槽21,只要满足能够稳固固定作动系统1与灭弧室2即可。优选地选用四个卡锁插榫11与卡锁插槽21。
50.如图5和6所示,本实用新型提供的一种接触器中作动系统1与灭弧室2固联结构还可以包括压合固联装置3,该压合固联装置3包括压头31、导向柱32与底座33,底座33底部设置有容纳定位槽331,保证灭弧室2稳定安装在底座33上,容纳定位槽331用于安装并定位灭弧室2,底座33用于承受向下压合力;导向柱32固定设置在底座33的四周,导向柱32用于保持压头31向下压合和向上释放时与底座33始终对中;压头31用于容纳并定位作动系统1,使其保持向下对中,并在下压力作用下压合作动系统1与灭弧室2,压头31四周设置有通孔311,通孔311用于使导向柱32穿过实现压头31定位。
51.其中,压头31的轮廓与作动系统1的外形相匹配,压头31内部是中空的,压头31内部能容纳作动系统1,下压时压头31下表面压住作动系统的4个台阶面12(如图3和4所示),通过下压压头31实现将卡锁插榫11压入卡锁插槽21。其中,作动系统1的上表面避免与压头31内部空腔接触,以防止压合过程压伤作动系统1的零部件。并且,底座33上设置的容纳定位槽331与灭弧室2的下表面外形相匹配,这样设置可以使得在压合过程中保护作动系统1与灭弧室2的接触压合零件不发生损坏。
52.如图6所示,压合固联装置3还包括压合位置检测环34,压合位置检测环34固定设置在导向柱32上,压合位置检测环34用于检测作动系统1上的卡锁插榫11与灭弧室2上的卡锁插槽21压合位置,使得两者压合到固定位置并保护被压合零件不产生损伤。优选地,每个导向柱32上均设置有压合位置检测环34。该固定位置是卡锁插榫11与卡锁插槽21完全固定后的位置,下压至压合位置检测环34位置处撤销压力,完成作动系统1与灭弧室2的固联装配。同时,可以通过压合位置检测环34的位置来判断卡锁插榫11与卡锁插槽21是否固定完全,也可以保证作动系统1与灭弧室2不会因为压力不足未完全固联装配,也可以保证作动系统1与灭弧室2不会因为压力过大损坏作动系统1或灭弧室2。
53.如图5和6所示,通孔311数量设置为四个,导向柱32数量也设置为四个,通孔311对称分布在作动系统1的四周,导向柱32也对称分布在底座33的四周。
54.当作动系统1的卡锁插榫11向下压入灭弧室2的卡锁插槽21时,卡锁插榫11的多级齿状凸起111会同时接触卡锁插槽21的侧表面,以保证继续压合过程中多级齿状凸起111同时向两侧挤压卡锁插槽21侧表面;卡锁插槽21在受到卡锁插榫11的多级齿状凸起111挤压时,发生弹塑性形变,并在多级齿状凸起111向下滑移过程中进入多级齿状凸起111两侧材料容纳沟,形成对多级齿状凸起111的扣锁结构;撤销压合力后,卡锁插榫11的多级齿状凸起111被锁定在侧壁发生弹塑性变形的卡锁插槽21内,必须使用极大外力才能将其拔出,形成牢固的固联扣合结构。
55.在本实用新型的进一步实施例中,接触器中的作动系统1与灭弧室2还可以通过压合固联装置3进行装配连接,该压合固联装置3包括压头31、导向柱32与底座33,底座33底部安装并定位灭弧室2,底座33承受向下压合力;导向柱32固定设置在底座33的四周,导向柱
32保持压头31向下压合和向上释放时与底座33始终对中;压头31容纳并定位作动系统1,使其保持向下对中,并在下压力作用下压合作动系统1与灭弧室2,压头31四周设置有通孔311,通孔311使导向柱32穿过实现压头31定位。
56.上述压合固联装置3还包括压合位置检测环34,压合位置检测环34设置在导向柱32上,压合位置检测环34检测作动系统1上的卡锁插榫11与灭弧室2上的卡锁插槽21压合位置,使得压合到固定位置并保护被压合零件不产生损伤。
57.具体压合固联工艺方法如下:
58.(1)、对插定位:灭弧室2置入底座33,作动系统1置入压头31,沿导向柱32下压压头31,使作动系统1卡锁插榫11插入灭弧室2卡锁插槽21;
59.(2)、压合:下压压头31,使卡锁插榫11压入卡锁插槽21;
60.(3)、压合位置检测:压合位置检测环34检测压合位置(或采用光栅尺进行下压位移检测,或目视检测压合是否到位),如未压合到位,继续下压压头31,直到压合到位;
61.(4)、压合释放:停止下压压头31,沿导向柱32向上抬起压头31,取出压合到位的整件。
62.应当理解的是,本实用新型的上述具体实施方式仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1