固体电池的制造方法及固体电池与流程
1.本发明涉及一种固体电池的制造方法及固体电池。
背景技术:
2.一直以来,可反复充放电的二次电池被用于各种不同的用途。例如,二次电池被用作智能手机、笔记本电脑等电子设备的电源。
3.在该二次电池中,作为用于使离子移动的介质,一直以来使用有有机溶剂等液体的电解质(电解液)。然而,在使用电解液的二次电池中,存在电解液漏液等问题。故而,正在开发具有固体电解质来代替液体的电解质的固体电池。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2007-5279号公报
技术实现要素:
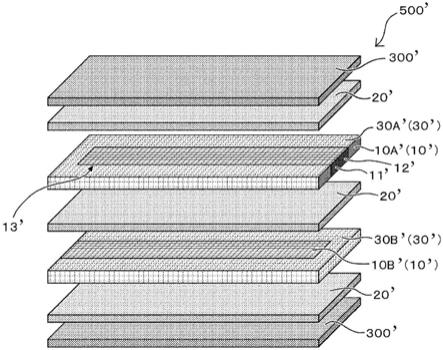
7.在此,作为固体电池的制造方法,包括:固体电池前体的形成工序和形成的固体电池前体的烧成工序。该固体电池前体500α’的形成工序包括:沿层叠方向依次层叠正极层片材10aα’、固体电解质层片材20α’、及负极层片材10bα’;以及设置以围绕正极层片材10aα’及负极层片材10bα’各自的外缘部的端子非连接部分的方式相接的固体电解质部片材及绝缘部片材的至少一者(参见图3)。
8.本技术发明人等最新发现,在实施上述固体电池前体500α’的烧成工序时可能会产生以下的问题。
9.具体而言,固体电池前体500α’的组件的热膨胀系数因材料特性的差异而可以不同。特别是,由于固体电解质部片材及绝缘部片材的至少一者30α’以与电极层片材10α’(正极层片材10aα’/负极层片材10bα’)的外缘部相接的方式设置,因此,由于端子非连接部分接触片材30α’中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数与电极层片材10α’中所含的电极材料的热膨胀系数的差异,电极层片材10α’的外缘部11α’的端子非连接部分13α’与端子非连接部分接触片材30α’的接触区域会产生应力。故而,由于该应力,在固体电池前体500α’的烧成工序期间,会在电极层片材10α’与端子非连接部分接触片材30α’的接触区域产生裂纹40α’。其结果可能导致无法适当地实施最终得到的固体电池的充放电。
10.本发明是鉴于上述情况而完成的。即,本发明的主要目的在于提供可以适当地抑制制造时产生裂纹的固体电池的制造方法及由该制造方法得到的固体电池。
11.为了实现上述目的,在本发明的一种实施方式中,提供一种固体电池的制造方法,包括:
12.固体电池前体的形成工序和所述固体电池前体的烧成工序,所述固体电池前体的形成工序包括:
13.沿层叠方向依次层叠正极层片材、固体电解质层片材、及负极层片材;以及
14.以与所述正极层片材及所述负极层片材各自的外缘部的端子非连接部分相接的方式设置端子非连接部分接触片材,
15.作为所述端子非连接部分接触片材,使用所述端子非连接部分接触片材中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数相对于所述正极层片材及所述负极层片材的至少一者的电极层片材中所含的电极材料的热膨胀系数的比率为0.7以上且低于1.5的片材。
16.为了实现上述目的,在本发明的一种实施方式中,提供一种固体电池,
17.沿层叠方向具备至少一个电池构成单元,所述电池构成单元具备正极层、负极层、及夹设于该正极层和该负极层之间的固体电解质层,
18.所述正极层及所述负极层分别至少包括电极材料层,
19.所述正极层及所述负极层各自的外缘部包括与活性物质低含量部相接的端子非连接部分,
20.所述活性物质低含量部的热膨胀系数相对于所述正极层及所述负极层的至少一者的热膨胀系数的比率为0.7以上且低于1.5。
21.根据本发明的一种实施方式,可以适当地抑制制造时产生裂纹。
附图说明
22.图1是本发明的一种实施方式中的固体电池的制造方法的示意图。
23.图2是示意性示出本发明的一种实施方式中的固体电池的解体立体图。
24.图3是固体电池的现有的制造方法的示意图。
具体实施方式
25.在对本发明的一种实施方式中的固体电池进行说明之前,预先对固体电池的基本构成进行说明。本说明书中所述的“固体电池”广义上是指其组件由固体构成的电池,狭义上是指其组件(特别是全部组件)由固体构成的全固体电池。在某一优选方案中,本发明的固体电池是层叠型固体电池,其配置为形成电池构成单元的各层彼此层叠,优选这样的各层由烧结体形成。本说明书中所述的“固体电池”不仅可以包括可反复充电及放电的二次电池,也包括仅可进行放电的一次电池。在本发明的某一优选方案中,固体电池为二次电池。“二次电池”并不过分拘泥于其的名称,也可以包括例如蓄电器件等。
26.本说明书中所述的“剖视观察”是指,从相对于基于构成固体电池的电极材料层的层叠方向的厚度方向大致垂直的方向观察固体电池时的状态。本说明书中所述的“俯视观察”是指,沿基于构成固体电池的电极材料层的层叠方向的厚度方向从上侧或下侧观察固体电池时的状态。本说明书中直接或间接使用的“上下方向”及“左右方向”分别相当于图中的上下方向及左右方向。只要没有特别说明,则相同符号或记号表示相同部件及部位或相同含义的内容。在某一优选方案中,可以理解为,铅直方向向下(即,重力作用的方向)相当于“下方向”,其反向相当于“上方向”。
27.[固体电池的基本构成]
[0028]
固体电池采用沿层叠方向至少设有一个电池构成单元的构成,电池构成单元具备
相互对置的正极层、负极层、及夹设在正极层与负极层之间的固体电解质层。详细而言,固体电池采用了正极层、固体电解质层及负极层一体烧结而成的构成。
[0029]
正极层至少具有正极材料层而成,还可以进一步额外具有正极集流体层而成。在该情况下,正极集流体层的至少单面上可以设有正极材料层。正极材料层由包括正极活性物质粒子和固体电解质粒子的烧结体构成。负极层至少具有负极材料层而成,还可以进一步额外具有负极集流体层而成。在该情况下,负极集流体层的至少单面上可以设有负极材料层。负极材料层由包括负极活性物质粒子和固体电解质粒子的烧结体构成。
[0030]
正极层及/或负极层可以包括导电助剂。作为正极层及负极层中所含的导电助剂,能够列举:选自银、钯、金、铂、铝、铜及镍等金属材料、以及碳等中的至少一种。碳不易与正极活性物质、负极活性物质及固体电解质材料等进行反应,对降低固体电池的内阻有效,因此在这方面其是优选的,但并不作特别限定。
[0031]
并且,正极层及/或负极层可以包括烧结助剂。作为烧结助剂,能够列举:选自由锂氧化物、钠氧化物、钾氧化物、氧化硼、及氧化硅构成的组中的至少一种。
[0032]
正极材料层中所含的正极活性物质及负极材料层中所含的负极活性物质是在固体电池中参与电子授受的物质,通过活性物质中所含的离子在正极和负极之前移动(传导)进行电子的授受来实现充放电。正极材料层及负极材料层特别优选为能够吸留及释放锂离子的层。即,优选为锂离子经由固体电解质层在正极和负极之间移动以进行电池的充放电的固体二次电池。
[0033]
(正极集流体/负极集流体)
[0034]
正极集流体及负极集流体分别可以具有箔的形式,但从降低一体烧成制造固体电池的成本及降低固体电池的内阻等的观点出发,也可以具有烧结体的形式。需要指出,在正极集流体及负极集流体具有烧结体的形式的情况下,可以由包含导电助剂及烧结助剂的烧结体构成。正极集流体及负极集流体中所含的导电助剂可以选自例如与正极层及负极层中可以包含的导电助剂相同的材料。正极集流体及负极集流体中所含的烧结助剂可以选自例如与正极层及负极层中可以包含的烧结助剂相同的材料。
[0035]
(正极活性物质)
[0036]
作为正极材料层中所含的正极活性物质,可列举例如:选自由具有钠超离子导体型结构的含锂磷酸化合物、具有橄榄石型结构的含锂磷酸化合物、含锂层状氧化物、及具有尖晶石型结构的含锂氧化物等构成的组中的至少一种。作为具有钠超离子导体型结构的含锂磷酸化合物的一例,可列举li
3v2
(po4)3等。作为具有橄榄石型结构的含锂磷酸化合物的一例,可列举:lifepo4、limnpo4等。作为含锂层状氧化物的一例,可列举:licoo2、lico
1/3
ni
1/3
mn
1/3
o2等。作为具有尖晶石型结构的含锂氧化物的一例,可列举:li
mn2
o4、li
ni0.5mn1.5
o4等。
[0037]
(负极活性物质)
[0038]
作为负极材料层中所含的负极活性物质,可列举例如选自由如下物质构成的组中的至少一种:包含选自由ti、si、sn、cr、fe、nb、及mo构成的组中的至少一种元素的氧化物、石墨-锂化合物、锂合金、具有钠超离子导体型结构的含锂磷酸化合物、及具有尖晶石型结构的含锂氧化物等。作为锂合金的一例,可列举li-al等。作为具有钠超离子导体型结构的含锂磷酸化合物的一例,可列举li
3v2
(po4)3等。作为具有尖晶石型结构的含锂氧化物的一
例,可列举li
4ti5o12
等。
[0039]
(固体电解质材料)
[0040]
作为固体电解质层、正极材料层、及/或负极材料层中可以包含的固体电解质粒子的材料(即固体电解质材料),可列举例如:具有钠超离子导体结构的含锂磷酸化合物、具有钙钛矿结构的氧化物、具有石榴石型或类石榴石型结构的氧化物等。作为具有钠超离子导体结构的含锂磷酸化合物,可列举li
xmy
(po4)3(1≤x≤2,1≤y≤2,m为选自由ti、ge、al、ga及zr构成的组中的至少一种)。作为具有钠超离子导体结构的含锂磷酸化合物的一例,可列举例如:li
1.2
al
0.2
ti
1.8
(po4)3等。作为具有钙钛矿结构的氧化物的一例,可列举la
0.55
li
0.35
tio3等。作为具有石榴石型或类石榴石型结构的氧化物的一例,可列举li7la3zr2o
12
等。固体电解质层还可以包含烧结助剂。固体电解质层中所含的烧结助剂选自例如与正极层及负极层中可以包含的烧结助剂相同的材料。
[0041]
(端子)
[0042]
固体电池上通常设有端面。特别是,在固体电池的侧面设有端面。更具体而言,设有与正极层连接的正极端子和与负极层连接的负极端子。这样的端子优选包含导电率大的材料而成。端子的具体材质没有特别限制,能够列举选自由银、金、铂、铝、铜、锡及镍构成的组中的至少一种。
[0043]
(保护层)
[0044]
另外,除端子外,可以进一步设有覆盖至少一个电池构成单元的外表面的至少一部分的保护层。保护层形成于固体电池的最外侧,用于进行电气、物理、化学保护。作为构成保护层的材料,优选其绝缘性、耐久性、耐湿性优异,且对环境安全。优选使用例如玻璃、陶瓷、热固化性树脂、光固化性树脂等。
[0045]
[本发明的固体电池的制造方法]
[0046]
以下,基于固体电池的基本构成对本发明的一种实施方式中的固体电池的制造方法进行说明。
[0047]
本技术发明人等对可以适当地抑制制造固体电池时产生裂纹的解决方案进行了潜心探讨。其结果,本技术发明人等基于“制造固体电池时,使用热膨胀系数经调节的端子非连接部分接触片材”这一技术构思提出了本发明的一种实施方式中的制造方法。
[0048]
具体而言,本技术发明人等基于“制造固体电池时,将端子非连接部分接触片材中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数相对于电极层片材中所含的电极材料的热膨胀系数的比率限定在规定范围内”这一技术构思提出了本发明的一种实施方式中的制造方法。
[0049]
本说明书中所述的“端子非连接部分接触片材”是指包括包含绝缘性材料的绝缘部片材及包含固体电解质材料的固体电解质部片材的至少一者的片材。本说明书中所述的“电极材料”广义上是指构成作为最终得到的固体电池的组件的电极层的材料,狭义上是指构成作为电极层的组件的包含电极活性物质的电极材料层的材料。本说明书中所述的“活性物质低含量部”是指活性物质的含有率为0体积%以上且低于30体积%的绝缘部及固体电解质部的至少一者。本说明书中所述的“绝缘部”是指包含绝缘性材料的部分。本说明书中所述的“固体电解质部”是指包含固体电解质材料的部分。
[0050]
制造固体电池时,以与电极层片材的外缘部的端子非连接部分相接的方式设置端
子非连接部分接触片材,这将在后文叙述。端子非连接部分接触片材中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数与电极层片材中所含的电极材料的热膨胀系数可以不同。故而,由此,在固体电池前体(也称为未烧成层叠体)的烧成工序中,会在电极层片材的外缘部的端子非连接部分与端子非连接部分接触片材的接触区域产生应力。
[0051]
关于这一点,根据上述技术构思,将端子非连接部分接触片材中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数相对于电极层片材中所含的电极材料的热膨胀系数的比率限制在规定范围内(具体而言为0.7以上且低于1.5)。由此,能够限制电极层片材的热膨胀系数与端子非连接部分接触片材的热膨胀系数的差异。其结果,在固体电池前体的烧成工序期间能够缓解电极层片材的外缘部的端子非连接部分与端子非连接部分接触片材的接触区域所产生的应力,进而能够抑制烧成工序完成时产生裂纹。因而,最终能够得到抑制了裂纹产生的固体电池。
[0052]
以下,对本发明的一种实施方式中的固体电池的制造方法进行具体地说明。需要指出,本制造方法仅为一例,并不排除使用其它方法(丝网印刷法等)的情况。
[0053]
本发明的一种实施方式中的固体电池能够使用利用生片的生片法来制造。在一种案中,能够在通过生片法形成规定的层叠体之后,最终制造本发明的一种实施方式中的固体电池。需要指出,虽然以下将以该方案为前提进行说明,但并不限定于此,也可以通过丝网印刷法等来形成规定的层叠体。
[0054]
(固体电池前体(未烧成层叠体)的形成工序)
[0055]
首先,在各基材(例如pet薄膜)上涂覆固体电解质层用浆料、正极材料层用浆料、正极集流体层用浆料、负极材料层用浆料、负极集流体层用浆料、及保护层用浆料。
[0056]
各浆料能够通过将适当选自由正极活性物质、负极活性物质、导电性材料、固体电解质材料、绝缘性物质、及烧结助剂构成的组中的各层的规定的构成材料、及将有机材料溶解于溶剂而成的有机载体进行湿法混合来制作。正极材料层用浆料包含例如正极活性物质、导电材料、固体电解质材料、有机材料及溶剂。负极材料层用浆料包含例如负极活性物质、导电材料、固体电解质材料、有机材料及溶剂。作为正极集流体层用浆料/负极集流体层用浆料,可以从由例如银、钯、金、铂、铝、铜、及镍构成的组中选择至少一种。固体电解质层用浆料及后述的固体电解质部浆料包含例如固体电解质材料、烧结助剂、有机材料及溶剂。保护层用浆料包含例如绝缘性物质材料、有机材料及溶剂。绝缘部浆料包含例如绝缘性材料、有机材料及溶剂。固体电解质部浆料包含例如固体电解质材料、烧结助剂、有机材料及溶剂。
[0057]
湿法混合中能够使用介质,具体而言,能够使用球磨法或粘磨法(viscomill法)等。另一方面,也可以使用不利用介质的湿法混合方法,能够使用砂磨法、高压均质机法或混炼机分散法等。
[0058]
将规定的固体电解质材料、烧结助剂、及溶剂中溶解有机材料而成的有机载体进行湿法混合,由此能够制作规定的固体电解质层用浆料及固体电解质部浆料。作为固体电解质粒子的材料(即固体电解质材),可列举例如:具有钠超离子导体结构的含锂磷酸化合物、具有钙钛矿结构的氧化物、具有石榴石型或类石榴石型结构的氧化物等。
[0059]
作为正极材料层用浆料中所含的正极活性物质材料,可以从由例如具有钠超离子导体型结构的含锂磷酸化合物、具有橄榄石型结构的含锂磷酸化合物、含锂层状氧化物、及
具有尖晶石型结构的含锂氧化物等构成的组中选择至少一种。
[0060]
作为后述的绝缘部浆料中所含的绝缘性材料,其可以由例如玻璃材料、陶瓷材料等构成。作为保护层用浆料中所含的绝缘性物质材料,优选使用选自由例如玻璃材料、陶瓷材料、热固化性树脂材、光固化性树脂材等构成的组中的至少一种。
[0061]
浆料中所含的有机材料不受特别限定,能够使用选自由聚乙烯醇缩醛树脂、纤维素树脂、聚丙烯酸树脂、聚氨酯树脂、聚醋酸乙烯酯树脂及聚乙烯醇树脂等构成的组中的至少一种高分子材料。溶剂只要可以溶解上述有机材料,则不受特别限定,能够使用例如甲苯及/或乙醇等。
[0062]
作为负极材料层用浆料中所含的负极活性物质材料,从由例如包括选自由ti、si、sn、cr、fe、nb、及mo构成的组中的至少一种元素的氧化物、石墨-锂化合物、锂合金、具有钠超离子导体型结构的含锂磷酸化合物、具有橄榄石型结构的含锂磷酸化合物、及具有尖晶石型结构的含锂氧化物等构成的组中选择至少一种。
[0063]
烧结助剂可以为选自由锂氧化物、钠氧化物、钾氧化物、氧化硼、及氧化硅构成的组中的至少一种。
[0064]
将涂覆的浆料在加热至30~50℃的热板上干燥,从而在基材(例如pet薄膜)上分别形成具有规定厚度的固体电解质层片材、包括正极材料层的正极层片材、及包括负极材料层的负极层片材。需要指出,在本说明书中,集流体并不是必要的组件,因此可以将至少包括电极材料层的片材表示为电极层片材。
[0065]
接着,从基材上剥离各片材。剥离后,沿层叠方向依次层叠电池构成单元的各组件的片材(参见图1)。具体而言,沿层叠方向依次层叠正极层片材10a’、固体电解质层片材20’、及负极层片材10b’。
[0066]
在该层叠阶段,按照俯视观察中与电极层片材10’的外缘部11’部分相接的方式,通过丝网印刷在电极层片材10’的侧部区域设置固体电解质部片材、绝缘部片材等端子非连接部分接触片材30’。具体而言,以与电极层片材10’的外缘部11’中除后方连接有端子的部分12’之外的端子非连接部分13’相接的方式设置端子非连接部分接触片材30’。另外,按照俯视观察中围绕电极层片材10’的外缘部11’的端子非连接部分13’的方式设置端子非连接部分接触片材。即,以与电极层片材10’的外缘部11’的端子非连接部分13’相接并围绕端子非连接部分13’的方式设置端子非连接部分接触片材。
[0067]
更具体而言,以与电极层片材10’的外缘部11’中的端子非连接部分13’相接的方式设置“经热膨胀系数调节”的端子非连接部分接触片材30’。特别是,在本发明的一种实施方式中,设置“端子非连接部分接触片材30’中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数相对于电极层片材10’中所含的电极材料的热膨胀系数的比率被限定在规定范围内(0.7以上且低于1.5)”的端子非连接部分接触片材30’。
[0068]
需要指出,以使用绝缘部片材作为端子非连接部分接触片材30’的情况为例,通过在作为上述绝缘部浆料的构成材料的玻璃材料中加入各种陶瓷材料,能够将热膨胀系数控制在所需的值或范围内。
[0069]
另外,在制作电极层片材的阶段,作为电极材料层用浆料的构成材料,除活性物质、导电材料、固体电解质材料、有机材料及溶剂之外,可以进一步加入绝缘性材料。或者可以调节作为电极材料层用浆料的构成材料的、活性物质、导电材料、固体电解质材料、有机
材料及溶剂各自的材料比率。综上所述,同样也能够将电极层片材中所含的电极材料的热膨胀系数控制为所需的值或范围。需要指出,从避免最终得到的固体电池的能量密度降低的观点出发,更优选以不会降低电极材料层用浆料中所含的活性物质的含有比率的方式来进行调节。
[0070]
接下来,优选实施利用规定压力(例如约50~约100mpa)进行的热压合、和随后的在规定压力(例如约150~约300mpa)下进行的各向同性压制。综上所述,能够形成规定的固体电池前体500’(未烧成层叠体)。
[0071]
(烧成工序)
[0072]
对得到的规定的固体电池前体500’(未烧成层叠体)进行烧成。该烧成通过在氮气气氛中以例如600℃~1000℃加热来实施。
[0073]
在此,端子非连接部分接触片材30’中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数与电极层片材10’中所含的电极材料的热膨胀系数可以不同。故而,由此,在固体电池前体500’(也称为未烧成层叠体)的烧成工序中,能够在电极层片材10’的外缘部11’的端子非连接部分13’与端子非连接部分接触片材30’的接触区域产生应力。
[0074]
关于这一点,在本发明的一种实施方式中,端子非连接部分接触片材30’中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数相对于电极层片材10’中所含的电极材料的热膨胀系数的比率被限定在规定范围内(具体而言0.7以上且低于1.5)。由此,能够限制电极层片材10’的热膨胀系数与端子非连接部分接触片材30’的热膨胀系数的差异。其结果,能够缓和在电极层片材的外缘部11’的端子非连接部分13’与端子非连接部分接触片材的接触区域所产生的应力。
[0075]
接下来,在得到的层叠体上添加端子。端子被设为可与正极层和负极层分别电连接。优选通过例如溅射等来形成端子。作为端子,优选其由选自银、金、铂、铝、铜、锡、及镍中的至少一种构成,但并不特别限定于此。并且,优选通过溅射、喷涂等以不会覆盖端子的程度设置保护层300’。
[0076]
综上所述,能够适当地制造本发明的一种实施方式中的固体电池。
[0077]
如上所述,在本发明的一种实施方式中的制造方法中,在烧成工序中设置“端子非连接部分接触片材30’中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数相对于电极层片材10’中所含的电极材料的热膨胀系数的比率被限定在规定范围内(0.7以上且低于1.5)”的端子非连接部分接触片材30’。作为其结果,能够缓和烧成工序期间在电极层片材的外缘部11’的端子非连接部分13’与端子非连接部分接触片材的接触区域所产生的应力。其结果,能够抑制烧成工序完成时产生裂纹。因而,最终能够得到抑制了产生裂纹的固体电池,能够使用该固体电池适当地实施充放电。
[0078]
[本发明的固体电池]
[0079]
根据上述制造方法得到的本发明的一种实施方式中的固体电池500具有下述技术特征(参见图2)。
[0080]
如图2所示,本发明的一种实施方式中的固体电池500沿层叠方向具备至少一个电池构成单元100,电池构成单元100具备正极层10a、负极层10b、及夹设在正极层10a与负极层10b之间的固体电解质层20。正极层10a包括正极材料层,负极层10b包括负极材料层。
[0081]
正极层10a具有与固体电解质层20对置的主面部、和沿相对于该主面部的延伸方
向大致垂直的方向延伸的外缘部11a而成。该外缘部11a包括端子连接部分12a、和被正极活性物质低含量部30a(活性物质低含量部30)围绕的端子非连接部分13a。
[0082]
负极层10b具有与固体电解质层20对置的主面部、和沿相对于该主面部的延伸方向大致垂直的方向延伸的外缘部11b而成。该外缘部11b包括外部端子连接部分12b、和被正极活性物质低含量部30b(活性物质低含量部30)围绕的端子非连接部分13b。
[0083]
即,电极层10(正极层10a/负极层10b)具有与固体电解质层20对置的主面部、和沿相对于该主面部的延伸方向大致垂直的方向延伸的外缘部11而成。该外缘部11包括端子连接部分12、和被活性物质低含量部30围绕的端子非连接部分13。
[0084]
需要指出,经过上述制造中途的烧成工序之后,电极层片材10’中可以包含的溶剂及端子非连接部分接触片材30’中可以包含的溶剂等挥发。故而,制造中途电极层片材中所含的电极材料的热膨胀系数和端子非连接部分接触片材中所含的固体电解质材料及绝缘性材料的至少一者的热膨胀系数分别与制造完成后的电极层(具体而言电极材料层)的热膨胀系数和活性物质低含量部的热膨胀系数相对应。故而,在最终得到的固体电池500中,活性物质低含量部30的热膨胀系数相对于电极层10(具体而言,电极层中所含的电极材料层)的热膨胀系数的比率被限定在规定范围内(具体而言0.7以上且低于1.5)。由此,使用电池时能够限制电极层10(与烧成完成时的电极层片材10’相对应)的热膨胀系数与活性物质低含量部30(与烧成完成时的端子非连接部分接触片材30’相对应)的热膨胀系数的差异。因此,如制法一栏所述,通过抑制制造中途产生裂纹,不仅能够使用得到的固体电池500适当地开始充放电,还能够适当地持续进行该充放电。
[0085]
实施例
[0086]
比较例
[0087]
首先,对比较例1~9进行说明。
[0088]
(固体电池前体(未烧成层叠体)的形成工序)
[0089]
首先,分别准备作为电池构成单元的组件的正极层片材、固体电解质层片材、及负极层片材。在比较例中,作为正极层片材及/或负极层片材,使用电极层1~3(参见表1)。需要指出,表1内的lagp表示li
1.5
al
0.5
ge
1.5
(po4)3。准备各片材之后,沿层叠方向依次层叠电池构成单元的各组件即正极层片材、固体电解质层片材、及负极层片材。
[0090]
在该层叠阶段,通过丝网印刷在电极层片材的侧部区域设置端子非连接部分接触片材(具体而言绝缘部片材)。具体而言,以与电极层片材的外缘部中除连接有端子的部分之外的端子非连接部分相接的方式设置绝缘部片材。在比较例中,作为绝缘部片材,使用绝缘部片材1、4~8。
[0091]
接着,实施利用规定压力(75mpa)进行的热压合、和随后的在规定压力(200mpa)下进行的各向同性压制。综上所述,形成固体电池前体(未烧成层叠体)。
[0092]
(烧成工序)
[0093]
接着,对得到的固体电池前体(未烧成层叠体)进行烧成。该烧成通过在氮气气氛中以750℃加热来实施。烧成后,在得到的层叠体上设置端子及保护层,保护层以不会覆盖端子的程度设置。
[0094]
综上所述,制得比较例中的固体电池。接下来,分别准备十个各比较例中得到的电池单体,并将各电池单体用树脂包埋,并观察研磨截面。最后,根据十个中的合格产品数求
得合格率。
[0095]
其结果,如表1所示可知,在作为固体电池的组件的“包含绝缘性材料作为主成分的绝缘部的热膨胀系数相对于包含电极材料(相当于由活性物质、导电材料、及固体电解质材料构成的部件)作为主成分的电极层的热膨胀系数的比率低于0.7(具体而言0.6)”的比较例8中,合格率为30%。另外还可知,在作为固体电池的组件的“包含绝缘性材料作为主成分的绝缘部的热膨胀系数相对于包含电极材料作为主成分的电极层的热膨胀系数的比率大于1.5(具体而言1.6以上)”的比较例1~7及9中,合格率为30%以下。
[0096]
(表1)
[0097][0098]
实施例
[0099]
接着,对实施例1~15进行说明。需要指明,用于得到固体电池的工艺与上述比较例中的工艺相同。
[0100]
(固体电池前体(未烧成层叠体)的形成工序)
[0101]
首先,分别准备作为电池构成单元的组件的正极层片材10a’、固体电解质层片材20’、及负极层片材10b’。在本实施例中,作为正极层片材10a’及/或负极层片材10b’,使用电极层1~3(参见表2)。需要指出,表2内的lagp表示li
1.5
al
0.5
ge
1.5
(po4)3。准备各片材后,沿
层叠方向依次层叠电池构成单元的各组件即正极层片材10a’、固体电解质层片材20’、及负极层片材10b’。
[0102]
在该层叠阶段,通过丝网印刷在电极层片材10’的侧部区域设置端子非连接部分接触片材(具体而言绝缘部片材)30’。具体而言,以与电极层片材10’的外缘部11’中除连接端子的部分12’之外的端子非连接部分13’相接的方式设置绝缘部片材。在本实施例中,作为绝缘部片材,使用绝缘部片材1~6、8。
[0103]
接着,实施通过规定压力(75mpa)进行的热压合、和随后的在规定压力(200mpa)下进行的各向同性压制。综上所述,形成固体电池前体500’(未烧成层叠体)。
[0104]
(烧成工序)
[0105]
接着,对得到的固体电池前体500’(未烧成层叠体)进行烧成。该烧成通过在氮气气氛中以750℃加热来实施。烧成后,在得到的层叠体上设置端子及保护层,保护层以不覆盖端子的程度设置。
[0106]
综上所述,制得本发明的一种实施方式中的固体电池。接下来,分别准备十个各实施例中得到的电池单体,将各电池单体用树脂包埋,并观察研磨截面。最后,根据十个中的合格产品数求得合格率。
[0107]
其结果,如表2所示可知,在得到的作为本发明的一种实施方式中的固体电池的组件的“包含绝缘性材料作为主成分的绝缘部的热膨胀系数相对于包含电极材料(相当于由活性物质、导电材料、及固体电解质材料构成的部件)作为主成分的电极层10的热膨胀系数的比率为0.7以上且低于1.5”的实施例1~15中,合格率为70%以上。具体而言可知,在该比率为0.7以上且1.4以下的情况下,合格率为70%以上。另外还可知,在该比率为0.8以上且1.4以下的情况下,合格率为80%以上。在该比率为0.9以上且1.4以下的情况下,合格率为90%以上。在该比率为0.9以上且1.2以下的情况下,合格率为100%。
[0108]
(表2)
[0109][0110]
由以上内容可知,通过将绝缘部的热膨胀系数相对于电极层10的热膨胀系数的比率限定在规定范围内(具体而言0.7以上且低于1.5),与比较例相比,合格率的比例提高。需要指出,虽然在本实施例中使用了绝缘部片材,但并不限定于此,也可以使用固体电解质部
片材。
[0111]
以上,对本发明的一种实施方式进行了说明,但仅仅是示例了本发明的应用范围中的典型例而已。因此,本发明并不限定于此,本领域技术人员可以容易理解,能够进行各种变化。
[0112]
工业适用性
[0113]
本发明的一种实施方式中的二次电池能够用于需要蓄电的各种不同领域。本发明的一种实施方式中的二次电池、特别是非水电解质二次电池能够用于使用移动设备等的电气、信息及通信领域(例如,手机、智能手机、笔记本电脑及数码相机、活动量计、arm电脑、电子纸等移动设备领域)、家庭/小型工业用途(例如,电动工具、高尔夫球车、家庭用、护理用及工业用机器人的领域)、大型工业用途(例如,叉车、电梯、港口起重机的领域)、交通系统领域(例如,混合动力汽车、电动汽车、公交车、电车、电动助力自行车、电动摩托车等领域)、电力系统用途(例如,各种发电、负载调节器、智能电网、普通户装型蓄电系统等领域)、医疗用途(入耳式助听器等医疗用设备领域)、医疗用途(服用管理系统等领域)、以及iot领域、太空及深海用途(例如,太空探测器、潜水考察船等领域)等,但这些仅为示例。
[0114]
符号说明
[0115]
500
ꢀꢀ
固体电池
[0116]
500’、500α
’ꢀꢀ
固体电池的前体
[0117]
300、300α
’ꢀꢀ
外装
[0118]
300
’ꢀꢀ
外装的前体
[0119]
100
ꢀꢀ
电池构成单元
[0120]
30
ꢀꢀ
活性物质低含量部
[0121]
30’,30α
’ꢀꢀ
端子非连接部分接触片材
[0122]
30a
ꢀꢀ
正极活性物质低含量部
[0123]
30a’、30aα
’ꢀꢀ
端子非连接部分接触片材
[0124]
30b
ꢀꢀ
负极活性物质低含量部
[0125]
30b’、30bα
’ꢀꢀ
端子非连接部分接触片材
[0126]
20
ꢀꢀ
固体电解质层
[0127]
20’、20α
’ꢀꢀ
固体电解质层的前体
[0128]
13、13a、13b、13
’ꢀꢀ
外缘部(端子非连接部分)
[0129]
12、12a、12b、12
’ꢀꢀ
外缘部(端子连接部分)
[0130]
11
ꢀꢀ
电极层的外缘部
[0131]
11a
ꢀꢀ
正极层的外缘部
[0132]
11b
ꢀꢀ
负极层的外缘部
[0133]
11
’ꢀꢀ
电极层前体的外缘部
[0134]
10
ꢀꢀ
电极层
[0135]
10’、10α
’ꢀꢀ
电极层的前体
[0136]
10a
ꢀꢀ
正极层
[0137]
10a’、10aα
’ꢀꢀ
正极层前体
[0138]
10b
ꢀꢀ
负极层
[0139]
10b’、10bα
’ꢀꢀ
负极层前体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1