全固态电池及其制造方法与流程
1.本发明涉及全固态电池及其制造方法。
背景技术:
2.全固态电池由于在部件中不含可燃性的液体,因此具有较高的安全性。例如公开有通过将全固态电池形成为层叠结构,而能够实现小型芯片化、基板安装等的技术(例如,参照专利文献1、2)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2011
‑
216235号公报
6.专利文献2:日本特开2015
‑
220106号公报
技术实现要素:
7.发明要解决的技术问题
8.在全固态电池中,可以考虑在电极内作为导电助剂等使用碳材料。但是,当在电极内添加碳材料时,电极的机械强度有可能降低。另一方面,从提高容量密度或响应性等电池特性的观点考虑,希望将电极形成得较厚。但是,当机械强度较低的电极形成得较厚时,全固态电池整体的机械强度也有可能降低。
9.本发明是鉴于上述技术问题而完成的,其目的在于提供一种全固态电池及其制造方法,能够确保电池特性和机械强度这两者。
10.用于解决技术问题的技术方案
11.本发明的全固态电池的特征在于,包括:层叠结构,其交替地层叠有多个固体电解质层和包含电极活性物质以及碳材料的多个内部电极,上述层叠结构具有大致长方体形状,并且上述层叠结构以多个上述内部电极交替地露出于上述大致长方体形状的不同的两个面的方式形成;和覆盖层,其设置于上述层叠结构的层叠方向的上表面和下表面,上述内部电极的厚度在上述固体电解质层的厚度以上,上述固体电解质层和上述覆盖层的维氏硬度高于上述内部电极的维氏硬度。
12.在上述全固态电池中,上述固体电解质层的维氏硬度(hv)可以为300以上。
13.在上述全固态电池中,上述覆盖层的维氏硬度(hv)可以为280以上。
14.在上述全固态电池中,上述覆盖层可以以无机材料为主成分。
15.在上述全固态电池中,上述固体电解质层中含有的固体电解质可以具有nasicon型晶体结构。
16.本发明的全固态电池的制造方法,其特征在于,包括以下工序:准备层叠体的工序,上述层叠体包括层叠部分和覆盖片,上述层叠部分层叠有固体电解质生片和为上述固体电解质生片的厚度以上的内部电极用膏的图案,上述固体电解质生片包含固体电解质和烧结助剂,上述内部电极用膏包含电极活性物质和碳材料,上述覆盖片配置于上述层叠部
分的层叠方向的上表面和下表面且包含烧结助剂;和烧制上述层叠体的工序,该制造方法中,调节上述固体电解质生片和上述覆盖片中的上述烧结助剂的添加量,使得通过烧制上述固体电解质生片获得的固体电解质层和通过烧制上述覆盖片获得的覆盖层的维氏硬度高于通过烧制上述内部电极用膏获得的内部电极的维氏硬度。
17.在上述全固态电池的制造方法中,上述固体电解质生片中的上述烧结助剂的添加量可以为0.3mol%以上,上述覆盖片中的上述烧结助剂的添加量可以为0.3mol%以上。
18.发明效果
19.依据本发明,提供能够确保电池特性和机械强度两者的全固态电池及其制造方法。
附图说明
20.图1是表示全固态电池的基本结构的示意性截面图。
21.图2是实施方式的全固态电池的示意性截面图。
22.图3是另一全固态电池的示意性截面图。
23.图4是例示全固态电池的制造方法的流程的图。
24.图5(a)和图5(b)是例示层叠工序的图。
25.附图标记的说明
26.10 第一内部电极
27.11 第一集电体层
28.20 第二内部电极
29.21 第二集电体层
30.30 固体电解质层
31.40a 第一外部电极
32.40b 第二外部电极
33.50 覆盖层
34.51 固体电解质生片
35.52 内部电极用膏
36.53 反图案
37.54 覆盖片
38.55 外部电极用膏
39.60 层叠片
40.100、100a 全固态电池。
具体实施方式
41.以下,参照附图关于实施方式进行说明。
42.(实施方式)
43.图1是表示全固态电池100的基本结构的示意性截面图。如图1中所例示,全固态电池100具有由第一内部电极10和第二内部电极20夹着固体电解质层30的结构。第一内部电极10形成在固体电解质层30的第一主面上。第二内部电极20形成在固体电解质层30的第二
主面上。
44.在使用全固态电池100作为二次电池的情况下,将第一内部电极10和第二内部电极20中的一者作为正极使用,将另一者作为负极使用。在本实施方式中,作为一例,将第一内部电极10作为正极使用,将第二内部电极20作为负极使用。
45.固体电解质层30以具有离子传导性的固体电解质为主成分。固体电解质层30的固体电解质例如是具有锂离子传导性的氧化物类的固体电解质。该固体电解质例如是具有nasicon结构的磷酸盐类固体电解质。具有nasicon结构的磷酸盐类固体电解质具有高导电率并且具有在大气中稳定的性质。磷酸盐类固体电解质例如是含有锂的磷酸盐。该磷酸盐不是特别限定的物质,例如能够举例与ti的复合磷酸锂盐(例如liti2(po4)3)等。另外,也能够将ti的一部分或者全部置换为ge、sn、hf、zr等的4价过渡金属。另外,为了使li含量增加,也可以一部分ti置换为al、ga、in、y、la等的3价过渡金属。更具体而言,例如能够举例li
1+x
al
x
ge2‑
x
(po4)3或li
1+x
al
x
zr2‑
x
(po4)3、li
1+x
al
x
ti2‑
x
(po4)3等。例如,优选预先添加了过渡金属的li
‑
al
‑
ge
‑
po4类材料,并且该过渡金属是与第一内部电极10和第二内部电极20中含有的具有橄榄石型晶体结构的磷酸盐包含的过渡金属相同的过渡金属。例如,在第一内部电极10和第二内部电极20中含有包含co和li的磷酸盐的情况下,优选在固体电解质层30中含有预先添加了co的li
‑
al
‑
ge
‑
po4类材料。在该情况下,能够获得抑制电极活性物质所包含的过渡金属向电解质的溶出的效果。在第一内部电极10和第二内部电极20中含有包含co以外的过渡元素和li的磷酸盐的情况下,优选在固体电解质层30中含有预先添加了该过渡金属的li
‑
al
‑
ge
‑
po4类材料。
46.第一内部电极10和第二内部电极20之中,至少作为正极使用的第一内部电极10含有具有橄榄石型晶体结构的物质作为电极活性物质。第二内部电极20优选也含有该电极活性物质。作为这样的电极活性物质,能够举例包含过渡金属和锂的磷酸盐。橄榄石型晶体结构为天然的橄榄石(olivine)所具有的结晶,在x射线衍射中能够判断。
47.作为具有橄榄石型晶体结构的电极活性物质的典型例子,能够使用含有co的licopo4等。也能够使用在该化学式中过渡金属的co被置换了的磷酸盐等。在此,li或po4的比率能够根据价数而变动。此外,作为过渡金属优选使用co、mn、fe、ni等。
48.具有橄榄石型晶体结构的电极活性物质在作为正极发挥作用的第一内部电极10中,作为正极活性物质发挥作用。例如,仅在第一内部电极10中包含具有橄榄石型晶体结构的电极活性物质的情况下,该电极活性物质作为正极活性物质发挥作用。在第二内部电极20中也包含具有橄榄石型晶体结构的电极活性物质的情况下,在作为负极发挥作用的第二内部电极20中,能够发挥放电容量的增大以及伴随放电的工作电位的上升这样的效果,虽然其作用机理并不完全明白,但推测是基于与负极活性物质形成部分固溶状态。
49.在第一内部电极10和第二内部电极20这两者均包含具有橄榄石型晶体结构的电极活性物质的情况下,在各自的电极活性物质中优选包含既可以彼此相同也可以彼此不同的过渡金属。“既可以彼此相同也可以彼此不同”是指,第一内部电极10和第二内部电极20含有的电极活性物质可以包含相同种类的过渡金属,也可以包含彼此不同种类的过渡金属。在第一内部电极10和第二内部电极20中可以只含有一种过渡金属,也可以含有2种以上的过渡金属。优选在第一内部电极10和第二内部电极20中包含相同种类的过渡金属。更优选的是,两电极含有的电极活性物质的化学组成是相同的。通过在第一内部电极10和第二
内部电极20中包含相同种类的过渡金属、或者包含相同组成的电极活性物质,因为两内部电极层的组成的相似性提高,所以具有即使使全固态电池100的端子的安装正负颠倒了的情况下,也不会根据用途导致误操作、能够耐受实际使用的效果。
50.第一内部电极10和第二内部电极20之中,也可以在第二内部电极20还含有作为负极活性物质公知的物质。通过仅使一方的电极中含有负极活性物质,能够明确该一方的电极作为负极发挥作用,而另一方的电极作为正极发挥作用。在仅使一方的电极含有负极活性物质的情况下,优选该一方的电极是第二内部电极20。此外,也可以使双方的电极中含有作为负极活性物质公知的物质。关于电极的负极活性物质能够适当地参照二次电池的现有技术,例如能够举例钛氧化物、锂钛复合氧化物、锂钛复合磷酸盐、碳、磷酸锂钒等化合物。
51.在第一内部电极10和第二内部电极20的制作中,在这些电极活性物质的基础上还添加有具有离子传导性的固体电解质、导电性材料(导电助剂)等。在本实施方式中,关于这些材料,能够通过将粘合剂和增塑剂均匀地分散在水或有机溶剂中而获得内部电极用膏。在本实施方式中,作为导电助剂包含碳材料。作为导电助剂还可以包含金属。作为导电助剂的金属能够举例pd、ni、cu、fe、包含它们的合金等。第一内部电极10和第二内部电极20中含有的固体电解质例如能够与固体电解质层30的主成分固体电解质相同。
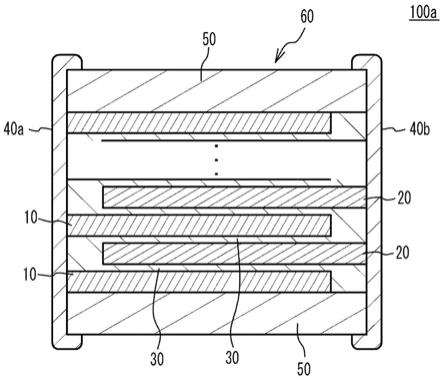
52.图2是多个电池单元层叠而成的层叠型的全固态电池100a的示意性截面图。全固态电池100a包括具有大致长方体形状的层叠片60。在层叠片60中,以与层叠方向端的上表面和下表面以外的4个面之中的两个面即2侧面相接触的方式设置有第一外部电极40a和第二外部电极40b。该2侧面可以是相邻的2侧面,也可以是彼此相对的2侧面。在本实施方式中,采用以与彼此相对的2侧面(以下称为2端面)相接触的方式设置第一外部电极40a和第二外部电极40b的结构。
53.在以下的说明中,关于与全固态电池100具有相同组成范围、相同厚度范围和相同粒度分布范围的部件标注相同的附图标记而省略详细的说明。
54.在全固态电池100a中,多个第一内部电极10与多个第二内部电极20隔着固体电解质层30交替地层叠。多个第一内部电极10的端缘在层叠片60的第一端面露出、而在第二端面没有露出。多个第二内部电极20的端缘在层叠片60的第二端面露出、而在第一端面没有露出。由此,第一内部电极10和第二内部电极20与第一外部电极40a和第二外部电极40b交替地导通。此外,固体电解质层30从第一外部电极40a延伸至第二外部电极40b。像这样,全固态电池100a具有层叠有多个电池单元的结构。
55.在第一内部电极10、固体电解质层30和第二内部电极20的层叠结构的上表面(图2的例子中,最上层的第一内部电极10的上表面)层叠有覆盖层50。另外,在该层叠结构的下表面(图2的例子中,最下层的第一内部电极10的下表面)也层叠有覆盖层50。覆盖层50以例如含有al、zr、ti等的无机材料(例如al2o3、zro2、tio2等)为主成分。覆盖层50也可以含有固体电解质层30的主成分作为主成分。
56.能够期待在第一内部电极10和第二内部电极20中含有的碳材料作为导电助剂发挥作用,并且也能够期待作为活性物质发挥作用。但是,当第一内部电极10和第二内部电极20中含有碳材料时,有可能第一内部电极10和第二内部电极20的机械强度降低。另一方面,从提高容量密度或响应性等电池特性的观点考虑,期望第一内部电极10和第二内部电极20的厚度为固体电解质层30的厚度以上。但是,当机械强度较低的电极形成得较厚时,有可能
全固态电池100a整体的机械强度也降低。因此,本实施方式的全固态电池100a具有能够确保电池特性和机械强度两者的结构。
57.首先,第一内部电极10和第二内部电极20的厚度形成为固体电解质层30的厚度以上。或者,第一内部电极10和第二内部电极20的厚度超过固体电解质层30的厚度。根据该构成,容量密度或响应性等的电池特性提高。其次,在层叠片60的表面中,固体电解质层30和覆盖层50具有比第一内部电极10和第二内部电极20的维氏硬度高的维氏硬度。根据该构成,固体电解质层30和覆盖层50的机械强度提高,并且能够吸收第一内部电极10和第二内部电极20的机械强度的降低。由此,全固态电池100a的机械强度提高。根据以上的内容,全固态电池100a能够确保电池特性和机械强度两者。此外,维氏硬度能够通过测量以负载25gf加压10秒钟之后的压痕的对角线的长度而计算出来。
58.当固体电解质层30和覆盖层50的维氏硬度较低时,全固态电池100a有可能不能获得充分的机械强度。因此,优选对固体电解质层30和覆盖层50的维氏硬度设置下限。例如,在层叠片60的表面中,优选固体电解质层30的维氏硬度(hv)为300以上,更优选为400以上,进一步优选为500以上。另外,覆盖层50的维氏硬度(hv)优选为280以上,更优选为330以上,进一步优选为350以上。此外,中央部(第一内部电极10、固体电解质层30和第二内部电极20的反复部分)的总厚度比覆盖部(2层的覆盖层50)的总厚度大。因此,中央部的强度在全固态电池100a整体的强度中起到主要影响。因此,优选相比于覆盖层50的维氏硬度,更优先提高固体电解质层30的维氏硬度。固体电解质层30和覆盖层50的维氏硬度例如在将固体电解质层30和覆盖层50由粉末材料通过烧制而形成时,能够通过烧结助剂的添加量进行调节。
59.从提高全固态电池100a的容量密度或响应性等电池特性的观点考虑,第一内部电极10和第二内部电极20优选较厚地形成。因此,对第一内部电极10和第二电极的厚度设置下限。例如,第一内部电极10和第二内部电极20的厚度优选为5μm以上,更优选为10μm以上,进一步优选为20μm以上。此外,第一内部电极10的厚度和第二内部电极20的厚度可以不同。
60.另一方面,含有碳材料的第一内部电极10和第二内部电极20较厚时,全固态电池100a的机械强度有可能降低。因此,优选对第一内部电极10和第二电极的厚度设置上限。例如,第一内部电极10和第二内部电极20的厚度优选为100μm以下,更优选为80μm以下,进一步优选为60μm以下。
61.从使全固态电池100a的机械强度充分提高的观点考虑,优选固体电解质层30和覆盖层50较厚地形成。因此,优选对固体电解质层30和覆盖层50的厚度设置下限。例如,固体电解质层30的厚度优选为1μm以上,更优选为5μm以上,进一步优选为10μm以上。覆盖层50的厚度优选为5μm以上,更优选为10μm以上,进一步优选为20μm以上。
62.另一方面,从容量密度和响应性的观点考虑,优选固体电解质层30较薄地形成。因此,优选对固体电解质层30的厚度设置上限。例如,固体电解质层30的厚度优选为100μm以下,更优选为50μm以下,进一步优选为30μm以下。另外,从容量密度的观点考虑,优选覆盖层50较薄地形成。因此,优选对覆盖层50的厚度设置上限。例如,覆盖层50的厚度优选为500μm以下,更优选为200μm以下,进一步优选为100μm以下。
63.从响应性的观点考虑,第一内部电极10和第二内部电极20中的碳材料的比率优选以体积比率计为1vol%以上,更优选为5vol%以上,进一步优选为15vol%以上。另一方面,从容量密度的观点考虑,第一内部电极10和第二内部电极20中的碳材料的比率优选为
50vol%以下,更优选为45vol%以下,进一步优选为40vol%以下。
64.第一内部电极10和第二内部电极20也可以具有集电体层。例如,如图3中所例示,在第一内部电极10内可以设置有第一集电体层11。另外,在第二内部电极20内可以设置有第二集电体层21。第一集电体层11和第二集电体层21以导电性材料为主成分。例如,作为第一集电体层11和第二集电体层21的导电性材料,能够使用金属、碳等。通过将第一集电体层11连接于第一外部电极40a,将第二集电体层21连接于第二外部电极40b,从而集电效率提高。
65.接着,关于图2中所例示的全固态电池100a的制造方法进行说明。图4是例示全固态电池100a的制造方法的流程的图。
66.(固体电解质层用的原料粉末制作工序)
67.首先,制作构成上述固体电解质层30的固体电解质层用的原料粉末。例如,将原料、添加物等混合,通过使用固相合成法等,能够制作固体电解质层用的原料粉末。通过将所获得的原料粉末进行干式粉碎,能够调节为所希望的平均粒径。例如,通过使用了的zro2球的行星式球磨机调节为所希望的平均粒径。
68.之后,添加烧结助剂。作为烧结助剂,例如含有玻璃成分,该玻璃成分为li
‑
b
‑
o类化合物、li
‑
si
‑
o类化合物、li
‑
c
‑
o类化合物、li
‑
s
‑
o类化合物、li
‑
p
‑
o类化合物等的玻璃成分的任意一种或者多种等。以烧制后的固体电解质层30的维氏硬度高于烧制后的第一内部电极10和第二内部电极20的维氏硬度的方式调节烧结助剂的添加量。
69.(覆盖层用的原料粉末制作工序)
70.首先,制作构成上述的覆盖层50的陶瓷的原料粉末。例如将原料、添加物等混合,通过使用固相合成法等能够制作覆盖层用的原料粉末。通过将所得到的原料粉末进行干式粉碎,能够调节为所希望的平均粒径。例如通过使用的zro2球的行星式球磨机,调节为所希望的平均粒径。
71.之后添加烧结助剂。作为烧结助剂例如还有玻璃成分,该玻璃成分为li
‑
b
‑
o类化合物、li
‑
si
‑
o类化合物、li
‑
c
‑
o类化合物、li
‑
s
‑
o类化合物、li
‑
p
‑
o类化合物等的玻璃成分的任意一种或者多种等。以烧制后的覆盖层50的维氏硬度高于烧制后的第一内部电极10和第二内部电极20的维氏硬度的方式,调节烧结助剂的添加量。
72.(内部电极用膏制作工序)
73.接着,制作上述的第一内部电极10和第二内部电极20的制作用的内部电极用膏。例如,通过使导电助剂、电极活性物质、固体电解质材料、烧结助剂、粘合剂、增塑剂等均匀地分散在水或者有机溶剂中能够获得内部电极用膏。作为固体电解质材料,可以使用上述的固体电解质膏。作为导电助剂使用碳材料。还可以使用金属作为导电助剂。作为导电助剂的金属,能够举例pd、ni、cu、fe、包含它们的合金等。也可以进一步可以使用pd、ni、cu、fe、包含它们的合金或各种碳材料等。在第一内部电极10与第二内部电极20的组成不同的情况下,也可以独立地制作各自的内部电极用膏。
74.作为内部电极用膏的烧结助剂,例如含有玻璃成分,该玻璃成分为li
‑
b
‑
o类化合物、li
‑
si
‑
o类化合物、li
‑
c
‑
o类化合物、li
‑
s
‑
o类化合物、li
‑
p
‑
o类化合物等的玻璃成分的任意一种或者多种等。
75.(外部电极用膏制作工序)
76.接着,制作上述的第一外部电极40a和第二外部电极40b的制作用的外部电极用膏。例如,通过使导电性材料、玻璃料、粘合剂、增塑剂等均匀地分散在水或者有机溶剂中,能够获得外部电极用膏。
77.(固体电解质生片制作工序)
78.使固体电解质层用的原料粉末与粘结材料、分散剂、增塑剂等一起均匀地分散在水性溶剂或者有机溶剂中,通过进行湿式粉碎获得具有所希望的平均粒径的固体电解质浆料。这时,能够使用珠磨机、湿式喷射磨、各种混炼机、高压均质机等,从能够同时地进行粒度分布的调节和分散的观点考虑优选使用珠磨机。在所获得的固体电解质浆料中添加粘合剂而得到固体电解质膏。通过涂布所获得的固体电解质膏而能够制作固体电解质生片51。涂布方法没有特别限定的方法,能够使用狭缝涂敷方式、逆向涂敷方式、凹版涂敷方式、刮条涂敷方式、刮刀涂敷方式等。湿式粉碎后的粒度分布例如能够利用使用了激光衍射散射法的激光衍射测量装置来测量。
79.(层叠工序)
80.如图5(a)中所例示,在固体电解质生片51的一个面印刷内部电极用膏52。此外,内部电极用膏52的厚度形成为固体电解质生片51的厚度以上(固体电解质生片51的厚度或大于固体电解质生片51的厚度)。在固体电解质生片51上没有印刷内部电极用膏52的区域中,印刷反图案53。作为反图案53能够使用与固体电解质生片51同样的材料。将印刷后的多个固体电解质生片51交替地错开层叠。如图5(b)中所例示,从层叠方向的上下压接覆盖片54,由此获得层叠体。在该情况下,在该层叠体中,以内部电极用膏52在2端面交替地露出的方式得到大致长方体形状的层叠体。覆盖片54能够通过用与固体电解质生片制作工序同样的方法涂布覆盖层用的原料粉末而形成。覆盖片54形成得比固体电解质生片51厚。可以在涂布时形成得较厚,也可以通过将所涂布的片重叠多个而形成得较厚。
81.接着,分别在2端面用浸渍法等涂布外部电极用膏55并使其干燥。由此,能够获得用于形成全固态电池100a的成型体。
82.(烧制工序)
83.接着,对所获得的层叠体进行烧制。烧制的条件是在氧化性气氛下或者非氧化性气氛下,最高温度优选设为400℃~1000℃,更优选设为500℃~900℃等,但不是特别限定只是举例。为了在达到最高温度以前充分地除去粘合剂,可以设置在氧化性气氛中以比最高温度低的温度进行保持的工序。为了降低工艺成本,希望尽可能以低温进行烧制。在烧制后,可以实施再氧化处理。通过以上工序,能够制成全固态电池100a。
84.依据本实施方式的制造方法,由于将内部电极用膏52的厚度形成为固体电解质生片51的厚度以上,所以在烧制后,第一内部电极10和第二内部电极20的厚度成为固体电解质层30的厚度以上。由此,容量密度、响应性等电池特性提高。另外,由于调节了固体电解质层用的原料粉末中的烧结助剂的添加量、和覆盖层用的原料粉末中的烧结助剂的添加量,所以在烧制后的层叠片60的表面中,固体电解质层30和覆盖层50能够具有比第一内部电极10和第二内部电极20的维氏硬度高的维氏硬度。由此,固体电解质层30和覆盖层50的机械强度提高,并且能够吸收第一内部电极10和第二内部电极20的机械强度的降低。由此,全固态电池100a的机械强度提高。根据以上内容,基于本实施方式的制造方法,能够制作能够确保电池特性和机械强度两者的全固态电池100a。
85.当固体电解质层30和覆盖层50的维氏硬度较低时,有可能在全固态电池100a中不能获得充分的机械强度。因此,优选对固体电解质层用的原料粉末和覆盖层用的原料粉末中的烧结助剂的添加量设置下限。例如,固体电解质层用的原料粉末中的烧结助剂的添加量优选为0.3mol%以上,更优选为3mol%以上,进一步优选为5mol%以上。另外,覆盖层用的原料粉末中的烧结助剂的添加量优选为0.3mol%以上,更优选为3mol%以上,进一步优选为5mol%以上。此外,这里的mol%是指相对于固体电解质的主成分而言的mol比率,固体电解质和烧结助剂的合计量为100mol%。
86.另一方面,当烧结助剂的添加量较多时,在固体电解质层30和覆盖层50中有可能产生组成偏差。在此,优选对固体电解质层用的原料粉末和覆盖层用的原料粉末中的烧结助剂的添加量设置上限。例如,固体电解质层用的原料粉末中的烧结助剂的添加量优选为30mol%以下,更优选为20mol%以下,进一步优选为10mol%以下。另外,覆盖层用的原料粉末中的烧结助剂的添加量优选为30mol%以下,更优选为20mol%以下,进一步优选为10mol%以下。
87.此外,通过将内部电极用膏、含有导电性材料的集电体用膏、和内部电极用膏依次地层叠,能够在第一内部电极10和第二内部电极20内形成集电体层。
88.实施例
89.以下,依照实施方式制作全固态电池,并对特性进行调查。
90.(实施例1)
91.在具有规定的粒径的磷酸盐类固体电解质中,作为烧结助剂添加将li3po4微粉碎得到的非晶质粉末,并使其在分散介质中分散,制作固体电解质浆料。烧结助剂相对于作为固体电解质层的主成分的li
1.3
al
0.3
ge
1.7
(po4)3设为0.3mol%。通过在所获得的固体电解质浆料中添加粘合剂,制作了固体电解质膏。通过涂布固体电解质膏而制作生片。
92.将电极活性物质和固体电解质材料用湿式珠磨机等高分散化,制作仅由陶瓷颗粒形成的陶瓷膏。接着,将陶瓷膏和导电性材料充分混合,制作内部电极用膏。
93.使用规定图案的丝网,在固体电解质生片上印刷内部电极用膏。将印刷后的片以向左右引出电极的方式错开地重叠100片。
94.在具有规定粒径的磷酸盐类固体电解质中,作为烧结助剂添加将li3po4微粉碎得到的非晶质粉末,并使其在分散介质中分散而制作固体电解质浆料。烧结助剂相对于作为固体电解质层的主成分的li
1.3
al
0.3
ge
1.7
(po4)3设为0.3mol%。在所获得的固体电解质浆料中添加粘合剂,制作覆盖片用膏。通过涂布覆盖片用膏而制作覆盖片。
95.将固体电解质生片重叠而成的片作为覆盖层粘贴在上下,利用热压机进行压接,利用切割机将层叠体切成规定尺寸。由此获得大致长方体形状的层叠体。在该层叠体中,在内部电极用膏露出的2端面分别利用浸渍法等涂布外部电极用膏并使其干燥。之后,在300℃以上500℃以下进行热处理而进行脱脂,并在900℃以下进行热处理使其烧结,制作烧结体。
96.烧制后的第一内部电极10和第二内部电极20的厚度为30μm。烧制后的固体电解质层30的厚度为10μm。烧制后的覆盖层50的厚度为20μm。
97.(实施例2)
98.在实施例2中,使覆盖层用的原料粉末中的烧结助剂的添加量为3mol%。其它的条
件与实施例1相同。
99.(实施例3)
100.在实施例3中,使电解质层用的原料粉末中的烧结助剂的添加量为3mol%,使覆盖层用的原料粉末中的烧结助剂的添加量为3mol%。其它的条件与实施例1相同。
101.(实施例4)
102.在实施例4中,使电解质层用的原料粉末中的烧结助剂的添加量为5mol%,使覆盖层用的原料粉末中的烧结助剂的添加量为5mol%。其它的条件与实施例1相同。
103.(实施例5)
104.在实施例5中,使电解质层用的原料粉末中的烧结助剂的添加量为10mol%,使覆盖层用的原料粉末中的烧结助剂的添加量为10mol%。其它的条件与实施例1相同。
105.(实施例6)
106.在实施例6中,使电解质层用的原料粉末中的烧结助剂的添加量为3mol%,使覆盖层用的原料粉末中的烧结助剂的添加量为3mol%。烧制后的第一内部电极10和第二内部电极20的厚度为60μm。其它的条件与实施例1相同。
107.(比较例1)
108.在比较例1中,使电解质层用的原料粉末中的烧结助剂的添加量为0.1mol%,使覆盖层用的原料粉末中的烧结助剂的添加量为0.1mol%。其它的条件与实施例1相同。
109.(比较例2)
110.在比较例2中,使电解质层用的原料粉末中的烧结助剂的添加量为0.01mol%,使覆盖层用的原料粉末中的烧结助剂的添加量为0.01mol%。其它的条件与实施例1相同。
111.(比较例3)
112.在比较例3中,使电解质层用的原料粉末中的烧结助剂的添加量为0.05mol%,使覆盖层用的原料粉末中的烧结助剂的添加量为0.05mol%。其它的条件与实施例1相同。
113.(比较例4)
114.在比较例4中,烧制后的第一内部电极10和第二内部电极20的厚度为60μm。其它的条件与实施例1相同。
115.(比较例5)
116.在比较例5中,使电解质层用的原料粉末中的烧结助剂的添加量为3mol%。烧制后的第一内部电极10和第二内部电极20的厚度为60μm。其它的条件与实施例1相同。
117.(比较例6)
118.在比较例6中,使覆盖层用的原料粉末中的烧结助剂的添加量为3mol%。烧制后的第一内部电极10和第二内部电极20的厚度为60μm。其它的条件与实施例1相同。
119.(硬度实验)
120.关于实施例1~6和比较例1~6的全固态电池的各自测量了第一内部电极10、第二内部电极20、固体电解质层30和覆盖层50的表面的维氏硬度。维氏硬度能够通过测量以负载25gf加压了10秒钟后的压痕的对角线的长度而计算出来。将结果表示在表1中。
121.表1
[0122][0123]
如表1所示,在实施例1中,第一内部电极10和第二内部电极20的维氏硬度(hv)为282,固体电解质层30的维氏硬度(hv)为303,覆盖层50的维氏硬度(hv)为295。在实施例2中,第一内部电极10和第二内部电极20的维氏硬度(hv)为280,固体电解质层30的维氏硬度(hv)为314,覆盖层50的维氏硬度(hv)为337。在实施例3中,第一内部电极10和第二内部电极20的维氏硬度(hv)为293,固体电解质层30的维氏硬度(hv)为412,覆盖层50的维氏硬度(hv)为350。在实施例4中,第一内部电极10和第二内部电极20的维氏硬度(hv)为289,固体电解质层30的维氏硬度(hv)为512,覆盖层50的维氏硬度(hv)为393。在实施例5中,第一内部电极10和第二内部电极20的维氏硬度(hv)为282,固体电解质层30的维氏硬度(hv)为633,覆盖层50的维氏硬度(hv)为448。在实施例6中,第一内部电极10和第二内部电极20的维氏硬度(hv)为282,固体电解质层30的维氏硬度(hv)为410,覆盖层50的维氏硬度(hv)为352。
[0124]
在比较例1中,第一内部电极10和第二内部电极20的维氏硬度(hv)为280,固体电解质层30的维氏硬度(hv)为268,覆盖层50的维氏硬度(hv)为255。在比较例2中,第一内部电极10和第二内部电极20的维氏硬度(hv)为277,固体电解质层30的维氏硬度(hv)为205,覆盖层50的维氏硬度(hv)为221。在比较例3中,第一内部电极10和第二内部电极20的维氏硬度(hv)为277,固体电解质层30的维氏硬度(hv)为166,覆盖层50的维氏硬度(hv)为181。在比较例4中,第一内部电极10和第二内部电极20的维氏硬度(hv)为340,固体电解质层30的维氏硬度(hv)为290,覆盖层50的维氏硬度(hv)为278。在比较例5中,第一内部电极10和第二内部电极20的维氏硬度(hv)为289,固体电解质层30的维氏硬度(hv)为311,覆盖层50的维氏硬度(hv)为270。在比较例6中,第一内部电极10和第二内部电极20的维氏硬度(hv)为345,固体电解质层30的维氏硬度(hv)为288,覆盖层50的维氏硬度(hv)为300。
[0125]
(安装实验)
[0126]
接着,关于实施例1~6和比较例1~6的全固态电池分别进行安装实验。安装实验用现有技术公知的方法安装在基板上。关于50个实施例1~6和比较例1~6的全固态电池进行,并对裂纹和缺陷的有无进行确认。在裂纹和缺陷的产生为0个的情况下,判断为合格
“
〇”,在裂纹和缺陷的产生甚至看到1个的情况下,也判断为不合格
“×”
。
[0127]
关于比较例1~6,在安装实验中判断为不合格。认为这是由于固体电解质层30和覆盖层50的维氏硬度的至少任意一者没有比第一内部电极10和第二内部电极20的维氏硬度高,从而不能获得充分的机械强度。另一方面,对于实施例1~6,在安装实验中判断为合格。认为这是由于固体电解质层30和覆盖层50的维氏硬度的两者都比第一内部电极10和第二内部电极20的维氏硬度高,从而能够获得充分的机械强度的原因。
[0128]
以上,关于本发明的实施例进行了详细说明,但本发明并不限定于特定的实施例,在权利要求的范围记载的本发明的主旨的范围内,能够进行各种变形、变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1