一种PCB排针插接件针脚弯脚装置、弯脚方法和组装生产设备与流程
一种pcb排针插接件针脚弯脚装置、弯脚方法和组装生产设备
技术领域
1.本发明涉及电子元件生产技术领域,尤其是一种pcb排针插接件针脚弯脚装置、弯脚方法和组装生产设备。
背景技术:
2.排针,连接器的一种,英文名称:pin header。这种连接器广泛应用于电子、电器、仪表中的pcb电路板中,其作用是在电路内被阻断处或孤立不通的电路之间,起到桥梁的功能,担负起电流或信号传输的任务。通常与排母配套使用,构成板对板连接;或与电子线束端子配套使用,构成板对线连接;亦可独立用于板与板连接。
3.随着现代化电子设备向小型化和密集型化方向的发展,连接器的针脚只有直式结构已不能满足用户需求,开发针脚弯式结构已成必要,随之而来如何实现针脚弯脚成了急需解决的问题。目前,连接器的针脚弯折通常采用传统弯折方式,这种方式是采用工具将绝缘座上的针脚依次弯折到所需角度,以达到弯折效果。但由于连接器的针脚数量多、间距小,在弯折时力度不易把握,产品的一致性较差,易产生大量废品,且弯折过程费时费力,降低了工作效率,进而增加了生产成本。
4.现有的排针插接件弯脚设备,例如中国发明专利(公开号;cn106451021b,公开日:20181228)一种连接器自动折弯机构,包括设置于机架竖直方向上的下压气缸和连杆机构以及水平设置于机架上用于固定放置连接器的连接器固定座;所述连杆机构上设有折弯机构,下压气缸推动该连杆机构带动折弯机构作下压动作,对所述连接器进行下压完成折弯工作,折弯机构由设置在其上的回收弹簧带动复位。
5.但上述的排针插接件弯脚设备存在以下问题:1.传统的弯脚装置在对两排针脚进行弯脚时,通常采取先后弯脚的方式,但在后的弯脚会对在先的弯脚产生影响,从而降低弯脚质量。
6.2.传统的排针插接件弯脚设备虽然能实现自动弯脚动作,但需要人工进行上料移料,生产加工效率低,且废品率高。
7.3.传统的排针插接件在移料的过程中,需要一个水平设置的气缸和一个竖向设置的气缸相互配合,才能实现横向移动和纵向移动,成本高,不利于组装生产。
8.4.传统的输送装置pcb排针插接件接料动作和移料动作衔接不紧密,只能单独进行移料动作,无法将新上料的排针插接件输送到移料机构中,导致输送效率低。
9.5.传统的弯脚机构无法精确的控制弯脚的角度,常常发生将针脚折断的情况,且弯脚后的针脚一致性差,对后续的组装造成影响。
10.6.小连接座上料效率低。
技术实现要素:
11.为解决上述问题,本发明的目的是提供一种对第一针脚和第二针脚先后进行弯脚,且在第二针脚弯脚时,通过按压机构对第一针脚进行固定,防止对第一针脚造成影响,
提高弯脚的质量的排针插接件针脚弯脚装置、弯脚方法和组装生产设备。
12.为本发明的目的,采用以下技术方案予以实施:一种pcb排针插接件针脚弯脚装置,该装置包括机架及安装在机架上的左右对称设置的第一弯脚机构和第二弯脚机构,第一弯脚机构位于第二弯脚机构的右侧,第二弯脚机构上连接有按压机构;第一弯脚机构用于对排针插接件上的第一针脚进行弯脚;第二弯脚机构用于对排针插接件上的第二针脚进行弯脚;按压机构用于在第二弯脚机构进行弯脚动作时,压住已经弯脚的第一针脚。
13.作为优选,第一弯脚机构包括驱动组件和弯脚组件;驱动组件用于驱动弯脚组件运动;驱动组件包括弯脚气缸、弯脚连接杆、齿条、齿条滑座和齿轮;弯脚气缸设置在机架的下方;弯脚连接杆的下端固定安装在弯脚气缸的活塞杆上,连接弯脚连接杆的上端通过接头连接齿条的后端;齿条滑动安装在齿条滑座内,齿条滑座固定安装在机架上,齿轮与齿条啮合,且齿轮转动安装在弯脚组件上;弯脚组件包括轴承座、轴承、安装环、连接板和弯脚板;两个所述的轴承座并列设置在机架上,轴承座内转动设置轴承;两个轴承的内侧均固定设置安装环;右侧的安装环与所述的齿轮固定连接,且齿轮位于轴承的外侧;连接板的左右两端固定在安装环上,弯脚板固定安装在连接板的下部。
14.作为优选,驱动组件还包括弯脚滑块和弯脚滑轨;弯脚连接杆的中部固定弯脚滑块,弯脚滑块滑动设置在弯脚滑轨内上,弯脚滑轨固定安装在机架上。
15.作为优选,齿条滑座的上端设有用于将齿条限位在齿条滑座内的齿条盖板。
16.作为优选,按压机构包括按压气缸、按压推块、第一连接座、第二连接座、安装座和按压板;按压气缸水平设置;按压推块水平滑动设置,按压推块的一端与按压气缸的活塞杆相连,按压推块的另一端与第一连接座连接;第二连接座与第一连接座活动连接;第二连接座固定安装在安装座上,按压板的一端固定安装在安装座的上部,按压板的上设有限位孔,限位孔内设置限位螺钉,按压板通过限位螺钉设置在输送轨道上,按压板的按压端设有并列设置的针脚孔。
17.一种pcb排针插接件针脚弯脚方法,pcb排针插接件对准第一弯脚机构,第一弯脚机构动作,弯脚气缸驱动弯脚连接杆的下端向前移动,弯脚连接杆的中部在弯脚滑块和弯脚滑轨的导向作用下向前移动,弯脚连接杆的上端带动齿条在齿条滑座内向前移动,齿轮顺时针旋转,齿轮带动右侧的安装环旋转,连接板跟随安装环旋转,连接板带动弯脚板旋转,弯脚板将第一针脚弯脚;pcb排针插接件对准第二弯脚机构,按压机构动作时,按压气缸推动按压推块向后移动,第一连接座和第二连接座推动安装座向后移动,安装座贴合到输送轨道上,按压板在限位孔的导向作用下向后移动,使第一针脚插入针脚孔内,然后第二弯脚机构对第二针脚进行弯脚,弯脚后,按压气缸复位。
18.一种pcb排针插接件针脚弯脚组装生产设备,该设备包括机架及安装在机架上的排针插接件上料装置、排针插接件输送装置、针脚弯脚装置、小连接座上料组装装置和成品托盘;排针插接件上料装置的出料端与排针插接件输送装置的进料端衔接;针脚弯脚装置设置在排针插接件输送装置的中部;小连接座上料组装装置位于排针插接件输送装置出料端的一侧,且与针脚弯脚方向相同侧;成品托盘位于排针插接件输送装置出料端另一侧的下方;排针插接件上料装置用于输送排针插接件;排针插接件输送装置用于接收排针插接件上料装置中的排针插接件并将其向出料端移动;针脚弯脚装置用于对排针插接件上的两
排针脚先后进行弯脚操作;小连接座上料组装装置用于将小连接座组装到弯脚后的针脚上;成品托盘用于接收组装完成的成品;针脚弯脚装置采用上述的一种pcb排针插接件针脚弯脚装置。
19.综上所述,本发明的技术效果是:1.对第一针脚和第二针脚先后进行弯脚,且在第二针脚弯脚时,通过按压机构对第一针脚进行固定,防止对第一针脚造成影响,提高弯脚的质量。
20.2.排针插接件上料装置将排针插接件自动上料到排针插接件输送装置中,排针插接件输送装置对排针插接件进行输送,使其通过针脚弯脚装置,针脚弯脚装置先后对针脚连接器上的两排针脚进行弯脚,小连接座上料组装装置将小连接座组装到第二针脚上,组装完成的成品通过排针插接件输送装置输送到成品托盘中,实现pcb排针插接件自动弯脚组装,提高生产效率,且保证组装生产质量。
21.3.移料推板通过安装部转动设置在移料杆上,且在移料推板的左侧设置阻挡部,防止移料杆在回收的过程中移料推板向右旋转,使得移料动作只需要一个水平设置的气缸就能实现;在移料杆上通过安装块设置排针插接件推杆,通过排针插接件推杆将接料机构中的排针插接件推到输送轨道中,使排针的上料和移料能同时进行,提高加工效率。
22.4.输送轨道的进料端设置接料机构,且接料机构的运动方向与输送轨道垂直,通过接料气缸控制接料动作,当接料通道与排针插接件上料通道连通时,移料机构动作,将接料通道中的排针插接件推到上料通道中,同时将上料通道中原有的排针插接件推到下一个位置,将接料动作和移料动作衔接在一起,提高输送效率。
23.5.通过气缸带动齿条和齿轮运动,通过控制气缸的动作就能精确的控制齿轮旋转的角度,从而控制弯脚板弯脚的角度,便于提高弯脚后针脚的一致性;针脚由竖向弯脚为横向,相对于传统针脚水平设置,从上向下弯脚的方式,不容易对针脚产生损伤,有利于提高弯脚质量。
24.6.采用多级输送,减少小连接座等待的时间,提高上料效率。小连接座依次经过小连接座上料轨道、过渡块、第一小连接座滑座、第二小连接座滑座和小连接座组装座,通过小连接座组装到排针插接件上,各个气缸衔接紧密,有效提高小连接座上料效率。
附图说明
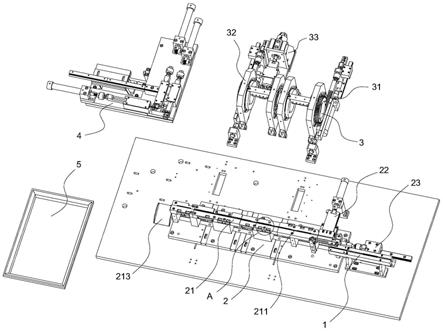
25.图1为本发明的爆炸结构示意图。
26.图2为pcb排针插接件的爆炸结构示意图。
27.图3为排针插接件上料装置的结构示意图。
28.图4为图1中a处的局部放大图。
29.图5为接料机构的结构示意图。
30.图6为移料机构的结构示意图。
31.图7为移料推板的结构示意图。
32.图8为第一弯脚机构的爆炸结构示意图。
33.图9为按压机构的结构示意图。
34.图10为小连接座上料组装装置的结构示意图。
35.图11为图10中b处的局部放大图。
36.图12为小连接座组装座的结构示意图。
具体实施方式
37.如图1所示,一种pcb排针插接件针脚弯脚组装生产设备,该设备包括机架及安装在机架上的排针插接件上料装置1、排针插接件输送装置2、针脚弯脚装置3、小连接座上料组装装置4和成品托盘5。排针插接件上料装置1的出料端与排针插接件输送装置2的进料端衔接。针脚弯脚装置3设置在排针插接件输送装置2的中部。小连接座上料组装装置4位于排针插接件输送装置2出料端的后侧,与针脚弯脚方向相同侧。成品托盘5位于排针插接件输送装置2出料端前侧的下方。排针插接件上料装置1用于输送排针插接件。排针插接件输送装置2用于接收排针插接件上料装置1中的排针插接件并将其向出料端移动。针脚弯脚装置3用于对排针插接件上的两排针脚先后进行弯脚操作。小连接座上料组装装置4用于将小连接座组装到弯脚后的针脚上。成品托盘5用于接收组装完成的成品。针脚弯脚装置3即为一种pcb排针插接件针脚弯脚装置。
38.如图2所示,pcb排针插接件上设有第一针脚61和第二针脚62,第二针脚62位于第一针脚61的前侧,第一针脚61和第二针脚62的下端平齐,第二针脚62的长度大于第一针脚61,弯脚后的第一针脚61和第二针脚62的上端在竖直方向上对齐。小连接座63上设有横向贯穿的针孔,小连接座63通过针孔组装到弯脚后的第二针脚62上。
39.如图3所示,排针插接件上料装置1包括第一支架11及安装在第一支架11上的排针插接件上料轨道12和盖板13。排针插接件上料轨道12上设有水平方向的排针插接件上料通道121,排针插接件上料通道121的出料端上方两侧固定安装用于pcb排针插接件限位的盖板13。排针插接件上料轨道12的后侧设有用于排针插接件输送装置2定位的限位槽122。pcb排针插接件通过振动的方式不断进入排针插接件上料通道121中。
40.如图1和图4所示,排针插接件输送装置2包括底板及安装在底板上的输送轨道21、接料机构22和移料机构23。输送轨道21上设有水平方向的输送通道211。输送轨道21的进料端设置接料机构22,接料机构22的运动方向与输送通道211垂直。移料机构23位于接料机构22的进料端右侧,且移料机构23的移料端穿设在输送通道211内。接料机构22用于将排针插接件上料装置1中的排针插接件上料到输送轨道21中。移料机构23用于推动pcb排针插接件使其沿着输送通道211移动。输送轨道21上设有多个用于将排针插接件夹紧在输送通道211中的夹紧块212。输送轨道21的出料端下方设有用于将组装完成的成品导向到成品托盘5的出料导向板213。
41.如图5所示,接料机构22包括接料气缸221、接料滑块222、接料滑座223、第一接料块224、第二接料块225和挡料板226。接料气缸221水平设置,接料滑块222的后部与接料气缸221的活塞杆固定连接。接料滑块222滑动设置在接料滑座223上,接料滑座223的下部通过支撑杆固定安装在底板上。第一接料块224的一侧固定安装在接料滑块222的前端,第二接料块225与第一接料块224固定连接,第一接料块224和第二接料块225之间形成接料通道2241,接料通道2241的形转与输送通道211匹配。第二接料块225的前端设有挡料板226,挡料板226为l型,挡料板226的前端用于阻挡排针插接件上料装置1中的排针插接件。
42.接料机构22动作时,接料气缸221推动接料滑块222沿着接料滑座223向前移动,使接料通道2241与排针插接件上料通道121连通,从而pcb排针插接件进入接料通道2241中,
然后接料气缸221复位,使接料通道2241与输送通道211连通,同时挡料板226挡住排针插接件上料通道121。
43.如图6和7所示,移料机构23包括移料气缸231、气缸垫块232、连接杆233、移料滑块234、移料滑轨235、浮动接头2331、移料杆236、移料推板2361、安装块237和排针插接件推杆238。移料气缸231设置在机架的下方,移料气缸231运动方向与输送通道211输送方向平行。移料气缸231的活塞杆上固定安装气缸垫块232。连接杆233的下端固定安装在气缸垫块232上,连接杆233的中部固定设置移料滑块234,移料滑块234滑动安装在移料滑轨235上,移料滑轨235设置在机架上。连接杆233的上端横向安装浮动接头2331,浮动接头2331与移料杆236的右端相连,移料杆236滑动设置在输送通道211的下部,移料杆236上均匀设有多个移料推板2361。移料推板2361的下部设有安装部23611,安装部23611转动设置在移料杆236内,移料推板2361的左侧设有阻挡部23612,阻挡部23612抵在移料杆236的上方。移料推板2361的上部为向右倾斜的斜面。移料杆236的右端设置安装块237,安装块237上固定安装排针插接件推杆238,排针插接件推杆238与接料机构22衔接,排针插接件推杆238用于将接料机构22中的排针插接件推到输送通道211中。
44.移料机构23动作时,移料气缸231通过气缸垫块232带动连接杆233的下端向左移动,连接杆233的中部在移料滑块234和移料滑轨235的导向作用下向左移动,从而连接杆233的上端通过推动浮动接头2331推动移料杆236和排针插接件推杆238向左移动,排针插接件推杆238将位于接料机构22中的排针插接件推到输送轨道21中,移料杆236上的移料推板2361跟随移料杆236向左移动,在阻挡部23612的作用下,移料推板2361无法向右旋转,从而移料推板2361的左侧推动pcb排针插接件沿着输送通道211向左移动;然后移料气缸231复位,此时,移料推板2361跟随移料杆236向右移动,由于移料推板2361能围绕安装部23611向左旋转,移料推板2361从pcb排针插接件的下方退回,完成一次移料动作。
45.移料机构23解决了传统的排针插接件在移料的过程中,需要一个水平设置的气缸和一个竖向设置的气缸相互配合,才能实现横向移动和纵向移动,成本高,不利于组装生产的问题。移料机构23的优点是将移料推板2361通过安装部23611转动设置在移料杆236上,且在移料推板2361的左侧设置阻挡部23612,防止移料杆236在回收的过程中移料推板2361向右旋转,使得移料动作只需要一个水平设置的气缸就能实现;在移料杆236上通过安装块237设置排针插接件推杆238,通过排针插接件推杆238将接料机构22中的排针插接件推到输送轨道21中,使排针的上料和移料能同时进行,提高加工效率。
46.排针插接件输送装置2解决了传统的输送装置pcb排针插接件接料动作和移料动作衔接不紧密,只能单独进行移料动作,无法将新上料的排针插接件输送到移料机构中,导致输送效率低的问题。排针插接件输送装置2的优点是在输送轨道21的进料端设置接料机构22,且接料机构22的运动方向与输送轨道21垂直,通过接料气缸221控制接料动作,当接料通道2241与排针插接件上料通道121连通时,移料机构23动作,将接料通道2241中的排针插接件推到上料通道121中,同时将上料通道121中原有的排针插接件推到下一个位置,将接料动作和移料动作衔接在一起,提高输送效率。
47.如图8所示,针脚弯脚装置3包括左右对称设置的第一弯脚机构31和第二弯脚机构32,第一弯脚机构31位于第二弯脚机构32的右侧,第二弯脚机构32上连接有按压机构33。第一弯脚机构31用于对排针插接件上的第一针脚进行弯脚。第二弯脚机构32用于对排针插接
件上的第二针脚进行弯脚。按压机构33用于在第二弯脚机构32进行弯脚动作时,压住已经弯脚的第一针脚。第一弯脚机构31包括驱动组件311和弯脚组件312。驱动组件311用于驱动弯脚组件312运动。驱动组件311包括弯脚气缸3111、弯脚连接杆3112、弯脚滑块31121、弯脚滑轨31122、齿条3113、齿条滑座3114、齿条盖板31141和齿轮3115。弯脚气缸3111设置在机架的下方。弯脚连接杆3112的下端固定安装在弯脚气缸3111的活塞杆上,弯脚连接杆3112的中部固定弯脚滑块31121,弯脚滑块31121滑动设置在弯脚滑轨31122内上,弯脚滑轨31122固定安装在机架上。连接弯脚连接杆3112的上端通过接头连接齿条3113的后端。齿条3113滑动安装在齿条滑座3114内,齿条滑座3114固定安装在机架上,齿条滑座3114的上端设有用于将齿条3113限位在齿条滑座3114内的齿条盖板31141。齿轮3115与齿条3113啮合,且齿轮3115转动安装在弯脚组件312上。弯脚组件312包括轴承座3121、轴承3122、安装环3123、连接板3124和弯脚板3125。两个轴承座3121并列设置在机架上,轴承座3121内转动设置轴承3122。两个轴承3122的内侧均固定设置安装环3123。右侧的安装环3123与齿轮3115固定连接,且齿轮3115位于轴承3122的外侧。连接板3124的左右两端固定在安装环3123上,弯脚板3125固定安装在连接板3124的下部。
48.第一弯脚机构31动作时,弯脚气缸3111驱动弯脚连接杆3112的下端向前移动,弯脚连接杆3112的中部在弯脚滑块31121和弯脚滑轨31122的导向作用下向前移动,弯脚连接杆3112的上端带动齿条3113在齿条滑座3114内向前移动,从而齿轮3115顺时针旋转,齿轮3115带动右侧的安装环3123旋转,从而连接板3124跟随安装环3123旋转,连接板3124带动弯脚板3125旋转,弯脚板3125将第一针脚61弯脚,然后弯脚气缸3111复位。
49.第一弯脚机构31解决了传统的弯脚机构无法精确的控制弯脚的角度,常常发生将针脚折断的情况,且弯脚后的针脚一致性差,对后续的组装造成影响的问题。第一弯脚机构31的优点是通过气缸带动齿条3113和齿轮3115运动,通过控制气缸的动作就能精确的控制齿轮3115旋转的角度,从而控制弯脚板3125弯脚的角度,便于提高弯脚后针脚的一致性;针脚由竖向弯脚为横向,相对于传统针脚水平设置,从上向下弯脚的方式,不容易对针脚产生损伤,有利于提高弯脚质量。
50.如图9所示,按压机构33包括按压气缸331、按压推块332、第一连接座333、第二连接座334、安装座335和按压板336。按压气缸331水平设置。按压推块332水平滑动设置,按压推块332的一端与按压气缸331的活塞杆相连,按压推块332的另一端与第一连接座333连接。第二连接座334与第一连接座333活动连接。第二连接座334固定安装在安装座335上,按压板336的一端固定安装在安装座335的上部,安装座335和按压板336形成l形。按压板336的上设有两个限位孔3361,限位孔3361内设置限位螺钉,按压板336通过限位螺钉设置在输送轨道21上,按压板336的移动方向与输送轨道21输送方向垂直。按压板336的按压端设有并列设置的针脚孔3362。
51.按压机构33动作时,按压气缸331推动按压推块332向后移动,第一连接座333和第二连接座334推动安装座335向后移动,安装座335贴合到输送轨道21上,按压板336在限位孔3361的导向作用下向后移动,使第一针脚插入针脚孔3362内。然后第二弯脚机构32对第二针脚进行弯脚,弯脚后,按压气缸331复位。
52.针脚弯脚装置3解决了传统的弯脚装置在对两排针脚进行弯脚时,通常采取先后弯脚的方式,但在后的弯脚会对在先的弯脚产生影响,从而降低弯脚质量的问题。针脚弯脚
装置3的优点是对第一针脚和第二针脚先后进行弯脚,且在第二针脚弯脚时,通过按压机构33对第一针脚进行固定,防止对第一针脚造成影响,提高弯脚的质量。
53.如图10到12所示,小连接座上料组装装置4包括支架及安装在支架上的小连接座上料轨道41、过渡块42、第一小连接座滑座43、第一小连接座推杆44、小连接座组装推杆45、小连接座推杆气缸441、小连接座组装推杆气缸451、第二小连接座滑座46、第二小连接座推杆47、第二小连接座推杆连接杆471、连接杆滑座472、连接杆推动气缸473和小连接座组装座48。小连接座上料轨道41横向设置,小连接座上料轨道41的出料端衔接过渡块42,过渡块42的出料端衔接第一小连接座滑座43,第一小连接座滑座43纵向设置,第一小连接座滑座43的左侧设有与过渡块42衔接的第一进料口,第一小连接座滑座43上还设有纵向的第一滑槽,第一滑槽与第一进料口连通,第一小连接座推杆44滑动设置在第一滑槽内,第一小连接座推杆44的前部设有小连接座推料槽442。第一小连接座推杆44的后部连接小连接座推杆气缸441。第一小连接座滑座43的右侧设有纵向的第二滑槽,小连接座组装推杆45滑动安装在第二滑槽内,小连接座组装推杆45的后部连接小连接座组装推杆气缸451。第二小连接座滑座46横向设置在第一小连接座滑座43的前端,第二小连接座滑座46的后侧设有与第一滑槽连通的第二进料口,第二小连接座滑座46上设有横向的第三滑槽,第三滑槽与第二进料口连通,第二小连接座推杆47的右端滑动设置在第三滑槽内,第二小连接座推杆47的右端包括导向部4701和推料部4702,导向部4701位于推料部4702前侧,且导向部4701的长度大于推料部4702,推料部4702与小连接座推料槽442匹配。导向部4701第二小连接座推杆47的左端固定安装在第二小连接座推杆连接杆471的右端,第二小连接座推杆连接杆471滑动安装在连接杆滑座472上,连接杆滑座472横向设置,第二小连接座推杆连接杆471的左端设置在连接杆推动气缸473的活塞杆上。小连接座组装座48固定安装在小连接座组装推杆45的前端,小连接座组装座48上设有小连接座安装槽481,小连接座安装槽481与第二小连接座滑座46的右侧出料端匹配。小连接座组装座48的上部设有小连接座压紧块482,小连接座压紧块482从上向下延伸到小连接座安装槽481中。
54.小连接座上料组装装置4动作时,小连接座通过小连接座上料轨道41和过渡块42进入第一小连接座推杆44的小连接座推料槽442中,然后小连接座推杆气缸441驱动第一小连接座推杆44沿着第一小连接座滑座43的第一滑槽向前移动,将小连接座输送到第二小连接座滑座46中,然后连接杆推动气缸473驱动第二小连接座推杆连接杆471沿着连接杆滑座472向右移动,第二小连接座推杆47将小连接座从小连接座推料槽442推到第三滑槽中,并最终推到小连接座组装座48的小连接座安装槽481内,然后小连接座组装推杆气缸451驱动小连接座组装推杆45沿着第二滑槽向前移动,将小连接座组装座48推到输送轨道21的侧面,并将小连接座组装到第二针脚上。
55.小连接座上料组装装置4解决了小连接座上料效率低的问题。小连接座上料组装装置4的优点是采用多级输送,减少小连接座等待的时间,提高上料效率。小连接座依次经过小连接座上料轨道41、过渡块42、第一小连接座滑座43、第二小连接座滑座46和小连接座组装座48,通过小连接座组装座48组装到pcb排针插接件上,各个气缸衔接紧密,有效提高小连接座上料效率。
56.本发明解决了传统的排针插接件弯脚设备虽然能实现自动弯脚动作,但需要人工进行上料移料,生产加工效率低,且废品率高的问题。本发明的优点是排针插接件上料装置
1将排针插接件自动上料到排针插接件输送装置2中,排针插接件输送装置2对排针插接件进行输送,使其通过针脚弯脚装置3,针脚弯脚装置3先后对针脚连接器上的两排针脚进行弯脚,小连接座上料组装装置4将小连接座组装到第二针脚上,组装完成的成品通过排针插接件输送装置2输送到成品托盘5中,实现pcb排针插接件自动弯脚组装,提高生产效率,且保证组装生产质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1