连接片、单体电池及电池包的制作方法
1.本申请涉及锂离子电池技术领域,具体而言,涉及一种连接片、单体电池及电池包。
背景技术:
2.通常,锂离子单体电池包括壳体、顶盖组件和两个电芯组件,每个电芯组件均具有多层正极极耳和多层负极极耳。为了将电芯产生的电流引出,将两个电芯组件的多层正极极耳焊接在正极软连接片的两端,并将正极软连接片与顶盖组件的正极极柱焊接;将两个电芯组件的多层负极极耳焊接在负极软连接片的两端,并将负极软连接片与顶盖组件的负极极柱焊接,然后通过顶盖组件上的正极极柱和负极极柱将电流引出。
3.图1为现有技术中的软连接片的结构示意图。请参阅图1,以正极软连接片为例,该软连接片包括极柱连接区10、第一极耳连接区21和第二极耳连接区22,第一极耳连接区21和第二极耳连接区22均与极柱连接区10连接,且第一极耳连接区21和第二极耳连接区22均为方形,且二者之间间隔有距离。为了实现第一极耳连接区21与一个电芯组件的多层极耳焊接,第二极耳连接区22与另一个电芯组件的多层极耳焊接,将多层极耳重叠在极耳连接区上,然后在多层极耳上方放置一个金属片,通过超声波焊接的方式实现多层极耳与极耳连接区之间的焊接,形成了图1所示的方块状的超声波焊接区23,该超声波焊接区23基本位于方形极耳连接区的中部。
技术实现要素:
4.发明人研究发现,除了使用超声波焊接的方式进行焊接多层极耳以外,还可以采用边焊或侧焊等方式进行多层极耳的焊接,该焊接方式可通过冷焊机实现,焊接时,将多层极耳的端部熔融焊接在极耳连接区的侧面或边缘,焊印区域可以明显减小。
5.基于上述焊接方式,本申请提供连接片、单体电池及电池包,可以减少连接片的材料,并使其过流能力以及多层极耳的焊接得到满足。
6.第一方面,本申请实施例提供了一种连接片,包括相互连接的用于与极柱连接的极柱区和用于与多层极耳连接的第一极耳区,第一极耳区具有与极柱区连接的第一端和远离极柱区的第二端,以垂直于第一端至第二端的方向的尺寸为宽度,沿第一端至第二端的方向,第一极耳区的宽度逐渐减小。
7.由于选择侧焊或边焊的方式进行焊接,其焊印区域为长条形结构,相较于超声焊的方式,焊印区域的宽度明显减小(焊印区域变窄),所以本申请的连接片第一极耳区的宽度从第一端至第二端的方向逐渐减小,一方面,减小了第一极耳区的远离极柱区的一端的宽度,节省了连接片的材料,并增大了电池的能量密度,且可以满足侧焊或边焊等方式的需求。另一方面,第一极耳区的连接极柱区的位置宽度较大,能够保证连接片的过流能力(单体电池在运行的过程中,越靠近极柱,电流越大,第一极耳区的靠近极柱的区域宽度较大,能够满足连接片的过流能力)。
8.在一种可能的实现方式中,连接片还包括与极柱区连接的第二极耳区,第一极耳区的远离极柱区的延伸方向与第二极耳区的远离极柱区的延伸方向一致,且沿第一端至第二端的方向,第二极耳区的宽度也逐渐减小。
9.通过第一极耳区和第二极耳区的设置,可以连接进行两个电芯组件的多层极耳进行连接,可以增大电池的能量密度。第二极耳区的宽度也逐渐减小,第二极耳区的材料用量也可以减少,并满足两个电芯组件的多层极耳焊接以及过流。
10.在一种可能的实现方式中,第一极耳区与第二极耳区之间设置有开口,沿第一端至第二端的方向,开口的宽度逐渐增大。
11.第一极耳区和第二极耳区在远离极柱区的一端分开,可以方便在第一极耳区的背离第二极耳区的一侧,以及第二极耳区的背离第一极耳区的一侧对多层极耳进行边焊或侧焊。
12.在一种可能的实现方式中,第一极耳区的背离第二极耳区的侧边和第二极耳区的背离所述第一极耳区的侧边平行。
13.由于第一极耳区和第二极耳区的两侧边缘平行,在与电芯组件配合进行安装的时候,电芯组件的两侧轮廓和连接片的两侧轮廓基本平行,在将多层极耳在焊接的时候,除了弯折进行焊接以外,不会产生扭转,可以在一定程度上避免极耳的中部承受扭矩力,极耳的焊接效果更好。
14.在一种可能的实现方式中,第一极耳区和第二极耳区对称设置。
15.第一极耳区和第二极耳区的结构一致,且第一极耳区和第二极耳区的外轮廓平行,则第一极耳区和第二极耳区基本为直角梯形或直角三角形结构,连接片的结构较为合理,且第一极耳区和第二极耳区受力基本一致,多层极耳的焊接效果更好。
16.在一种可能的实现方式中,开口的壁面具有依次连接的第一侧面、连接面和第二侧面,第一侧面和第二侧面为平面。
17.一方面,连接片的结构较为简单,容易制备;另一方面,可以减少连接片的结构缺陷,使连接片的强度相对较高,满足焊接的需求。
18.在一种可能的实现方式中,第二端的端面为平面,第二端的宽度为1
‑
5 mm,连接片的厚度为0.5
‑
1.5mm。
19.该宽度以及厚度,可以满足多层极耳与连接片的边焊或侧焊。
20.第二方面,本申请提供一种单体电池,包括顶盖组件、电芯组件和上述连接片,电芯组件包括多层极耳,顶盖组件包括极柱,多层极耳通过边焊或侧焊的方式焊接于第一极耳区,极柱焊接于极柱区。
21.该单体电池中,由于使用边焊或侧焊的方式将多层极耳焊接在连接片的极耳区,可以使多层极耳能够牢固焊接。同时,减小了连接片的面积,可以节约连接片的材料,增大电池的能量密度。
22.在一种可能的实现方式中,连接片还包括与极柱区连接的第二极耳区,第一极耳区的远离极柱区的延伸方向与第二极耳区的远离极柱区的延伸方向一致,且沿第一端至第二端的方向,第二极耳区的宽度也逐渐减小。一个电芯组件的多层极耳通过侧焊或边焊的方式焊接于第一极耳区的远离第二极耳区的一侧,另一个电芯组件的多层极耳通过侧焊或边焊的方式焊接于第二极耳区的远离第一极耳区的一侧。
23.通过第一极耳区和第二极耳区的设置,可以通过边焊或侧焊的方式进行两个电芯组件的多层极耳进行连接,可以增大电池的能量密度。且材料用量也可以减少,并满足两个电芯组件的多层极耳焊接以及过流。
24.第三方面,本申请提供一种电池包,包括电池箱体和多个上述单体电池,单体电池设置于电池箱体内。
附图说明
25.为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
26.图1为现有技术提供的软连接片的结构示意图;
27.图2为本申请实施例提供的单体电池的第一内部结构示意图;
28.图3为本申请实施例提供的单体电池的第二内部结构示意图;
29.图4为本申请实施例提供的单体电池的第三内部结构示意图;
30.图5为图3中
ⅴ
处的放大图;
31.图6为图4中
ⅵ
处的放大图;
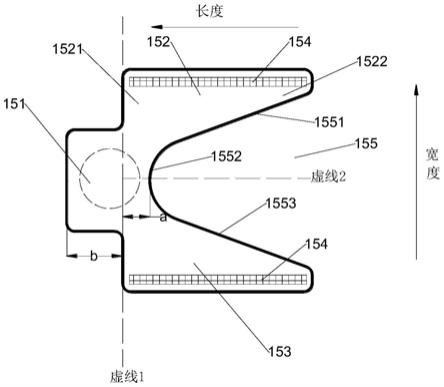
32.图7为本申请实施例提供的连接片的第一结构示意图;
33.图8为本申请实施例提供的连接片的第二结构示意图;
34.图9为本申请实施例提供的连接片的第三结构示意图。
35.图标:10
‑
极柱连接区;21
‑
第一极耳连接区;22
‑
第二极耳连接区; 23
‑
超声波焊接区;110
‑
第一电芯组件;120
‑
第二电芯组件;130
‑
正极连接片;140
‑
负极连接片;111
‑
多层第一正极极耳;112
‑
多层第一负极极耳;121
‑ꢀ
多层第二正极极耳;122
‑
多层第二负极极耳;141
‑
正极极柱;142
‑
负极极柱; 151
‑
极柱区;152
‑
第一极耳区;153
‑
第二极耳区;1521
‑
第一端;1522
‑ꢀ
第二端;154
‑
焊印区域;155
‑
开口;1551
‑
第一侧面;1552
‑
连接面;1553
‑ꢀ
第二侧面。
具体实施方式
36.为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述。
37.本申请提供一种用电装置的电池包,该用电装置可以是新能源汽车、电动车等。该电池包包括电池箱体和多个上述单体电池,多个单体电池设置于电池箱体内。
38.由于新能源汽车是大型用电装置,需要较大的电压,所以,每个单体电池中可以设置有两个电芯组件,以增大电池的能量密度。图2为本申请实施例提供的单体电池的第一内部结构示意图;图3为本申请实施例提供的单体电池的第二内部结构示意图;图4为本申请实施例提供的单体电池的第三内部结构示意图。请参阅图2
‑
图4,本申请中,单体电池包括电池壳体、顶盖组件(图2未示出)、第一电芯组件110、第二电芯组件120、正极连接片130和负极连接片140。将第一电芯组件110和第二电芯组件120 装放在电池壳体内,正极连接片130和负极连接片140分别与顶盖组件以及第一电芯组件110和第二电芯组件120连接,以将
电芯组件产生的电流引出。
39.其中,正极连接片130和负极连接片140的结构相同,其材料可以不同。例如:正极连接片130为铝片、负极连接片140为铜片。可选地,正极连接片130和负极连接片140的厚度均为0.5
‑
1.5mm。由于其厚度较薄,所以,其能够在一定程度上发生变形,其又可以叫软连接片。作为示例性地,连接片的厚度可以为0.5mm、0.6mm、0.7mm、0.8mm、0.9mm、1mm、 1.1mm、1.2mm、1.3mm、1.4mm或1.5mm。
40.本申请中,第一电芯组件110包括多层第一正极极耳111和多层第一负极极耳112;第二电芯组件120包括多层第二正极极耳121和多层第二负极极耳122,顶盖组件包括正极极柱141和负极极柱142,多层第一正极极耳 111和多层第二正极极耳121焊接在正极连接片130上,正极连接片130焊接在正极极柱141上,多层第一负极极耳112和多层第二负极极耳122焊接在负极连接片140上,负极连接片140焊接在负极极柱142上,通过顶盖组件的正极极柱141和负极极柱142将电流引出。
41.其中,正极连接片130包括相互连接的正极极耳区和正极极柱141区,负极连接片140包括相互连接的负极极耳区和负极极柱142区,正极极耳区与多层第一正极极耳111和多层第二正极极耳121焊接,正极极柱141 区与正极极柱141焊接,负极极耳区与多层第一负极极耳112和多层第二负极极耳122焊接,负极极柱142区与负极极柱142焊接,从而实现电芯组件与极柱的电性连接。
42.由于正极转接片和负极转接片的结构基本一致,所以,后续直接对连接片的结构进行具体描述,其既适用于正极转接片,又适用于负极转接片。
43.现有技术中,将多层极耳重叠在极耳连接区上,然后在多层极耳上方放置一个金属片,通过超声波焊接的方式实现多层极耳与极耳连接区之间的焊接,形成了图1所示的方块状的超声波焊接区23(如图1),该超声波焊接区23基本位于方形极耳连接区的中部,该超声波焊接区23的长为5
‑
50mm左右,宽为3
‑
25mm左右。
44.图5为图3中
ⅴ
处的放大图;图6为图4中
ⅵ
处的放大图;图7为本申请实施例提供的连接片的第一结构示意图。请参阅图3
‑
图7,本申请中,通过冷焊机采用侧焊(如图6)或边焊(如图5)的方式进行焊接,由于该焊接方式是熔融焊接,可以使多层极耳的端部与极耳区接触的位置直接熔焊在一起,形成长条形结构的焊印区域其中,侧焊时的焊印区域154如图7,该焊印区域154的长为5
‑
50mm,宽为0.5
‑
2.5mm,该焊印区域154的宽度明显减小(焊印区域154变窄);边焊时的焊接区域位于极耳区的侧边 (图7未示出)。
45.请继续参阅图7,本申请中,连接片包括极柱区151、第一极耳区152 和第二极耳区153,第一极耳区152和第二极耳区153均与极柱区151 连接,且第一极耳区152和第二极耳区153的远离极柱区151的一端均朝向同一侧方向延伸。如图7所示,图7中的竖向虚线1可以将连接片分成极柱区151和极耳区,图7中横向虚线2将极耳区分成第一极耳区152和第二极耳区153。该划分方式并不是标准的划分方式,仅仅是为了后续的描述方便而进行的划分,该划分方式并不限定本申请的保护范围。
46.其中,第一极耳区152具有与极柱区151连接的第一端1521和远离极柱区151的第二端1522,以垂直于第一端1521至第二端1522的方向的尺寸为宽度,沿第一端1521至第二端1522的方向,第一极耳区 152的宽度逐渐减小,第二极耳区153的宽度也逐渐减小。极柱与连接片的极柱区151焊接,第一多层极耳与第一极耳区152通过侧焊或边焊的方式连接,
第二多层极耳与第二极耳区153通过侧焊或边焊的方式连接。
47.本申请提供的连接片的极耳区(第一极耳区152或/和第二极耳区153) 的宽度从第一端1521至第二端1522的方向逐渐减小,减小了极耳区第二端1522的宽度(减小了第一极耳区152和第二极耳区153的远离极柱区151 的一端的宽度),一方面,节省了连接片的材料,并增大了电池的能量密度,且可以满足侧焊或边焊等方式的需求;另一方面,极耳区的连接极柱区151 的位置宽度较大,能够保证连接片的过流能力(单体电池在运行的过程中,越靠近极柱,电流越大,极耳区的靠近极柱的区域宽度较大,能够满足连接片的过流能力)。
48.可选地,第二端1522的端面为平面,第二端1522的宽度为2
‑
3mm,第一极耳区152的第二端1522的宽度为1
‑
5mm,第二极耳区153的第二端的宽度也为1
‑
5mm。该宽度可以满足多层极耳与连接片的边焊或侧焊。作为示例性地,第二端1522的宽度为1mm、2mm、3mm、4mm或5mm。
49.请继续参阅图7,第一极耳区152与第二极耳区153之间设置有开口 155,沿第一端1521至第二端1522的方向,开口155的宽度逐渐增大。第一极耳区152和第二极耳区153在远离极柱区151的一端分开,可以方便在第一极耳区152的背离第二极耳区153的一侧,以及第二极耳区 153的背离第一极耳区152的一侧对多层极耳进行边焊或侧焊。
50.可选地,第一极耳区152的背离第二极耳区153的侧边和第二极耳区 153的背离所述第一极耳区152的侧边平行。由于第一极耳区152和第二极耳区153的两侧边缘平行,在与电芯组件配合进行安装的时候,电芯组件的两侧轮廓和连接片的两侧轮廓基本平行,在将多层极耳在焊接的时候,除了弯折进行焊接以外,不会产生扭转,可以在一定程度上避免极耳的中部承受扭矩力,极耳的焊接效果更好。
51.进一步地,第一极耳区152和第二极耳区153对称设置。第一极耳区 152和第二极耳区153的结构一致,且第一极耳区152和第二极耳区153的外轮廓平行,极耳区基本为方形结构,第一极耳区152和第二极耳区153 基本为直角梯形或直角三角形结构,在焊接多层极耳的时候,分别将两个电芯组件的多层极耳焊接在直径三角形或直角梯形的直角边或靠近直角边的位置,此时多层极耳在焊接的时候,除了弯折进行焊接以外,不会产生扭转,可以在一定程度上避免极耳的中部承受扭矩力,极耳的焊接效果更好。
52.请继续参阅图7,开口155的壁面具有依次连接的第一侧面1551、连接面1552和第二侧面1553,第一侧面1551和第二侧面1553为平面。一方面,连接片的结构较为简单,容易制备;另一方面,可以减少连接片的结构缺陷,使连接片的强度相对较高,满足焊接的需求。
53.进一步地,连接面1552为圆弧面,该圆弧面的朝向极柱区151的方向凹陷。极耳区(第一极耳区152和第二极耳区153)的靠近极柱区151的一侧的开口155处为圆弧面,可以使极柱区151以及极耳区的靠近极柱区151 的部位共同形成焊接极柱的区域(例如:图7中虚线圆形的区域),既能够保证极柱的牢固焊接,又减小了连接片的整体面积,同时,可以使极耳区的靠近极柱区151的区域过流面积较大,保证了导流的同时可以减少材料的使用。
54.本申请中,以第一端1521至第二端1522的方向为长度方向,圆弧面与极耳区和极柱区151的连接线之间的距离为极柱区151长度的0.3
‑
0.8倍,即圆弧面与虚线1之间的距离a为极柱区151的左边缘与虚线1之间的距离b的0.3
‑
0.8倍。极柱区151以及靠近极柱区151的极耳区均可以焊接极柱,且连接片的尺寸满足上述条件,可以使极柱区151的长度较短,就能够满足极柱的焊接,从而减少连接片的材料消耗。作为示例性地,距离a 为距离b的0.3
倍、0.4倍、0.5倍、0.6倍、0.7倍或0.8倍。
55.可选地,极柱区151为方形结构,极耳区的宽度(第一极耳区152的背离第二极耳区153的侧边和第二极耳区的远离第一极耳区的侧边之间的距离)为极柱区151的宽度的1.5
‑
3倍,且极柱区151连接于极耳区的一侧边(虚线1处)中部。安装连接片的时候,连接片位于电芯组件的靠近顶盖组件的一侧,极耳区与极柱区151的宽度限定在上述范围内,一方面,可以方便极柱区151与极柱的焊接,另一方面,可以使多层极耳弯折以后,直接焊接在极耳区的边缘(方便边焊或侧焊),在一定程度上减少极耳的长度,以便增加电池的能量密度。作为示例性地,极耳区的宽度为极柱区151 的宽度的1.5倍、2倍、2.5倍或3倍。
56.请继续参阅图1和图7,本申请中,直接将图1中的连接片的结构更改成图2中的连接片的结构,一方面,连接片的过流能力能够得到保证;另一方面,在原有的连接片的基础上进行改进,其改进方面不多,直接将原来的方形极耳连接区更改成本申请中的直角三角形或直角梯形形状的第一极耳区152和第二极耳区153,不需要对连接片进行大幅度改进既可以达到节约材料的目的,以便增加电池的能量密度,改进也更加方便;第三方面,由于连接片的主体结构基本不会,其与极柱的连接,以及在单体电池中的位置基本不发生变化,在原有的电池制造工艺中即可完成。
57.图8为本申请实施例提供的连接片的第二结构示意图。请参阅图8,该实施例中,第一极耳区152上设置有一个焊印区域154,可以满足单体电池中含有一个电芯组件的电池进行使用,其也能够在一定程度上减少转接片的材料,增加电池的能量密度,并达到能够与侧焊或边焊进行配合焊接多层极耳的目的。
58.图9为本申请实施例提供的连接片的第三结构示意图,请参阅图9,该实施例中,相较于图7,虽然连接片的面积有所增加,但依然小于图1中的连接片的面积;同时,极柱区151与第一极耳区152之间的连接面积以及极柱区151与第二极耳区153之间的连接面积更大,可以保证极耳区与极柱区151之间的过流面积,过流效果更好。
59.本申请实施例中,单体电池的制备方法为:将正极连接片130的正极极柱141区以及正极极耳区的靠近正极极柱141区的部位焊接在顶盖组件的正极极柱141上,将负极连接片140的负极极柱142区以及负极极耳区的靠近负极极柱142区的部位焊接在顶盖组件的负极极柱142上;将第一电芯组件110和第二电芯组件120均设置于电池壳体内,将第一电芯组件110的多层正极极耳通过侧焊或边焊的方式焊接在正极连接片130的第一极耳区152上(侧焊在正极连接片130的第一极耳区152的背离第二极耳区 153的侧边,边焊在正极连接片130的第一极耳区152的背离第二极耳区 153的边缘),将第二电芯组件120的多层正极极耳通过侧焊或边焊的方式焊接在正极连接片130的第二极耳区153上(侧焊在正极连接片130的第二极耳区153的背离第一极耳区152的侧边,边焊在正极连接片130的第二极耳区153的背离第一极耳区152的边缘),将第二电芯组件120的多层负极极耳通过侧焊或边焊的方式焊接在负极连接片140的第一极耳区152 上(侧焊在负极连接片140的第一极耳区152的背离第二极耳区153的侧边,边焊在负极连接片140的第一极耳区152的背离第二极耳区153的边缘),将第二电芯组件120的多层负极极耳通过侧焊或边焊的方式焊接在负极连接片140的第二极耳区153上(侧焊在负极连接片140的第二极耳区 153的背离第一极耳区152的侧边,边焊在负极连接片140的第二极耳区 153的背离第一极耳区152的边缘);将电池壳体和顶盖组件的金属盖板焊接,然后进行注液后即得单体电池。
60.本申请实施例提供的连接片、单体电池、电池包及用电装置得有益效果包括:
61.(1)、由于通过侧焊或边焊的方式将多层极耳焊接在转接片上,焊印区域154的宽度明显减小,则设置的转接片中,极耳区(第一极耳区 152或/和第二极耳区153)的宽度从第一端1521至第二端1522的方向逐渐减小,也就是说,极耳区的连接极柱区151的位置宽度较大,远离极柱区 151的位置宽度较小,宽度较小的区域可以满足侧焊;且可以节省连接片的材料,并增大了电池的能量密度。
62.(2)、在焊接多层极耳的时候,分别将两个电芯组件的多层极耳焊接在直径三角形或直角梯形的直角边(侧焊)或靠近直角边(边焊)的位置,此时多层极耳在焊接的时候,除了弯折进行焊接以外,不会产生扭转,可以在一定程度上避免极耳的中部承受扭矩力,极耳的焊接效果更好。
63.(3)、直接将原来的方形极耳连接区更改成本申请中的直角三角形或直角梯形形状的第一极耳区152和第二极耳区153,不需要对连接片进行大幅度改进既可以达到节约材料的目的,以便增加电池的能量密度,改进也更加方便;由于连接片的主体结构基本不会,其与极柱的连接,以及在单体电池中的位置基本不发生变化,在原有的电池制造工艺中即可完成。
64.以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1