一种光伏背板及其制备方法与流程
1.本发明涉及光伏组件封装领域,具体涉及一种光伏背板及其制备方法。
背景技术:
2.光伏组件即为太阳能电池板或太阳能电池组件,是太阳能发电系统中的核心部分,也是太阳能发电系统中重要的部分。光伏组件由若干的单体太阳能电池串、并联连接后严密封装后得到的组件。其中光伏组件的封装材料性能优劣直接影响到光伏组件的长期发电性能。由于光伏组件使用时需长期暴露在各种严苛的条件下,因此光伏背板的可靠性及适用性尤为重要。随着光伏发电技术的不断发展,对光伏组件的封装技术和外观都提出了新的要求。
3.现有技术中,光伏背板上设置的功能性光学涂层大多为多种功能涂层叠加涂覆,在后涂覆的光学涂层的溶剂会对已有的光学涂层产生一定的侵蚀作用,进而影响到光学涂层与背板层以及粘合层之间的粘结性能;由于添加的不同成分的光学涂层与背板材料之间存在硬度差,使得电池片在光伏组件在层压封装过程中出现隐裂,造成一定的损失;此外,复杂的多层结构的设置,增加了光伏组件的生产成本。
技术实现要素:
4.本发明的目的是解决上述问题,提供一种结构简单的,耐候性强的且制备成本低的光伏背板。
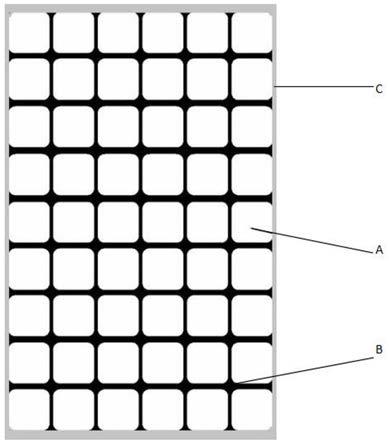
5.为了实现上述目的,本发明采用的技术方案如下:一种光伏背板,包括依次层叠的外部耐候层、中间绝缘层和内部网格化耐候涂层;所述的内部网格化耐候涂层包括与多个电池片对应设置的多个第一区域,设置于多个第一区域的间隙中并与所述多个电池片间隙对应的第二区域和包绕于由所述的第一区域和第二区域构成的平面边缘的并与多个电池片边缘区域对应的第三区域;所述的第一区域、第二区域和第三区域的厚度相同。
6.本发明所述的一种光伏背板,所述的第一区域与多个电池片对应,用于保护多个电池片并隔绝水汽,避免了空气中的水汽对多个电池片的侵蚀,保证了光伏组件的运行的稳定性;所述的第二区域用于向多个电池片反射太阳光,增加了太阳光的利用率,提高了多个电池片的发电效率;第三区域起到反射太阳光的作用的同时可通过添加不同颜色的填料,使其具有不同的外观色彩增加了光伏组件的整体美观性。
7.优选地,所述的第一区域(a)、第二区域(b)和第三区域(c)的厚度为5~40 μm;所述的外部耐候层(1)为厚度为10~50 μm,所述中间绝缘层(2)的厚度为125~400 μm。
8.优选地,所述的第一区域(a)、第二区域(b)和第三区域(c)的组成原料按重量份,包括含氟树脂 20~60份、聚酯树脂5~40份、无机填料2~50份、助剂1~8份、稀释剂10~50份和固化剂5~30份。
9.优选地,所述的含氟树脂选自聚氟乙烯、聚偏氟乙烯、聚四氟乙烯、聚全氟乙丙烯、
氟乙烯
‑
乙烯基醚共聚物、三氟氯乙烯
‑
乙烯共聚物、三氟氯乙烯
‑
烷基乙烯基酯共聚物、四氟乙烯
‑
烷基乙烯基酯共聚物和四氟乙烯
‑
烷基乙烯基醚共聚物中的其中一种或者多种。
10.优选地,所述聚酯树脂选自邻苯型、间苯型、对苯型、双酚a型、乙烯基型聚酯树脂中的一种或多种。
11.优选地,所述的无机填料选自钛白粉、炭黑、玻璃微珠、金属氧化锌、金属氧化钛、气相二氧化硅、铜铬黑、钴绿的一种或多种。
12.优选地,所述的助剂包括分散剂、消泡剂、流平剂、催化剂、抗氧剂、紫外吸收剂、光稳定剂的一种或多种。
13.优选地,所述的稀释剂选自醚类稀释剂、酮类稀释剂或酯类稀释剂。
14.优选地,所述的固化剂为脂肪族异氰酸酯固化剂、芳香族异氰酸酯固化剂和封闭型异氰酸酯固化剂中一种或几种的混合物。
15.优选地,所述的第一区域还可用于透射太阳光,增加光伏组件对太阳光的转化率。因此,所述的第一区域中的无机填料选自玻璃微珠、气相二氧化硅、钛白粉、金属氧化锌和金属氧化钛的一种或几种的混合物;最终使得所述的第一区域成为透明耐候涂层或白色高反耐候涂层。
16.优选地,所述的第二区域和所述的第三区域中的无机填料选自钛白粉和气相二氧化硅的一种或两种,或者炭黑和铜铬黑的一种或两种,或者钴绿;使得所述的第二区域和第三区域成为白色高反耐候涂层或黑色高反耐候涂层或绿色高反耐候涂层。
17.优选地,所述的中间绝缘层包括聚对苯二甲酸乙二醇酯、聚对苯二甲酸丙二醇酯、聚对苯二甲酸甲酯、聚对苯二甲酸丁二醇酯、聚酰胺、聚酰亚胺、聚对苯二甲酸已二醇酯、聚苯乙烯、聚碳酸酯、聚乙烯、聚丙烯、聚萘二甲酸丙二醇酯、聚萘二甲酸乙二醇酯、聚萘二甲酸丁二醇酯、聚氯乙烯、聚丙烯腈
‑
丁二烯
‑
苯乙烯共聚物中的其中一种或者多种组成的混合物。
18.本发明所述的光伏背板的制备方法,包括步骤:s1:提供一中间绝缘层,在中间绝缘层的一侧面与多个电池片的对应位置涂覆第一区域,烘干后收卷,得到中间产品;在所述中间产品与所述的多个电池片间隙的对应位置涂覆第二区域,烘干后收卷;然后在包绕于由所述的第一区域和第二区域构成的涂层面边缘的并与多个电池片边缘区域对应的位置涂覆第三区域,烘干后收卷;所述的第一区域、第二区域和第三区域共同构成内部网格化耐候层;s2:在所述的中间绝缘层的另一侧面设置外部耐候层,然后经过热压复合得到光伏背板。
19.优选地,所述的第一区域、第二区域和第三区域的成型方法为网纹辊印刷、丝网印刷或者喷墨印刷的一种或多种。
20.本发明产生的有益效果包括:1. 本发明所述的一种光伏背板的结构层次简单,减少了粘结层的使用,降低了背板脱落的风险;第一区域、第二区域和第三区域拼接设置构成了所述的内部网格化耐候涂层,所述的第一区域、第二区域和第三区域之间不相互叠加,且均匀覆盖于背板基材上,与现有技术中叠加涂覆的方式制备耐候涂层相比较,避免了后涂覆的涂层溶剂对先涂覆涂层的侵蚀,导致的涂层之间、以及外部耐候层、中间绝缘层和内部网格化耐候涂层间的附着力
及剥离强度性能降低的情况的发生,增加了所述内部网格耐候层两面与多个电池片和中间绝缘层之间的剥离强度,提高了背板的稳定性及耐候性能;2. 所述的第一区域、第二区域和第三区域的厚度相同,降低了层压过程中电池片隐裂的风险;并且所述的第三区域在层压封装光伏组件时对第一区域和第二区域起到限制膨胀的作用,减少了背板边缘处毛边的产生,形状更加规整,减少了原材料的浪费,不必进行后处理除毛边,简化了封装的工序,避免了涂层叠加造成的原料浪费,从而进一步降低了生产成本;3. 本发明所述的内部网格化耐候涂层的组成原料中包括用于使得所述的内部网格化耐候涂层显示不同颜色的无机填料,选用不同的无机填料可以制备得到不同颜色的涂层,以满足第一区域、第二区域和第三区域的使用的功能要求;并且提高了背板及光伏组件的整体的美观性。
附图说明
21.图1为光伏背板的结构示意图;图2为内部网格化耐候涂层的结构示意图;其中,1为外部耐候层,2为中间绝缘层,3为内部网格化耐候涂层;a为第一区域,b为第二区域,c为第三区域。
具体实施方式
22.下面结合具体实施例对本发明进行进一步地详细说明。
23.在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
24.本发明所述的“外”为远离多个电池片的一侧,所述的“内”为靠近多个电池片的一侧。
25.实施例1图1为一种光伏背板的结构示意图,如图1所示,包括外部耐候层1、中间绝缘层2和内部网格化耐候涂层3,所述外部耐候层1为三氟氯乙烯
‑
烷基乙烯基酯共聚物层,厚度为20 μm;所述中间绝缘层2为聚对苯二甲酸乙二醇酯层(pet)厚度为260 μm,所述的内部网格化耐候涂层3的厚度为10 μm;图2为内部网格化耐候涂层的结构示意图,如图2所示,所述的内部网格化耐候涂层3包括设置于多个电池片对应位置的第一区域a、设置于多个电池片间隙的对应位置的第二区域b;设置于所述的第一区域a的间隙与所述多个电池片间隙对应的第二区域b和包绕于所述的第一区域a和第二区域b构成的平面边缘与多个电池片边缘区域对应的第三区域c。
26.第一区域a为透明耐候涂层,原料包括以下重量份数的组分:含氟树脂50份,聚酯树脂15份,玻璃微珠2份、气相二氧化硅4份,稀释剂15份,助剂包括分散剂0.5份、紫外吸收剂0.4份、抗氧剂0.5份、光稳定剂0.3份、催化剂0.1份,异氰酸酯固化剂12份。经网纹辊方式印刷,辊涂速度35m/min,固化温度160℃,透明耐候涂层干膜厚度10 μm。
27.所述的含氟树脂为聚氟乙烯,所述的聚酯树脂为间苯型聚酯树脂,所述的稀释剂为醚类稀释剂,所述的固化剂为脂肪族异氰酸酯固化剂。
28.第一区域a制备完毕烘干后收卷,进行第二区域b和第三区域c的制备。所述的第二区域b与第三区域c一致为白色高反耐候涂层,原料包括以下重量份数的组分:含氟树脂50份,聚酯树脂10份,钛白粉35份、气相二氧化硅8份,稀释剂25份,助剂包括分散剂2份、抗氧剂0.5份、光稳定剂0.3份、流平剂0.4份、催化剂0.2份,异氰酸酯固化剂8份。所述的第二区域b和第三区域c的制备方法相同,均采用网纹辊印刷,辊涂速度50 m/min,固化温度150℃,分别制备得到干膜厚度10μm的第二区域b和第三区域c。
29.所述的含氟树脂为聚氟乙烯与聚偏氟乙烯的混合物,所述的聚酯树脂为对苯型聚酯树脂,所述的稀释剂为酮类稀释剂,所述的固化剂为芳香族异氰酸酯固化剂。
30.将所述的第一区域、第二区域和第三区域依次涂覆于中间绝缘层2一侧表面上,然后在所述的中间绝缘层2的另一侧表面设置外部耐候层,再经热压复合得到光伏背板。
31.实施例2本实施例提供一种光伏背板,包括外部耐候层1、中间绝缘层2和内部网格化耐候涂层3,所述外部耐候层1为聚氟乙烯层,厚度为25 μm;所述中间绝缘层2为聚对苯二甲酸乙二醇酯层(pet)厚度为200 μm,所述的内部网格化耐候涂层3的厚度为20 μm。
32.所述的第一区域a为透明耐候涂层,原料包括以下重量份数的组分:含氟树脂40份,聚酯树脂5份,气相二氧化硅8份,稀释剂25份,助剂包括分散剂0.8份、紫外吸收剂0.5份、抗氧剂0.2份、光稳定剂0.1份、消泡剂0.2份,流平剂0.4份和催化剂0.5份,异氰酸酯固化剂16份。经丝网印刷方式印刷,印刷速度35 m/min,固化温度140℃,透明耐候涂层干膜厚度20 μm。
33.所述的含氟树脂为聚四氟乙烯与聚偏氟乙烯的混合物,所述的聚酯树脂为对苯型聚酯树脂,所述的稀释剂为酯类稀释剂,所述的固化剂为封闭型异氰酸酯固化剂。
34.第一区域a制备完毕烘干后收卷,进行第二区域b和第三区域c的制备。第二区域b与第三区域c一致为黑色高反耐候涂层,原料包括以下重量份数的组分:含氟树脂35份,聚酯树脂8份,无机填料包括炭黑10份、铜铬黑6份、气相二氧化硅6份,稀释剂30份,助剂包括分散剂1.2份、消泡剂0.5份、流平剂0.2份、催化剂0.6份,异氰酸酯固化剂10份。经丝网印刷方式印刷,印刷速度25 m/min,固化温度155℃,涂层干膜厚度20 μm。
35.所述的含氟树脂为聚四氟乙烯,所述的聚酯树脂为双酚a型聚酯树脂,所述的稀释剂为酯类稀释剂,所述的固化剂为封闭型异氰酸酯固化剂。
36.将所述的第一区域、第二区域和第三区域依次涂覆于中间绝缘层2一侧表面上,然后在所述的中间绝缘层2的另一侧表面设置外部耐候层,再经热压复合得到光伏背板。
37.实施例3本实施例提供一种光伏背板,包括外部耐候层1、中间绝缘层2和内部网格化耐候涂层3,所述外部耐候层1为聚偏氟乙烯层,厚度为30 μm;所述中间绝缘层2为聚对苯二甲酸丙二醇酯层(pbt)的厚度为270 μm,所述的内部网格化耐候涂层3的厚度为25 μm。
38.所述的内部网格化耐候涂层3中,所述的第一区域a为白色高反耐候涂层,原料包括以下重量份数的组分:含氟树脂45份,聚酯树脂15份,无机填料包括钛白粉40份和气相二氧化硅6份,稀释剂30份,助剂包括分散剂1.5份、流平剂0.3份、消泡剂0.2份和催化剂0.8份,异氰酸酯固化剂14份。经网纹辊方式印刷,辊涂速度40m/min,固化温度160℃。涂层干膜厚度25μm。
39.所述的含氟树脂为三氟氯乙烯
‑
烷基乙烯基酯共聚物,所述的聚酯树脂为双酚a型聚酯树脂,所述的稀释剂为醚类稀释剂,所述的固化剂为封闭型异氰酸酯固化剂。
40.第一区域a制备完毕烘干后收卷,进行第二区域b和第三区域c的制备。第二区域b与第三区域c一致为黑色高反耐候涂层,原料包括以下重量份数的组分:含氟树脂35份,聚酯树脂3份,无机填料包括铜铬黑8份和气相二氧化硅8份,稀释剂20份,助剂包括分散剂0.4份、消泡剂0.3份和流平剂0.6份,异氰酸酯固化剂10份。经喷墨印刷方式印刷,喷墨速度25m/s,固化温度155℃,涂层干膜厚度25μm。
41.所述的含氟树脂为三氟氯乙烯
‑
乙烯共聚物,所述的聚酯树脂为邻苯型聚酯树脂,所述的稀释剂为酯类稀释剂,所述的固化剂为脂肪族异氰酸酯固化剂。
42.将所述的第一区域、第二区域和第三区域依次涂覆于中间绝缘层2一侧表面上,然后在所述的中间绝缘层2的另一侧表面设置外部耐候层,再经热压复合得到光伏背板。
43.实施例4本实施例提供一种光伏背板,包括外部耐候层1、中间绝缘层2和内部网格化耐候涂层3。所述外部耐候层1为氟乙烯
‑
乙烯基醚共聚物层,厚度为10μm;所述中间绝缘层2为聚对苯二甲酸乙二醇酯层(pet)的厚度为125μm,所述的内部网格化耐候涂层3的厚度为5μm。
44.所述的第一区域a为白色高反耐候涂层,原料包括以下重量份数的组分:含氟树脂20份,聚酯树脂20份,无机填料包括钛白粉25份和金属氧化锌15份,稀释剂45份,助剂包括分散剂2份、流平剂0.2份、催化剂0.3份、抗氧剂0.2份和光稳定剂0.5份,异氰酸酯固化剂20份。经丝网辊方式印刷,印刷速度60m/min,固化温度180℃,涂层干膜厚度5μm。
45.所述的含氟树脂为氟乙烯
‑
乙烯基醚共聚物,所述的聚酯树脂为邻苯型聚酯树脂,所述的稀释剂为酮类稀释剂,所述的固化剂为芳香族异氰酸酯固化剂。
46.第一区域a制备完毕烘干后收卷,进行第二区域b的制备。第二区域b为黑色高反耐候涂层,原料包括以下重量份数的组分:含氟树脂60份,聚酯树脂30份,无机填料包括炭黑10份、铜铬黑2份和气相二氧化硅10份,稀释剂40份,助剂包括分散剂0.4份、抗氧剂0.2份和流平剂0.5份,异氰酸酯固化剂25份。经喷墨印刷方式印刷,喷墨速度20m/s,固化温度140℃,涂层干膜厚度5μm。
47.所述的含氟树脂为聚氟乙烯、聚偏氟乙烯与聚四氟乙烯的混合物,所述的聚酯树脂为间苯型聚酯树脂,所述的稀释剂为酮类稀释剂,所述的固化剂为芳香族异氰酸酯固化剂。
48.第二区域b制备完毕烘干后收卷,进行第三区域c的制备。第三区域c为绿色耐候涂层,原料包括以下重量份数的组分:含氟树脂60份,聚酯树脂20份,无机填料为钴绿10份,稀释剂25份,助剂包括分散剂0.4份、抗氧剂0.2份、流平剂0.5份和催化剂0.8份,异氰酸酯固化剂30份。经网纹辊方式印刷,辊涂速度55m/min,固化温度145℃,涂层干膜厚度5μm。
49.所述的含氟树脂为聚四氟乙烯,所述的聚酯树脂为邻苯型聚酯树脂,所述的稀释剂为醚类稀释剂,所述的固化剂为芳香族异氰酸酯固化剂。
50.将所述的第一区域、第二区域和第三区域依次涂覆于中间绝缘层2一侧表面上,然后在所述的中间绝缘层2的另一侧表面设置外部耐候层,再经热压复合得到光伏背板。
51.实施例5本实施例提供一种光伏背板,包括外部耐候层1、中间绝缘层2和内部网格化耐候
涂层3。所述外部耐候层1为氟乙烯
‑
乙烯基醚共聚物层,厚度为50μm;所述中间绝缘层2为聚对苯二甲酸乙二醇酯层(pet)的厚度为360μm,所述的内部网格化耐候涂层3的厚度为35μm。
52.所述的第一区域a为透明耐候涂层,原料包括以下重量份数的组分:含氟树脂25份,聚酯树脂25份,无机填料包括玻璃微珠25份和金属氧化锌25份,稀释剂10份,助剂包括流平剂0.2份、催化剂0.3份、抗氧剂0.2份和光稳定剂0.3份,异氰酸酯固化剂5份。经丝网辊方式印刷,印刷速度60m/min,固化温度180℃,涂层干膜厚度35μm。
53.所述的含氟树脂为四氟乙烯
‑
烷基乙烯基酯共聚物,所述的聚酯树脂为间苯型聚酯树脂,所述的稀释剂为酮类稀释剂,所述的固化剂为芳香族异氰酸酯固化剂。
54.第一区域a制备完毕烘干后收卷,进行第二区域b。第二区域b为绿色高反耐候涂层,原料包括以下重量份数的组分:含氟树脂20份,聚酯树脂25份,无机填料钴绿8份,稀释剂15份,助剂包括分散剂0.4份、抗氧剂0.5份、紫外吸收剂0.1份和流平剂0.5份,异氰酸酯固化剂5份。经喷墨印刷方式印刷,喷墨速度20m/s,固化温度140℃,涂层干膜厚度35μm。
55.所述的含氟树脂为氟乙烯
‑
乙烯基醚共聚物,所述的聚酯树脂为乙烯基型聚酯树脂,所述的稀释剂为酮类稀释剂,所述的固化剂为封闭型异氰酸酯固化剂。
56.第二区域b制备完毕烘干后收卷,第三区域c的制备。第三区域c为白色耐候涂层,原料包括以下重量份数的组分:含氟树脂25份,聚酯树脂40份,无机填料为钛白粉6份,稀释剂10份,助剂包括分散剂0.3份、抗氧剂0.2份和流平剂0.5份,异氰酸酯固化剂5份。经网纹辊方式印刷,辊涂速度55m/min,固化温度145℃,涂层干膜厚度35μm。
57.所述的含氟树脂为四氟乙烯
‑
烷基乙烯基醚共聚物,所述的聚酯树脂为乙烯基型聚酯树脂,所述的稀释剂为酮类稀释剂,所述的固化剂为脂肪族异氰酸酯固化剂。
58.将所述的第一区域、第二区域和第三区域依次涂覆于中间绝缘层2一侧表面上,然后在所述的中间绝缘层2的另一侧表面设置外部耐候层,再经热压复合得到光伏背板。
59.实施例6本实施例提供一种光伏背板,包括外部耐候层1、中间绝缘层2和内部网格化耐候涂层3,所述外部耐候层1为聚偏氟乙烯层,厚度为35μm;所述中间绝缘层2为聚对苯二甲酸丙二醇酯层(pbt)的厚度为400μm,所述的内部网格化耐候涂层3的厚度为40μm。
60.所述的内部网格化耐候涂层3中,所述的第一区域a为白色高反耐候涂层,原料包括以下重量份数的组分:含氟树脂30份,聚酯树脂30份,无机填料包括钛白粉10份和气相二氧化硅13份,稀释剂35份,助剂包括分散剂0.5份、流平剂0.3份、消泡剂0.2份、抗氧化剂0.7份、光稳定剂1份和催化剂0.8份,异氰酸酯固化剂30份。经网纹辊方式印刷,辊涂速度40m/min,固化温度160℃。涂层干膜厚度40μm。
61.所述的含氟树脂为三氟氯乙烯
‑
烷基乙烯基酯共聚物,所述的聚酯树脂为间苯型聚酯树脂,所述的稀释剂为酯类稀释剂,所述的固化剂为脂肪族异氰酸酯固化剂。
62.第一区域a制备完毕烘干后收卷,进行第二区域b的制备。第二区域b与第三区域c一致为绿色高反耐候涂层,原料包括以下重量份数的组分:含氟树脂25份,聚酯树脂33份,无机填料钴绿34份,稀释剂35份,助剂包括分散剂1份、消泡剂0.3份、抗氧剂0.1份和流平剂0.6份,异氰酸酯固化剂25份。经喷墨印刷方式印刷,喷墨速度25m/s,固化温度155℃,涂层干膜厚度40μm。
63.所述的含氟树脂为四氟乙烯
‑
烷基乙烯基醚共聚物,所述的聚酯树脂为对苯型聚
酯树脂,所述的稀释剂为酯类稀释剂,所述的固化剂为芳香族异氰酸酯固化剂。
64.将所述的第一区域、第二区域和第三区域依次涂覆于中间绝缘层2一侧表面上,然后在所述的中间绝缘层2的另一侧表面设置外部耐候层,再经热压复合得到光伏背板。
65.对比例1对比例1与实施例1相比,外部耐候层1、中间绝缘层2、内部网格化耐候涂层3三层配方和工艺相同,区别在于a、b、c三个区域为叠加涂覆。
66.对比例2对比例2与实施例2相比,外部耐候层1、中间绝缘层2、内部网格化耐候涂层3三层配方和工艺相同,区别在于a、b、c三个区域为叠加涂覆。
67.对比例3对比例3与实施例3相比,外部耐候层1、中间绝缘层2、内部网格化耐候涂层3三层配方和工艺相同,区别在于a、b、c三个区域为叠加涂覆。
68.为了对本发明实施例1~6和对比例1~3制得的光伏背板的性能进行检测,对实施例1~6和对比例1
‑
3制得的光伏背板进行初始的性能测试,以及老化箱中进行加速老化1000h后的各种性能进行测试,将老化前后的性能测试数据进行对比,考察制得的光伏背板的耐老化性能、与eva之间的剥离强度以及附着力、抗隐裂、透光性性能。除此之外还观察了组件层压后的外观情况(电池片有无隐裂)。
69.测试评定方法:第一区域a的透光度及雾度按照gb/t 2410
‑
2008(透明塑料透光度测定)中的规定进行测定;剥离强度测试:按照gb/t2790所述的方法进行;湿热试验:按照iec 61215
‑
2005的规定进行,在85℃
±
2℃,湿度(85
±
5)%rh的温湿度箱中进行加速老化。记录老化1000h后的背板的第一区域的透光率、黄度指数、附着力、剥离强度。测试结果如表1所示,由测试结果可以看出,实施例1~6制得的光伏背板老化前后的剥离强度略微减小,未发生明显变化;透光度及雾度基本维持不变;黄变指数也只是稍有增加。对比例1~3老化前后性能变化较大,且出现了脱层、隐裂等外观问题。综上所述,本发明所述的光伏背板具有较好的附着力、抗剥离强度、抗隐裂,较佳的耐候性能以及稳定的透光防雾性能。
70.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1