一种提高焊接拉力不合格晶硅太阳能电池焊接拉力的方法与流程
1.本发明涉及太阳能电池领域,尤其涉及一种提高焊接拉力不合格晶硅太阳能电池焊接拉力的方法。
背景技术:
2.电池片焊接成组件之后,片与片之间使用焊带连接,整个组件的电流也依赖焊带导出,焊带与电池片的连接出现松动就会影响组件的整体性能,会出现接触不良导致组件功率下降,或者局部热量集聚而形成热斑等现象。评价电池与焊带附着情况的参数为焊接拉力,因此,焊接拉力对于组件性能发挥至关重要。
3.焊接质量与电池片性能均会对焊接拉力造成影响,其中电池片性能中影响焊接拉力的主要因素,一是在于浆料方面,焊接拉力会受到银浆配方中玻璃粉成分以及配料过程中的比例波动的影响;二是在于硅片方面,采用不同的切割方式或者制绒工艺,焊接拉力也会不同;三是在于工艺方面,印刷量的大小、印刷后主栅厚度的高低以及烧结工艺等,焊接拉力同样会受到影响。因此,电池片焊接拉力容易受到诸多因素影响,使电池片与焊带的焊接拉力不够,导致太阳能电池产生批量不合格品的现象。现有技术中提升焊接拉力的方式均是在发现电池拉力低后对未烧结电池采取的措施,但对已经烧结过的焊接拉力不合格的电池尚无适宜的处理方法,而不满足焊接拉力标准的电池不能应用到组件端,因此烧结后焊接拉力不合格的电池通常作为废弃品处理,如此则造成了原料的浪费和成本的提高。
技术实现要素:
4.针对上述现有技术中的不足,本发明提供一种焊接拉力提升高、操作简便且不影响太阳能电池使用的提高焊接拉力不合格晶硅太阳能电池焊接拉力的方法。
5.为达到上述发明目的,本发明实施例采用了如下的技术方案:
6.一种提高焊接拉力不合格晶硅太阳能电池焊接拉力的方法,包括以下步骤:对不合格晶硅太阳能电池进行热处理;所述热处理的温度为玻璃粉的软化温度,所述热处理的时间为20~35s。
7.通过热处理使玻璃能够完成软化流动带动银粉二次分布,使玻璃的结晶层和网状结构更加均匀致密,拉力得到提高,同时玻璃粉的软化温度低于银硅合金的温度,不会破坏银硅的微晶结构和刻蚀穿氮化硅膜,因此,能够达到提升焊接拉力并且不影响电池性能的目的。整个方法操作简便,对于浆料、硅片以及工艺方面等各因素所造成的太阳能电池的焊接拉力不够的现象均具有良好的适用性,避免因焊接拉力出现太阳能电池不合格的现象,在太阳能电池领域具有广泛的应用前景。
8.优选地,所述热处理的最低温度比玻璃粉软化温度的最低温度高80~120℃。
9.优选地,所述热处理的时间为25~30s。
10.优选地,所述热处理的次数为1~3次。
11.优选的处理次数不影响电池性能,由于每增加一次热处理,电池性能会有所下降,
因此在满足焊接拉力的前提下尽量减少处理次数,若热处理一次即能满足焊接拉力要求,则无需进行两次热处理。
12.优选地,所述热处理的设备为烧结炉。
13.选用烧结炉进行热处理,处理过程中温度稳定性强,对环境友好。
14.本发明还提供了所述的提高焊接拉力不合格晶硅太阳能电池焊接拉力的方法在提升晶硅太阳能电池合格率中的应用。
15.优选地,在太阳能电池生产过程中出现焊接拉力不合格的晶硅太阳能电池时,当焊接拉力不合格原因能够排除时,用所述提高焊接拉力不合格晶硅太阳能电池焊接拉力的方法处理焊接拉力不合格的晶硅太阳能电池,排除原因后继续生产。
16.优选地,在太阳能电池生产过程中出现焊接拉力不合格的晶硅太阳能电池时,当焊接拉力不合格的原因无法排除时,在生产工序增加再处理工序,用所述提高焊接拉力不合格晶硅太阳能电池焊接拉力的方法对烧结后的晶硅太阳能电池热处理。
具体实施方式
17.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
18.现有技术中通常采用提高烧结的峰值温度或者增加烧结时间来提高焊接拉力,但实践发现采取这两种方法虽然能够提高晶硅太阳能电池的焊接拉力,但容易引起烧结过度,使电池的钝化性能受到破坏电池效率下降,或者出现银浆接触pn结造成漏电的情况,因此,采用上述两种方法均会对电池的性能产生不良影响,导致生产不合格电池的概率大幅提升。而电池制造厂家更追求的是高的电池转化效率,所以大多不会通过改变烧结工艺的参数来提高焊接拉力,以免降低电池转换效率或者造成电池漏电。另外,上述两种方法均是在发现电池拉力低后对未烧结电池采取的措施,无法应用于已经烧结过的焊接拉力不合格电池。申请人对晶硅太阳能电池进行了大量研究,发现烧结工艺是改善焊接拉力不合格的关键因素。对于此,申请人通过对不合格品处理方式的大量研究,创造性地提出对不合格晶硅太阳能电池在玻璃粉的软化温度下进行热处理的方法,该方法能够提升焊接拉力不合格电池的焊接拉力,避免因焊接拉力导致的不合格电池的情况出现,且该方法适用于不同因素所造成的焊接拉力不合格的电池。
19.银浆型号:帝科dk93t
‑
74,检测得到玻璃粉的软化温度范围为400~600℃;
20.烧结炉型号:despatch cdf,使用测温仪测定高温烧结炉的实际烧结温度低于设定烧结温度的温度30℃,烧结温区总长为2.5m。
21.实施例1:
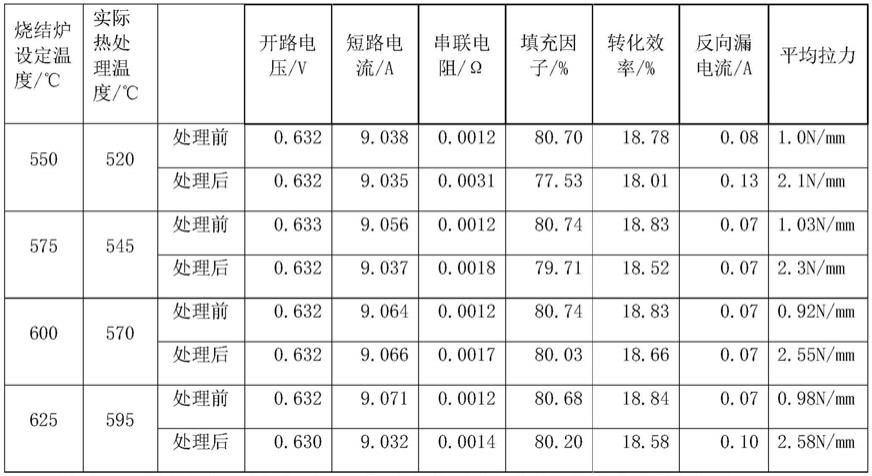
22.生产中某次例行抽检,银浆拉力较正常测试偏低,原因为玻璃比例银均匀性有偏差。现采用不同的热处理温度对不合格电池进行热处理,处理电池的数量均为198片,传输速度为5.58m/min,处理次数1次,下面表1为热处理前后电池的性能参数。
23.表1
[0024][0025]
从表1的测试结果来看,对不合格电池分别采用实际温度为520℃、545℃、570℃以及595℃进行热处理,处理后对太阳能电池的开路电压、短路电流、串联电阻、填充因子、转化效率和反向漏电流的性能进行测定,发现在上述四种温度下进行热处理都可以实现电池焊接拉力得到提升,且性能参数影响较小,不影响电池的使用,完全满足《gb/t29195
‑
2012地面用晶体硅太阳电池总规范》的标准要求,其中实际温度为570℃时效果最佳,表明本发明提供的方法能够提高焊接拉力不合格的太阳能电池的焊接拉力。
[0026]
实施例2:
[0027]
浆料在砂浆片使用正常,在黑硅片使用后拉力偏低。现对不合格电池进行热处理,处理电池的数量为1195片,设定烧结炉的温度为600℃,传输速度为5.60m/min,处理次数2次,下面表2为热处理前后电池的性能参数。
[0028]
表2
[0029][0030]
从表2的测试结果来看,第一次热处理后平均拉力的数值仍偏低,进行二次热处理,处理后拉力值明显上升,且对太阳能电池的开路电压、短路电流、串联电阻、填充因子、转化效率以及反向漏电流的性能影响较小,完全满足《gb/t29195
‑
2012地面用晶体硅太阳电池总规范》的标准要求,表明本发明提供的方法能够提高焊接拉力不合格的太阳能电池的焊接拉力,且不影响太阳能电池的使用。
[0031]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1