二次电池用端子以及二次电池用端子的制造方法与流程
1.本发明涉及用于二次电池的电极端子的端子及其制造方法。详细而言,涉及由两种金属构成的端子及其制造方法。
背景技术:
2.锂离子二次电池等非水电解液二次电池由于比现有电池轻型并且能量密度高,所以近年来,用作以电为驱动源的车辆搭载用电源、或者搭载于个人计算机以及移动终端等电产品等的电源。特别是,将轻型且得到高能量密度的密闭型的锂离子二次电池作为单电池而构成的电池组优选用作电动汽车(ev)、插电式混合动力汽车(phv)、混合动力汽车(hv)等车辆的驱动用高输出电源。
3.构成这样的电池组的密闭型的二次电池具备:收容电极体的电池壳体;和正极以及负极的电极端子。构成二次电池的电极端子的一方的端部在电池壳体的外部露出,另一方的端部经由集电体而与电池壳体内部的电极体连接。
4.这样的二次电池(以下,也称为“单电池”)沿着规定的排列方向排列有多个,一个单电池的电极端子经由汇流条而与另一个单电池电连接,由此构建电池组。
5.通常,锂离子二次电池的正极以及负极的电极端子由不同材料构成。在将由与一方的电极端子同种的材料构成的汇流条用于单电池间的连接的情况下,与该一方的电极端子比较,另一方的电极端子与汇流条间的导通以及接合强度相对较低。
6.为了使电极端子与汇流条间导通,专利文献1公开有:使用与构成汇流条以及集电端子的金属种类匹配的复合材料构成电极端子的技术。另外,专利文献2公开以下技术:通过利用超声波焊接将由不同种类的金属构成的连接端子接合,其后铆接,由此,提高上述部件间的导通以及接合强度。
7.专利文献1:日本专利申请公开第2016-85961号公报
8.专利文献2:日本专利申请公开第2011-124024号公报
9.然而,使用专利文献1记载的那样的复合材料构成的电极端子通常制造成本较高。另外,如专利文献2记载的那样,通过超声波焊接将连接端子间接合,其后在铆接方法中,恐怕由于铆接而导致部件变形。为了更廉价并且具有充分的接合强度,谋求开发用于将不同种类金属与电极端子接合的技术。
技术实现要素:
10.本发明是鉴于这样的点而完成的,目的在于提供制造由接合强度优异的不同种类金属构成的电极端子的方法。同时,其他的主要目的在于提供通过这样的方法制造的端子以及使用该端子的电池。
11.本发明人发现:在通过超声波接合来接合并制造由两种金属构成的电极端子时,通过施加于该两种金属的压力和振动而使一方的金属相对于另一方的金属延伸,并进行压接,由此制造铆接构造。
12.并发现:通过这样的方法制成的连接端子通过将两种金属间金属接合而良好地导通,并且通过具有铆接构造,从而第一构件与第二构件之间以充分的强度接合。
13.此处公开的端子的制造方法为制造构成二次电池的正极以及负极的任一个的端子的方法,包括以下的工序:准备构成上述端子的各个金属制的第一构件和第二构件的工序,此处,上述第一构件以板状形成,在一个表面具有供上述第二构件的一部分嵌合的凹部,并且上述第二构件具有收容于上述凹部的凸缘部;以及通过超声波压接使上述第一构件与上述第二构件相互固定的工序,此处,通过在上述第一构件的凹部配置有上述第二构件的凸缘部的状态下一边在该第一构件以及该第二构件的层叠方向上施加压力一边施加超声波振动,由此使上述凸缘部延伸,并且使该延伸的凸缘部的一部分相对于上述凹部的内壁面压接,从而进行该超声波压接。
14.根据这样的制造方法,第一构件与第二构件之间通过超声波接合而良好地导通,能够制造包括通过具有铆接构造而使第一构件与第二构件之间以充分的强度接合的连接端子的端子。
15.在一实施方式中,上述第一构件和上述第二构件相互由不同的金属构成。
16.根据这样的制造方法,即便由不同的金属种类构成,也能够制造接合强度和导通良好的端子。
17.在一实施方式中,上述第一构件由铝或者以铝为主体的合金构成,并且上述第二构件由铜或者以铜为主体的合金构成。
18.根据这样的制造方法,能够制造与由铝或者以铝为主体的合金构成的汇流条良好导通的端子。
19.作为此处公开的技术的其他方面,提供构成二次电池的正极以及负极的任一个的端子。该端子分别具有金属制的第一构件和第二构件,上述第一构件以板状形成,并且在其一个表面具有凹部,上述第二构件具有收容于上述第一构件的凹部的凸缘部。此处,上述第一构件和上述第二构件的凸缘部至少一部分通过金属接合而相互接合,并且不经由贯通孔而将上述凸缘部的端部铆接于上述凹部的内壁面。
20.对于具备这样的结构的端子而言,第一构件与第二构件之间通过超声波接合而良好地导通,并通过具有铆接构造而将第一构件与第二构件之间以充分的强度接合。
21.在优选的一实施方式中,上述金属接合在比上述铆接的部分靠上述凸缘部的中央产生。
22.根据这样的结构,能够更好地发挥上述效果。
23.在一实施方式中,存在于上述第一构件与上述第二构件之间的上述金属接合的界面具有由于超声波接合而产生的接合面。
24.根据这样的结构,能够使上述第一构件与上述第二构件之间良好地导通。
25.在一实施方式中,上述第一构件和上述第二构件相互由不同的金属构成。
26.根据这样的结构,即便为由不同的金属种类构成的端子,也能够确保接合强度和导通。
27.在一实施方式中,上述第一构件由铝或者以铝为主体的合金构成,并且上述第二构件由铜或者以铜为主体的合金构成。
28.根据这样的结构,具备上述端子的电极端子与由铝或者以铝为主体的合金构成的
汇流条等外部的连接部件良好地导通。
29.作为此处公开的技术的其他方面,提供一种二次电池,具备:电极体,其包括正极以及负极;电池壳体,其在内部收容有该电极体;以及正极端子以及负极端子,其分别与上述电极体的正极以及负极电连接,在上述二次电池中,上述正极端子以及负极端子的至少一方包括此处公开的端子。
30.作为此处公开的技术的其他方面,提供一种电池组,由多个单电池相互电连接排列而成,在上述电池组中,使用上述正极端子以及负极端子的至少一方包括此处公开的端子的上述二次电池,来作为上述多个单电池。
31.在一实施方式中,上述多个单电池通过规定的汇流条而将一个单电池的正极端子与另一个单电池的负极端子分别电连接,通过与构成上述端子的上述第一构件的金属相同的金属来构成上述汇流条。
32.根据这样的结构,提供单电池间更良好地连接的电池组。
附图说明
33.图1是示意性地示出使用一实施方式所涉及的端子的二次电池的外形的立体图。
34.图2是示意性地示出由使用一实施方式所涉及的端子的单电池构成的电池组的立体图。
35.图3是示意性地示出使用一实施方式所涉及的端子的二次电池的内部构造的宽幅面的剖视图。
36.图4是示意性地示出使用一实施方式所涉及的端子的二次电池的内部构造的窄幅面的剖视图。
37.图5是示意性地示出一实施方式所涉及的端子的构造的主要部分剖视图。
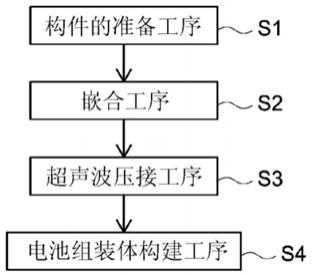
38.图6是表示包括一实施方式所涉及的端子的二次电池的制造次序的流程图。
39.图7是示意性地示出通过超声波压接铆接第一构件与第二构件时的结构的剖视图。
40.图8是示意性地示出通过超声波压接铆接第一构件与第二构件之前的状况的剖视图。
41.图9是示意性地示出通过超声波压接铆接第一构件与第二构件的状况的剖视图。
42.图10是示意性地示出通过超声波压接铆接了第一构件与第二构件的状况的剖视图。
43.图11是示意性地示出一实施方式所涉及的第一部件的构造的剖视图。
44.图12是表示一实施方式所涉及的第一构件与第二构件铆接后的状态的截面照片。
45.图13是一实施方式所涉及的端子的断裂后的截面的扫描式电子显微镜(sem)像。
46.附图标记说明
47.11...隔离物;12...二次电池(单电池);14...汇流条;17...端板;18...紧固用梁部件;19...螺丝;20...电极体;21...正极;21a...正极集电体;21b...正极活性物质层;21c...正极集电体露出部;22...负极;22a...负极集电体;22b...负极活性物质层;22c...负极集电体露出部;23...隔膜;24...隔膜;30...电池壳体;32...电池壳体主体;34...盖体;40...正极端子;42...正极集电端子;44...正极连接端子;50...负极端子;52...负极
集电端子;54...负极连接端子;56...第一构件;56r...凹部;58...第二构件;58f...凸缘部;58l...腿部;58s...轴部;60...垫圈;61...绝缘子;70...焊头;71...砧座;100...电池组。
具体实施方式
48.以下,适当地参照附图,对此处公开的端子、具备该端子的二次电池、以具备该端子的单电池作为构成元件的电池组以及该端子的制造方法的一实施方式,将具备卷绕电极体的方形的锂离子二次电池列举为例子详细地进行说明。以下的实施方式当然旨在不是特别限定此处公开的技术。
49.此处公开的二次电池不限定于以下说明的锂离子二次电池,例如钠离子二次电池、镁离子二次电池、或者所谓的物理电池所包含的锂离子电容器等也是包含于此处所述的二次电池的例子。另外,此处,使用具备具有多个正极以及负极的电极体隔着隔膜而卷绕的构造的卷绕电极体的锂离子二次电池进行说明,但电极体不局限于这样的结构,也可以是多个正极以及负极的电极体隔着隔膜而层叠的结构。
50.此外,本说明书中特别提及的事项以外的事项且本发明的实施所需的事项可作为基于该领域的现有技术的本领域技术人员的设计事项而掌握。本发明能够基于本说明书所公开的内容和该领域的技术常识来实施。
51.以下的附图中,对起到相同作用的构件、部位标注相同的附图标记,有时省略或者简化重复的说明。以下的附图中的长度、宽度等尺寸关系不一定反映实际的尺寸关系。
52.本说明书中将数值范围记载为a~b(此处,a、b是任意的数值)的情况是指a以上且b以下。另外,本说明书中“主体”是指所有成分中的占70重量%以上的成分。
53.图1是示意性地示出使用一实施方式所涉及的端子的二次电池的外形的立体图。
54.二次电池12是能够反复充电放电的二次电池,例如为锂离子二次电池。详细的构造的说明省略,但此处公开的二次电池12在电池壳体30的内部具备具有正极以及负极隔着隔膜而层叠的构造的电极体。这样的电极体与非水电解液(未图示)一起收容于电池壳体主体32,并在内部减压的状态下通过焊接等密封盖体34的缘部,来进行密闭。电池壳体30例如使用铝等轻型且热传导性良好的金属材料。电池壳体30的形状不限定于图1记载的那样的方形的结构,例如也可以是圆筒型等。
55.电池壳体30具备:与电池壳体内部的电极体电连接且经由汇流条等与外部的连接部件连接的正极端子40以及负极端子50。正极端子40以及负极端子50的至少一方具有正极连接端子44和负极连接端子54中的与该电极端子对应的连接端子。
56.此外,在电池壳体外部露出的正极端子40以及负极端子50的形状没有特别限制,也可以如图示那样为矩形状,也可以例如为包括椭圆形状的圆形状等。
57.图2是示意性地示出由使用一实施方式所涉及的端子的单电池构成的电池组的立体图。
58.在排列有多个图1所示的单电池12而成的电池组100中,单电池12隔着隔离物11而排列。在配置于最外侧的隔离物11的进一步外侧配置有一对端板17。它们通过以架设端板17的方式安装的紧固用梁部件18来约束,紧固用梁部件18的端部通过螺丝19紧固并固定。
59.在单电池12的上部设置有正极端子40和负极端子50。正极端子40和负极端子50的
至少一方具有正极连接端子44和负极连接端子54中的与该电极端子对应的连接端子。
60.正极端子40与负极端子50经由汇流条14而与邻接的单电池12电连接。作为汇流条14,通常使用具有高导电性和高机械强度的金属,例如,使用铝、铜等。
61.参照图3对使用此处公开的端子的二次电池的内部构造进行说明。
62.图3是示意性地示出使用一实施方式所涉及的端子的二次电池的构造的宽幅面的剖视图。二次电池12具备电极体20、电池壳体30、正极端子40、负极端子50。以下,对各个构造进行说明。
63.电极体20是在由未图示的绝缘膜等覆盖的状态下收容于电池壳体30的内部的发电元件。电极体20具备长条片状的正极21、长条片状的负极22、长条片状的隔膜23、24。这样的电极体20是重叠卷绕有上述的长条片状的构件的卷绕电极体。
64.正极21具备:箔状的正极集电体21a;和在该正极集电体21a的单面或者双面沿着长边方向形成的正极活性物质层21b。另外,在二次电池12的宽度方向上的电极体20的一个侧缘部没有形成有正极活性物质层21b,设置有正极集电体21a露出的正极集电体露出部21c。正极活性物质层21b包括正极活性物质、粘合剂、导电材等各种材料。
65.作为正极集电端子42,例如使用铝箔等。针对正极活性物质层21b所含的材料,能够没有特别限制地使用以往的通常的锂离子二次电池中可使用的材料,由于不是对本发明赋予特征,所以省略详细的说明。
66.负极22具备:箔状的负极集电体22a;和在该负极集电体22a的单面或者双面沿着长边方向形成的负极活性物质层22b。另外,在宽度方向上的电极体20的另一个侧缘部没有形成有负极活性物质层22b,设置有负极集电体22a露出的负极集电体露出部22c。与正极活性物质层21b相同,负极活性物质层22b包括负极活性物质、粘合剂等各种材料。
67.作为负极集电端子52,例如使用铜箔等。针对负极活性物质层22b所含的材料,能够没有特别限制地使用以往的通常的锂离子二次电池中可使用的材料,由于不是对本发明赋予特征,所以省略详细的说明。
68.隔膜23、24夹设于正极21与负极22之间,防止上述电极直接接触。虽省略图示,但在隔膜23、24形成有多个微小的孔。该微小的孔构成为供电荷载流子(锂离子二次电池的情况下,锂离子)在正极21与负极22之间移动。
69.隔膜23、24使用具有所需的耐热性的树脂片等。作为隔膜23、24,能够没有特别限制地使用以往的通常的锂离子二次电池中可使用的结构,由于不是对本发明赋予特征,省略详细的说明。
70.作为收容于电池壳体30的非水电解液,典型而言,能够没有特别限制地使用含有非水溶剂和支持盐的以往的通常的锂离子二次电池中可使用的结构,由于不是对本发明赋予特征,省略详细的说明。
71.在一实施方式中,正极端子40由正极连接端子44和正极集电端子42构成。正极连接端子44如图4所示那样,一部分在电池壳体30的外部露出,一部分在电池壳体30的内部与正极集电端子42连接。正极集电端子42配置于电池壳体30的内部,并经由正极集电体露出部21c而与正极21连接。
72.在一实施方式中,负极端子50由负极连接端子54和负极集电端子52构成。负极连接端子54如图4所示那样,一部分在电池壳体30的外部露出,一部分在电池壳体30的内部与
负极集电端子52连接。负极集电端子52配置于电池壳体30的内部,并经由负极集电体露出部22c而与负极22连接。
73.正极端子40以及负极端子50的至少一方具有正极连接端子44和负极连接端子54中的与该电极端子对应的连接端子。以下,以负极端子50具有负极连接端子54的情况的结构为基础,参照图5详细地进行说明。正极端子40具有正极连接端子44的情况的结构与负极端子50具有负极连接端子54的情况的结构相同,因此,省略详细的说明。
74.图5是示意性地示出一实施方式所涉及的端子的构造的主要部分剖视图。
75.负极端子50由负极连接端子54和负极集电端子52构成。负极连接端子54由第一构件56和第二构件58构成。
76.负极集电端子52通过焊接等与第二构件58连接。与负极集电体22a连接的负极集电端子52优选使用与负极集电体22a同种的金属,例如使用铜。与负极集电端子52连接的第二构件58优选使用与负极集电端子52同种的金属,例如使用铜。
77.如图5所示那样,负极连接端子54插通于具有贯通孔的盖体34,盖体34与负极连接端子54之间通过垫圈60而绝缘。
78.垫圈60由具有绝缘性的材料形成,例如使用全氟烷氧基烷烃(pfa)等氟树脂等。
79.另外,如图示那样,负极集电端子52通过绝缘子61而绝缘。绝缘子61由具有绝缘性的材料形成,例如使用聚苯硫醚树脂(pps)等树脂材料。
80.对上述的端子的制造方法以及具有该端子的二次电池的制造方法进行说明。以下,将负极端子的制造方法列举为例子进行说明。针对正极端子的制造方法,能够通过与负极端子的制造方法相同的方法来制造,因此,省略说明。
81.图6是包括一实施方式所涉及的端子的二次电池的制造方法的流程图。
82.在这样的制造方法中,首先,准备构成连接端子的各个金属制的第一构件56和第二构件58(s1)。
83.第一构件56以板状形成,并且在其一个表面具有供第二构件58的一部分嵌合的凹部56r。第二构件58具备与第一构件56的凹部56r嵌合的凸缘部58f。第二构件58还具备插通于盖体34的贯通孔的轴部58s。第二构件58可具备:通过焊接等与负极集电端子52连接并且用于通过铆接等固定于盖体34的腿部58l。在轴部58s的与凹部56r对置这侧的端部设置有图5所示那样的从轴部58s朝向外侧以凸缘状扩张的形状的凸缘部58f。
84.第一构件56的凹部56r以及第二构件58的凸缘部58f的尺寸根据使用的金属种类等适当地设定。它们的尺寸只要不有损本发明的效果则没有特别限制,但例如在第一构件56由铝构成、第二构件58由铜构成的情况下,从在后面工序中压接两个构件时的容易性的观点出发,优选使凸缘部58f嵌合于凹部56r时形成的凹部56r与凸缘部58f的间隙最大为1mm以下。该间隙更优选为0.8mm以下,进一步优选为0.5mm以下。从嵌合的容易性的观点的出发,优选该间隙为0.1mm以上。
85.从在后面工序中压接两个构件时的容易性的观点出发,若将凹部56r的深度设为dr,将凸缘部58f的厚度设为tf,则dr大于0.5
×
tf,优选大于0.7
×
tf,更优选大于0.9
×
tf。另外,dr优选小于1.2
×
tf,更优选小于1.1
×
tf。
86.第一构件56的凹部56r的形状只要是供第二构件58的凸缘部58f嵌合的形状则没有特别限制,但例如,如图11所示那样,通过设置用于使凸缘部58f的端部压入凹部56r的内
壁的槽,能够使第一构件56与第二构件58更强力地接合。
87.槽的形状例如例示出在图11所示那样的剖视图中矩形状的形状、在凹部的侧面中随着朝向底面而变大那样的形状等。
88.构成负极连接端子54的第一构件56和第二构件58也可以由相互同种的金属构成,但例如在负极集电体22a和汇流条14相互由不同的金属构成的情况下等,优选第一构件56和第二构件58相互由不同的金属构成。此时,从确保导通的观点出发,优选第一构件56和汇流条14由相同的金属构成,第二构件58和负极集电体22a由相同的金属构成。
89.例如,在与负极连接端子54连接的汇流条14由铝或者以铝为主体的合金构成并且负极集电端子52由铜或者以铜为主体的合金构成的情况下,优选第一构件56由铝或者以铝为主体的合金构成,并且第二构件58由铜或者以铜为主体的合金构成。
90.这样,通过根据汇流条、集电端子的金属种类来选择第一构件56和第二构件58的金属种类,能够提高负极端子与汇流条等外部的连接部件的导通以及接合强度。
91.接下来,使第一构件56与第二构件58嵌合(s2),通过超声波压接将第一构件56与第二构件58相互固定(s3)。
92.如图7所示那样,在第一构件56的凹部56r嵌合第二构件58的凸缘部58f,并由焊头70和砧座71夹着(s2)。焊头70以及砧座71的形状等只要起到本发明的效果则没有限制。
93.在一实施方式中,配置有第二构件58的砧座71具有供第二构件58的轴部58s插通且配置有凸缘部58f那样的凹陷。从第一构件56的上表面接触的焊头70具有能够以与凹部56r和凸缘部58f对置的面的面积相同程度的面积进行加压那样的形状。但焊头70的形状不局限于此,能够根据第一构件56以及第二构件58的形状适当地选择。虽不局限于此,但焊头70的形状例如也可以以能够对第一构件56上表面的经由凸缘部58f而由砧座71支承的面进行加压的方式具有圆筒状的形状,也可以具有多个加压部分在周向上均衡地配置那样的形状。
94.焊头70安装于具备振动产生器的冲压机(未图示)。振动产生器是超声波焊接所需的必要振动赋予焊头70的装置。为了高效地进行凸缘部58f的延伸,优选以对凸缘部58f的端部给予基于超声波的振动的方式配置焊头70以及砧座71。
95.通过相对于如上述那样由焊头70和砧座71夹着的第一构件56和第二构件58而进行超声波压接,从而将第一构件56与第二构件58固定(s3)。
96.通过冲压机,对第一构件56和第二构件58施加压力。此处施加的压力可根据第一构件56和第二构件58的金属种类、尺寸、焊头70的形状等而适当地设定。虽不局限于此,但施加于第一构件56和第二构件58的压力可设定为例如200~1600n左右。
97.接下来,在对第一构件56和第二构件58施加了压力的状态下,经由焊头70给予超声波振动。如图8所示那样,在对第一构件56和第二构件58给予超声波振动之前,在凹部56r的内壁面与凸缘部58f的端部之间存在间隙。通过如图9所示那样给予振动,从而凸缘部58f相对于凹部56r的内壁面延伸。作为其结果,如图10所示那样将相对于凹部56r的内壁面延伸的凸缘部58f的一部分压接,将第一构件56与第二构件58固定。
98.在通过由焊头70和砧座71夹着而被按压的凸缘部58f与凹部56r对置的面的至少一部分可形成有金属接合。
99.此处经由焊头70给予的超声波振动的条件可根据第一构件56和第二构件58的金
属种类、尺寸、焊头70的形状等而适当地设定。虽不局限于此,但例如,振幅可设定为20~80μm左右,频率可设定为15~150khz左右,给予第一构件56和第二构件58的能量可设定为20~500j左右。
100.通过以上的制造方法,能够制造以此处公开的连接端子54作为构成元件的端子。
101.能够使用经由上述的工序制造出的连接端子54来构建电池组装体(s4)。
102.在该工序中,首先,准备上述的电极体20、非水电解液、电池壳体30、正极端子40、负极集电端子52、负极连接端子54。电池壳体30具备:具有开口部的电池壳体主体32;和具有用于注入非水电解液的注液口的盖体34。盖体34具有用于分别使正极端子40以及负极连接端子54插通的贯通孔。
103.接下来,将电极体20收容于电池壳体30。
104.使正极端子40插通并安装于盖体34的一方的贯通孔。通过使负极连接端子54插通于盖体34的另一方的贯通孔并与负极集电端子52连接,从而将负极端子50安装于盖体34。负极连接端子54与负极集电端子52的连接通过公知的方法来进行。虽不局限于此,但负极连接端子54与负极集电端子52的连接也可以通过图5所示那样的铆接来连接。
105.将正极端子40以及负极集电端子52分别焊接于在电极体20的端部露出的正极集电体露出部21c以及负极集电体露出部22c。而且,将电极体20从电池壳体30主体的开口部收容于其内部,并将电池壳体30的主体与盖体焊接。
106.接着,从注入口注入非水电解液。在注入非水电解液之后,对注入口进行密封,能够得到电池组装体。通过相对于该电池组装体实施初始充电处理,能够制造锂离子二次电池。
107.根据此处公开的制造方法制造出的负极连接端子54分别具有金属制的第一构件56和第二构件58。第一构件56以板状形成,并且在其一个表面具有凹部56r,第二构件58具有收容于第一构件56的凹部56r的凸缘部58f。第一构件56与第二构件58的凸缘部58f至少一部分通过金属接合而相互接合,并且不经由贯通孔而将凸缘部58f的端部铆接于凹部56r的内壁面。
108.此处,“凸缘部58f的端部铆接于凹部56r的内壁面”是指通过例如凸缘部58f的端部相对于凹部56r的内壁面压接,从而将第一构件56相对于第二构件58固定的状态。
109.图12是使用铝作为第一构件56且使用铜作为第二构件58时的超声波压接后的截面照片。图中的单点划线表示进行超声波压接之前的凹部56r的内壁面的位置。能够确认通过凸缘部58f的端部延伸从而使凸缘部58f相对于凹部56r的内壁面压入的状态。
110.上述金属接合在第一构件56和第二构件58中,产生于凹部56r与凸缘部58f对置的面,例如,可在比上述铆接的部分靠凸缘部58f的中央产生。
111.本实施方式中在第一构件56与第二构件58之间产生金属接合能够通过例如使第一构件56与第二构件58的界面断裂并观察该断裂面来确认。图13是使由铝构成的第一构件56和由铜构成的第二构件58断裂的面的sem图像。图中的箭头是指由铝构成的第一构件56相对于由铜构成的第二构件58的凝结。这样,当在第一构件56和第二构件58的至少一方的断裂面能够确认出另一方的金属的凝结的情况下,能够确认为存在上述的接合面。
112.构成负极连接端子54的第一构件56和第二构件58也可以相互由同种的金属构成,但在负极集电体22a和汇流条14相互由不同的金属构成的情况下等,优选第一构件56和第
二构件58相互由不同的金属构成。此时,从确保导通的观点出发,优选由相同的金属构成第一构件56和汇流条14,由相同的金属构成第二构件58和负极集电体22a。
113.根据这样的结构,能够提高具备负极连接端子54的负极端子50、汇流条14的导通以及接合强度。
114.例如,在与负极连接端子54连接的汇流条14由铝或者以铝为主体的合金构成并且负极集电端子52由铜或者以铜为主体的合金构成的情况下,优选第一构件56由铝或者以铝为主体的合金构成,并且第二构件58由铜或者以铜为主体的合金构成。
115.根据这样的结构,能够提高具备负极连接端子54的负极端子50与同负极端子50连接的汇流条14的导通以及接合强度。
116.以上,对本发明的具体例详细地进行了说明,但它们只不过是例示,不是对权利要求书进行限定。此处公开的发明包括将上述的具体例进行了各种变形、变更而得到的方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1