一种铝电解电容器及其制作工艺的制作方法
1.本发明涉及铝电解电容器技术领域,具体而言,涉及一种铝电解电容器及其制作工艺。
背景技术:
2.两个相互靠近的导体,中间夹一层不导电的绝缘介质,这就构成了电容器。当电容器的两个极板之间加上电压时,电容器就会储存电荷。电容器的电容量在数值上等于一个导电极板上的电荷量与两个极板之间的电压之比。电容器的电容量的基本单位是法拉(f)。在电路图中通常用字母c表示电容元件。电容器在调谐、旁路、耦合、滤波等电路中起着重要的作用。
3.电容器主要包括:
4.铝电解电容器:用浸有糊状电解质的吸水纸夹在两条铝箔中间卷绕而成,薄的氧化膜作介质的电容器。因为氧化膜有单向导电性质,所以电解电容器具有极性。其特点如下:1.容量大,能耐受大的脉动电流。2.容量误差大,泄漏电流大;普通的不适于在高频和低温下应用,不宜使用在25khz以上频率。3.低频旁路、信号耦合、电源滤波。
5.钽电解电容器:用烧结的钽块作正极,电解质使用固体二氧化锰。温度特性、频率特性和可靠性均优于普通电解电容器,特别是漏电流极小,贮存性良好,寿命长,容量误差小,而且体积小,单位体积下能得到最大的电容电压乘积。其对脉动电流的耐受能力差,若损坏易呈短路状态。常应用于超小型高可靠机件中。
6.自愈式并联电容器:结构与纸质电容器相似,但用聚脂、聚苯乙烯等低损耗塑材作介质。特点如下:1.频率特性好,介电损耗小。2.不能做成大的容量,耐热能力差。3.滤波器、积分、振荡、定时电路。4.不能做成大的容量,受振动会引起容量变化。5.特别适于高频旁路。
7.独石电容器(多层陶瓷电容器):在若干片陶瓷薄膜坯上被覆以电极桨材料,叠合后一次绕结成一块不可分割的整体,外面再用树脂包封而成。是一种小体积、大容量、高可靠和耐高温的新型电容器。高介电常数的低频独石电容器也具有稳定的性能,体积极小,容量误差较大。一般是用两条铝箔作为电极,中间以厚度为0.008~0.012mm的电容器纸隔开重叠卷绕而成。制造工艺简单,价格便宜,能得到较大的电容量。
8.金属化聚丙烯电容器:一般在低频电路内,通常不能在高于3~4mhz的频率上运用。油浸电容器的耐压比普通纸质电容器高,稳定性也好,适用于高压电路微调电容器(半可变电容器)电容量可在某一小范围内调整,并可在调整后固定于某个电容值。瓷介微调电容器的电荷量高,体积也小,通常可分为圆管式及圆片式两种。云母和聚苯乙烯介质的通常都采用弹簧式东,结构简单,但稳定性较差。线绕瓷介微调电容器是拆铜丝〈外电极〉来变动电容量的,故容量只能变小,不适合在需反复调试的场合使用。
9.陶瓷电容器:用高介电常数的电容器陶瓷〈钛酸钡一氧化钛〉挤压成圆管、圆片或圆盘作为介质,并用烧渗法将银镀在陶瓷上作为电极制成。它又分高频瓷介和低频瓷介两
种。具有小的正电容温度系数的电容器,用于高稳定振荡回路中,作为回路电容器及垫整电容器。
10.目前,铝电解电容器生产中,引出线采用刺铆连接方式与铝箔连接,由于是简单的物理接触,刺铆后存在较大的接触电阻,在高频下使用会产生热量,且由于接触面积较小,电流密度过大,也造成发热;而且由于铝表面氧化膜的存在,导致接触电阻较大,同时周边的电解液的氧化还原作用会使得接触点进一步缩小,使接触电阻增加,电流密度增大,热效应增加,直接影响了铝电解电容器的使用寿命及使用范围。
技术实现要素:
11.本发明的目的在于提供一种铝电解电容器,铝电解电容器的引出线与铝箔焊接连接,因此引出线与铝箔接触面积增大,其连接处的电阻值会大幅降低,从而提高铝电解电容器的性能及适用范围。
12.本发明的另一目的在于提供一种铝电解电容器的制作工艺,采用该工艺,便于对铝电解电容器进行制作。
13.本发明的实施例是这样实现的:
14.第一方面,本技术实施例提供一种铝电解电容器,包括外壳和设于上述外壳的两个引出线,上述引出线的一端设于上述外壳内部,上述引出线的另一端设于上述外壳外部;上述引出线位于上述外壳内部的部分设有铝箔和电解纸,上述电解纸设有电解液;上述铝箔与上述引出线焊接连接。
15.本技术的铝电解电容器组装时,铝箔与上述引出线焊接连接,相比于传统刺铆连接的方式,通过焊接连接实现铝箔与上述引出线之间的固定,引出线与铝箔接触面积增大,其连接处的电阻值会大幅降低,可以避免刺铆连接的一切不良状况,提高了铝电解电容器的使用频率上限及电流上限,从而提高铝电解电容器的性能及适用范围,延长了使用寿命。
16.进一步的,在本发明的一些实施例中,上述铝箔与上述引出线之间设有多个焊接点。
17.进一步的,在本发明的一些实施例中,上述多个上述焊接点沿上述引出线的轴向间隔设置。
18.进一步的,在本发明的一些实施例中,上述多个上述焊接点沿上述引出线的轴向均匀间隔设置。
19.进一步的,在本发明的一些实施例中,上述焊接点的数量为3
‑
7个。
20.进一步的,在本发明的一些实施例中,上述铝箔卷绕于上述引出线外侧壁。
21.进一步的,在本发明的一些实施例中,上述电解纸设于每相邻两层的上述铝箔之间。
22.进一步的,在本发明的一些实施例中,上述电解纸的宽度大于上述铝箔的宽度。
23.进一步的,在本发明的一些实施例中,上述电解纸的长度大于上述铝箔的长度。
24.第二方面,本技术实施例提供一种铝电解电容器的制作工艺,包括上述的铝电解电容器,还包括以下步骤:
25.将铝箔和电解纸裁切成需要的形状;
26.将铝箔焊接于引出线;
27.在铝箔间设置电解纸,然后将已焊接引出线后的铝箔和电解纸一起卷绕形成芯包;
28.在芯包内含浸电解液;
29.将已含浸后的芯包安装于外壳。
30.相对于现有技术,本发明实施例至少具有如下优点或有益效果:
31.本发明实施例提供一种铝电解电容器,包括外壳和设于上述外壳的两个引出线,上述引出线的一端设于上述外壳内部,上述引出线的另一端设于上述外壳外部;上述引出线位于上述外壳内部的部分设有铝箔和电解纸,上述电解纸设有电解液;上述铝箔与上述引出线焊接连接。
32.本技术的铝电解电容器组装时,铝箔与上述引出线焊接连接,相比于传统刺铆连接的方式,通过焊接连接实现铝箔与上述引出线之间的固定,引出线与铝箔接触面积增大,其连接处的电阻值会大幅降低,可以避免刺铆连接的一切不良状况,提高了铝电解电容器的使用频率上限及电流上限,从而提高铝电解电容器的性能及适用范围,延长了使用寿命。
33.本发明实施例还提供一种铝电解电容器的制作工艺,包括上述的铝电解电容器,还包括以下步骤:
34.将铝箔和电解纸裁切成需要的形状;
35.将铝箔焊接于引出线;
36.在铝箔间设置电解纸,然后将已焊接引出线后的铝箔和电解纸一起卷绕形成芯包;
37.在芯包内含浸电解液;
38.将已含浸后的芯包安装于外壳。
39.采用该工艺,便于对铝电解电容器进行制作。
附图说明
40.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
41.图1为本发明实施例提供的铝电解电容器的正视图;
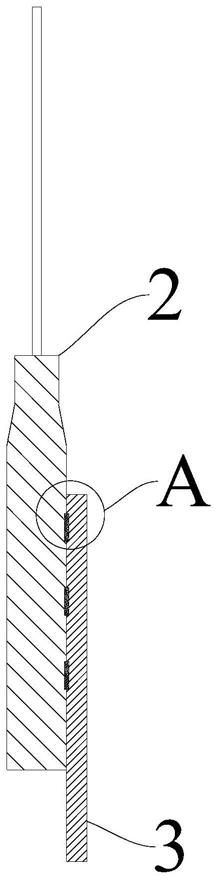
42.图2为本发明实施例提供的引出线与铝箔焊接的局部剖视图;
43.图3为图2中a处的放大图;
44.图4为本发明实施例提供的铝电解电容器的铝箔和电解纸卷绕的结构示意图。
45.图标:1
‑
外壳;2
‑
引出线;3
‑
铝箔;4
‑
电解纸;5
‑
焊接点。
具体实施方式
46.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
47.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通的技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
49.在本发明实施例的描述中,需要说明的是,若出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
50.此外,若出现“水平”、“竖直”等术语并不表示要求部件绝对水平或者竖直,而是可以稍微的倾斜。如“水平”仅仅是指其方向相对于“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
51.在本发明实施例的描述中,“多个”代表至少2个。
52.在本发明实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
53.实施例
54.请参照图1
‑
图4,图1所示为本发明实施例提供的铝电解电容器的正视图;图2所示为本发明实施例提供的引出线2与铝箔3焊接的局部剖视图;图3所示为图2中a处的放大图;图4所示为本发明实施例提供的铝电解电容器的铝箔3和电解纸4卷绕的结构示意图。
55.本实施例提供一种铝电解电容器,包括外壳1和设于上述外壳1的两个引出线2,上述引出线2的一端设于上述外壳1内部,上述引出线2的另一端设于上述外壳1外部;上述引出线2位于上述外壳1内部的部分设有铝箔3和电解纸4,上述电解纸4设有电解液;上述铝箔3与上述引出线2焊接连接。
56.铝箔3是一种用金属铝直接压延成薄片的烫印材料,其烫印效果与纯银箔烫印的效果相似,故又称假银箔。由于铝的质地柔软、延展性好,具有银白色的光泽,如果将压延后的薄片,用硅酸钠等物质裱在胶版纸上制成铝箔3片,还可进行印刷。
57.电解纸4是专供制作纸质电容器用的一种绝缘纸。电解纸4是构成铝电解电容器的三大关键材料之一。它作为电解液的吸附载体,与电解液共同组成铝电解电容器的阴极,同时起到隔离两极箔的作用,也被称为隔离纸。电解纸4为卷筒纸。纸质均匀紧密。无孔眼。薄如蝉翼。厚度为4~10μm。具有很高的机械强度。良好的透气度、电解液吸收性能和化学纯度。铜及铁离子、氯化物和灰分含量极低。ph值接近中性。物理电气性能优良。对击穿电压、导电质点有特定要求。以未漂硫酸盐针叶木浆为原料,不加任何辅料,经高黏状打浆,在专用长网薄页纸机上抄造,并经超级压光而成。生产用水须经离子交换法处理使铜、铁、氯离
子含量极低。
58.从行业分类来说,电解纸4既属于特种纸范畴,又是电子元器件材料,因此,电解纸4不仅需要具有苛刻的物理要求和极高的化学纯度,而且要具有优良的电气性能,它的生产工艺不仅需要造纸技术,还涉及了电气、基础化学、高分子材料化学、纯水制备等技术,可以说是技术密集的产品。由于电解电容器纸的特殊要求,电解电容器纸的生产设备都是由特种材料制成的。
59.本技术的铝电解电容器组装时,铝箔3与上述引出线2焊接连接,相比于传统刺铆连接的方式,通过焊接连接实现铝箔3与上述引出线2之间的固定,引出线2与铝箔3接触面积增大,其连接处的电阻值会大幅降低,可以避免刺铆连接的一切不良状况,提高了铝电解电容器的使用频率上限及电流上限,从而提高铝电解电容器的性能及适用范围,延长了使用寿命。
60.如图1
‑
图4所示,在本发明的一些实施例中,上述铝箔3与上述引出线2之间设有多个焊接点5。
61.本发明通过设置铝箔3与上述引出线2之间设有多个焊接点5,如此多个焊接点5和提高铝箔3与上述引出线2之间连接的稳定性,使铝箔3与上述引出线2之间连接更加牢固;而且多个焊接点5也能进一步提高铝箔3与上述引出线2之间接触面积,降低接触位置的电阻值。
62.如图1
‑
图4所示,在本发明的一些实施例中,上述多个上述焊接点5沿上述引出线2的轴向间隔设置。
63.本发明通过多个上述焊接点5沿上述引出线2的轴向间隔设置,如此多个焊接点5排成一排,在卷绕铝箔3时,便于铝箔3卷绕于引出线2外侧壁。
64.如图1
‑
图4所示,在本发明的一些实施例中,上述多个上述焊接点5沿上述引出线2的轴向均匀间隔设置。
65.本发明通过设置多个上述焊接点5沿上述引出线2的轴向均匀间隔设置,如此多个焊接点5分布均匀,使各个位置连接后结构强度基本一致。
66.如图1
‑
图4所示,在本发明的一些实施例中,上述焊接点5的数量为3
‑
7个。
67.需要说明的是,焊接点5的数量为3
‑
7个只是本实施例的一种优选的实施方式,本发明并不仅限于此,在其他实施例中,焊接点5的数量也可为其他个数,根据实际铝电解电容器的大小进行合理选择即可。
68.如图1
‑
图4所示,在本发明的一些实施例中,上述铝箔3卷绕于上述引出线2外侧壁。
69.本发明通过设置铝箔3卷绕于上述引出线2外侧壁,如此便于铝箔3的安装和固定。
70.如图1
‑
图4所示,在本发明的一些实施例中,上述电解纸4设于每相邻两层的上述铝箔3之间。
71.本发明通过电解纸4设于每相邻两层的上述铝箔3之间,如此可通过电解纸4将每相邻两层的上述铝箔3分隔开,便于填充电解液。
72.如图1
‑
图4所示,在本发明的一些实施例中,上述电解纸4的宽度大于上述铝箔3的宽度。
73.本发明通过设置电解纸4的宽度大于上述铝箔3的宽度,如此便于通过电解纸4将
铝箔3进行包裹,而且电解纸4的上下两侧凸出铝箔3,防止了每相邻两层铝箔3相互接触。
74.如图1
‑
图4所示,在本发明的一些实施例中,上述电解纸4的长度大于上述铝箔3的长度。
75.本发明通过设置电解纸4的长度大于上述铝箔3的长度,如此便于通过电解纸4将铝箔3进行包裹,而且电解纸4的左右两侧凸出铝箔3,防止了每相邻两层铝箔3相互接触。
76.本实施例还提供一种铝电解电容器的制作工艺,包括上述的铝电解电容器,还包括以下步骤:
77.将铝箔3和电解纸4裁切成需要的形状;
78.将铝箔3焊接于引出线2;
79.在铝箔3间设置电解纸4,然后将已焊接引出线2后的铝箔3和电解纸4一起卷绕形成芯包;
80.在芯包内含浸电解液;电解液含浸时,使电解液进入电解纸4中。含浸就是使用双关能性的液体物质,通过真空、加压等手段使上述液体进入电解纸4的微孔。
81.将已含浸后的芯包安装于外壳1。
82.采用该工艺,便于对铝电解电容器进行制作。
83.综上,本发明的实施例提供一种铝电解电容器,包括外壳1和设于上述外壳1的两个引出线2,上述引出线2的一端设于上述外壳1内部,上述引出线2的另一端设于上述外壳1外部;上述引出线2位于上述外壳1内部的部分设有铝箔3和电解纸4,上述电解纸4设有电解液;上述铝箔3与上述引出线2焊接连接。
84.本技术的铝电解电容器组装时,铝箔3与上述引出线2焊接连接,相比于传统刺铆连接的方式,通过焊接连接实现铝箔3与上述引出线2之间的固定,引出线2与铝箔3接触面积增大,其连接处的电阻值会大幅降低,可以避免刺铆连接的一切不良状况,提高了铝电解电容器的使用频率上限及电流上限,从而提高铝电解电容器的性能及适用范围,延长了使用寿命。
85.本实施例还提供一种铝电解电容器的制作工艺,包括上述的铝电解电容器,还包括以下步骤:
86.将铝箔3和电解纸4裁切成需要的形状;
87.将铝箔3焊接于引出线2;
88.在铝箔3间设置电解纸4,然后将已焊接引出线2后的铝箔3和电解纸4一起卷绕形成芯包;
89.在芯包内含浸电解液;
90.将已含浸后的芯包安装于外壳1。
91.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域技术人员而言,显然本技术不限于上述示范性实施例的细节,而且在不背离本技术的精神或基本特征的情况下,能够以其它的具体形式实现本技术。
92.因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本技术的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本技术内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明
的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1